基于结构光的汽车密封胶条质量检测系统设计毕业论文
2020-02-17 19:42:31
摘 要
在汽车的生产过程中,汽车的密封性能决定着汽车品质的好坏,因此,对汽车密封胶条质量的检测成为了保证汽车品质的重要环节。近年来,现代工业对检测技术不断提出了更高的需求,传统检测方法已经无法满足,机器视觉技术依靠着非接触、精度高和效率高等优点在这种背景下应运而生并且迅速发展,而结构光检测技术作为机器视觉的重要分支,在测量领域占有重要位置。本文利用线结构光检测的原理,设计了一种基于结构光的汽车密封胶条质量检测系统,与检测软件配合使用,实现了汽车密封胶条的三维重建和实时在线质量检测。
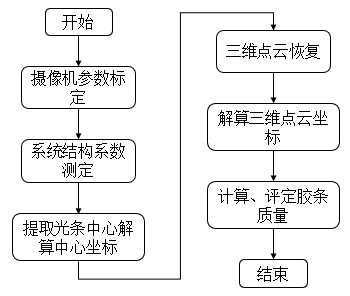
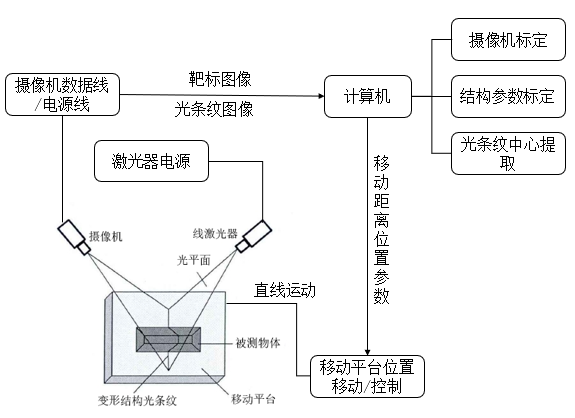
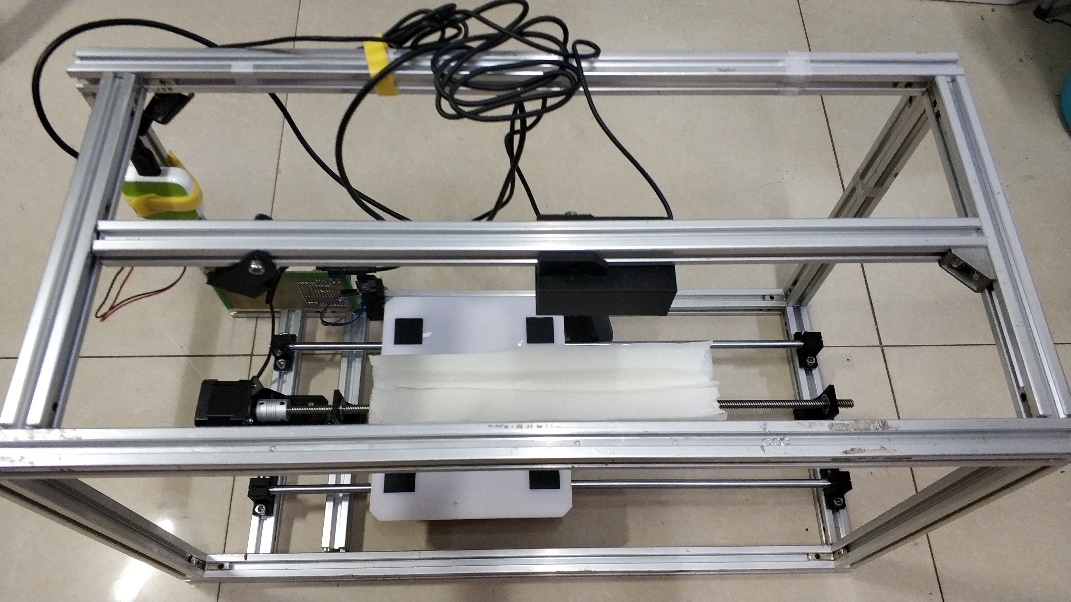
本文首先对基于激光三角法的线结构光检测原理和摄像机的标定方法进行研究,分析了摄像机标定过程中的坐标系转换关系,并在此基础上分析了摄像机造成图像畸变的原因和畸变矫正方法。然后根据检测原理,制定了密封胶条质量检测系统的检测方案并搭建了系统的总体框架,通过对检测系统中各个硬件设施技术参数的确定和选型,为该检测系统搭建了实验平台,同时编写了实验平台相关控制程序,实现了利用线结构光进行测量的基本工作,为实现更高精度、更快速度的结构光检测系统奠定了基础。
关键词:线结构光;密封胶条;质量检测;标定
Abstract
In the automobile production process, the automobile sealing performance decides the automobile quality, therefore, to the automobile sealant quality inspection has become the guarantee automobile quality important link. In recent years, modern industry continuously put forward higher requirements for detecting technology, the traditional detection methods have been unable to meet, machine vision technology on non-contact, high accuracy and efficiency higher advantages under the background of this arises at the historic moment and rapid development, and the structure of the optical detection technology as an important branch of machine vision, occupies an important position in the field of measurement. In this paper, based on the principle of line structure detection, a quality detection system of automotive sealant strip based on structure light is designed.
This paper first studies the detection principle of linear structured light based on laser triangulation and the calibration method of camera, analyzes the coordinate system transformation relationship in the process of camera calibration, and on this basis, analyzes the causes of image distortion caused by camera and distortion correction methods. Then according to the principle of detection, made the detection scheme of sealing strip quality inspection system and set up the system's overall framework, based on the detection system in the determination of various hardware technology parameters and selection, set up the experimental platform for the detection system, at the same time to write the relevant experimental platform control program, and has realized using linear structured light measure of basic work, in order to achieve higher accuracy and faster speed of structure light detection system laid a foundation.
Key Words:linear structured light;sealing strips;quality inspection;calibration
目 录
第1章 绪论 1
1.1 选题背景及意义 1
1.2 国内外研究现状 2
1.2.1 汽车密封胶条质量检测的研究现状 2
1.2.2 结构光测量技术的研究现状 3
1.3 本文主要研究内容 4
1.4 本文结构安排 4
第2章 基于结构光的汽车密封胶条质量检测原理 6
2.1 线结构光检测原理 6
2.2 摄像机参数标定 7
2.2.1 标定方法概述 7
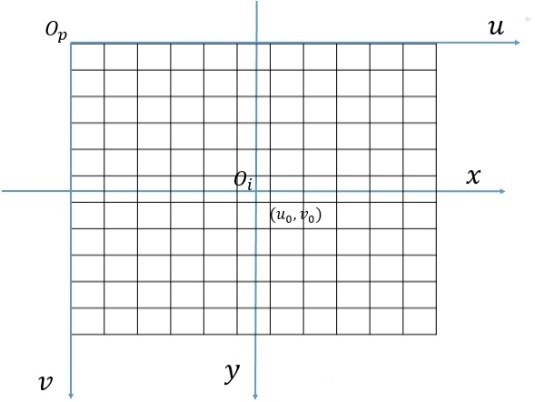
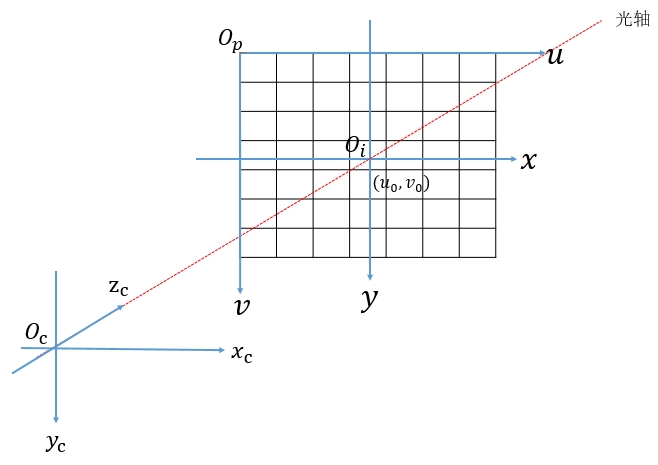
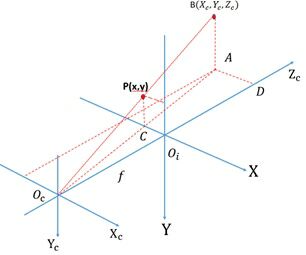
2.2.2 坐标系转换 8
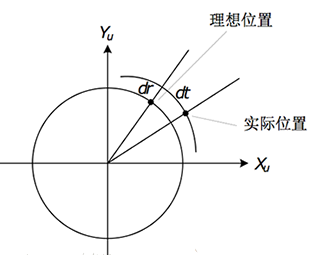
2.2.3 图像畸变及畸变矫正 11
2.3 本章小结 12
第3章 汽车密封胶条检测系统硬件及实验平台设计 13
3.1 汽车密封胶条检测系统检测方案研究 13
3.2 硬件系统及实验平台总体设计 14
3.3 摄像机的选择 15
3.4 激光器的选择 15
3.5 运动驱动部件的选择 16
3.6 本章小结 17
第4章 汽车密封胶条检测系统测试及分析 18
4.1 摄像机参数标定 18
4.1.1 摄像机标定程序 18
4.1.2 摄像机标定实验 18
4.2 移动平台位置控制精度测试 21
4.2.1 移动平台位置控制程序 21
4.2.2 光电传感器控制程序 21
4.2.3 移动平台位置控制精度测试 22
4.3 本章小结 23
第5章 总结与展望 24
5.1 总结 24
5.2 展望 24
参考文献 25
致谢 27
第1章 绪论
1.1 选题背景及意义
近年来,随着科技的快速发展,人们的生活品质不断提高,为汽车生产行业发展提供了巨大的动力,作为国民经济的重要组成部分,为满足汽车生产要求,汽车生产线逐渐趋于自动化、智能化,越来越多的工业机器人被投入到汽车生产之中。汽车涂胶作为汽车生产过程的重要环节,由于其工作强度大,工作环境恶劣,并且对涂胶质量要求较高,为了保证涂胶环节的质量和效率,使得工业机器人正慢慢取代逐渐难以适应时代的需求的工人手动涂胶,涂胶自动化的实现已逐渐成为汽车行业未来发展趋势[1]。
汽车密封性的优劣决定着汽车品质的好坏,高水平的整车密封性能已成为汽车行业追求的高质量标准之一,要获得高水平的整车密封性,车身密封处理是关键,良好的车身密封需要合理地使用焊缝密封胶[2]。在汽车车身涂上焊缝密封胶主要是为了保证车身密封性,起到降噪减震、防水防腐的作用,以提高车身舒适性和车身缝隙间的耐腐蚀性[3]。在焊缝上使用密封胶也可起到平整车身,整形美容的目的。汽车车身如果没有良好的密封性,在使用过程中,会由于噪声、震动没有得到充分的隔断和吸收,导致整车的舒适性严重受到影响,并且会伴随着漏水、漏尘等一系列问题,引起车身钢板的锈蚀,严重时还会造成钢板锈蚀穿孔,大大缩短了汽车使用寿命。因此,汽车密封胶条的质量检测对保证汽车密封性而言显得尤为重要。
随着工业机器人在涂胶环节的使用越来越普及,研究人员逐渐开始关注涂胶精度和质量问题。传统的密封胶质量检测方法包括人工检测和离线视觉检测[4]。人工检测是由质检工作人员凭借自身的工作经验,在机器人涂胶完成后,使用专用工具对胶条进行测量,然后通过对比生产文件中具体涂胶要求,得到检测结果。离线视觉检测是通过安装在涂胶生产线上的摄像机对涂装好的密封胶条拍摄图像,再经一系列图像处理得到胶条的尺寸参数。在使用过程中,以上两种检测方法都表现出了较为明显的不足,人工检测方法检测效率较低,并且由于人工操作会有较大的不确定性,造成生产的质量不能达到统一的标准。离线视觉检测检验的是已经成型的胶条,当检测出质量不合格的胶条时只能使用机器人重新涂胶,既增加了生产成本,又加长了生产节拍[5],并且这种检测方法只能检测出胶条宽度,而对于胶条横截面积等能够影响胶条功能特性的信息则不能获取到,而且在实际生产环境中,胶条的宽度易受到各方面因素的影响,因此会造成较高的检测误差。
密封胶条质量检测的精度以及效率是胶条质量检测的关键点,随着经济与科技的发展,涂胶行业也在不断更新技术,与时俱进,胶条质量检测技术的发展经过了从无到有,从传统的二维涂胶检测到现在成为研究热点的三维涂胶检测阶段,为了满足工业中的实际需要,同时考虑成本、实用性、精度等因素,采用结构光扫描测量的原理获取密封条的轮廓尺寸,取代传统测量检测方法,从而提高机器人涂胶检测的速度和精度,对于减少资源的浪费,提高密封胶条的质量和生产效率以及车身产品品质具有重要意义。
1.2 国内外研究现状
1.2.1 汽车密封胶条质量检测的研究现状
在当今的机器人涂胶质量检测系统中,由于胶料在凝胶时不能接触等原因,无法进行接触式测量,因此,实时非接触式检测方法被广泛应用,而在非接触式测量的方法当中,三维涂胶检测已逐渐替代传统的二维涂胶检测,成为了密封胶条质量检测行业趋势,但由于检测成本较高,主要应用于汽车生产行业,一些低成本零件的生产无法适用。虽然目前三维涂胶检测技术发展迅速,但是相对于一些涂胶精度要求较低的场合,考虑到成本因素,二维涂胶检测仍然是主要的选择方案。在涂胶过程中实现实时在线检测对算法速度要求较高,所以在机器人高速涂胶的情况下保证涂胶算法的实时性就显的十分重要,因此在保证系统检测精度的同时又有效提高系统检测速度是三维涂胶检测的研究重点。
陈丽娟[6]等人提出了基于最小包围面积矩形和基于角度直方图的联合配准方法,先提取配准图像骨架,然后利用图像骨架公差带特征值判断密封条缺陷,其检测准确率略高于人工检测的准确率。
马强[7]等人提出了一种基于相关分析的测量方法,采用了牛顿插值法实现亚像素细分,并且结合使用分步曝光的测量方法,将轮廓尺寸测量问题转化为求取最大相关函数的问题,在很大程度上减少了算法计算时间,检测轮廓尺寸的长度不确定度在0.02mm以内。
朱逸[8]等人提出了一种基于角点匹配的图像分块配准算法,以此获得预先定义的各个需要检测的轮廓曲线段最大误差,其整个配准算法的测量重复性在0.0451mm以内,在密封条存在较大分块形变时可实现有效测量,具有省去夹具装夹、节约测量时间和成本的优点。
张威[9]等人提出了一种能够实现凹槽涂胶实时检测的方法,该方法将环形光照射在胶体表面,通过光源在胶体表面产生的畸变虚像来检测胶料在凹槽中的铺展过程。该方法检测的对象是液态的胶体,对于已经凝固的固态胶体无法检测。
金亦挺[10]运用基于双目机器视觉的自适应角点检测算法结合模板匹配对胶条进行检测,该方法通过角点检测算法和立体点对匹配算法得到的对应点视差来重建胶条边缘的三维坐标,并对上述边缘坐标进行验证,最终生成涂胶物体的轮廓轨迹。
意大利学者Consolatina Liguori,Alfredo Paolillo和Antonio Pietrosanto等人[11]共同研制了一套基于双目视觉的密封条在线检测系统,通过使用双目相机拍摄密封胶条图片,然后利用测量数学模型获取轮廓表面的三维坐标,然后利用最小二乘法求出轮廓点的最佳投影平面,将计算得到的三维坐标投影到该平面上就形成最终的二维截面轮廓。
1.2.2 结构光测量技术的研究现状
结构光三维测量技术是近年来在激光逐点扫描基础上发展起来的一种非接触式测量方法[12],是集光、电、控制、机械、计算机技术于一体的综合技术,这种测量技术具有量程大、精度高、光条图像信息便于提取、实时性强及自动化程度高、效率高等优点,而且不受电磁干扰、温湿度等因素的影响,近年来在工业三维测量领域得到了广泛的应用[13]。
自70年代以来,国外就开始对基于线结构光的测量方法以及在各个领域的应用展开了深入的尝试和研究 [14]。自80年代开始,工业生产中开始运用一些比较成熟的基于线结构光的测量技术,且以每年大于20%的速度递增,其中比较著名的三维测量系统产品有美国FARO技术公司的便携式柔性关节臂测量机Laser Scan Arm,其测量精度可达0.05mm[15],德国MAHR公司的MARVISION系列三维光学坐标测量机[16]。
我国在结构光测量领域的研究和应用上开始较晚,在90年代后期,一些高校和研究机构才逐渐展开这方面的研究,同时也设计出了相应的测量系统,但是测量精度和国外相比还是有一些距离。从此,非接触式测量技术才在我国得到发展和推广,但是由于处于起步阶段,有自主知识产权的产品较少,高精度的三维测量设备大多需要以昂贵的价格从国外进口,使得许多国内企业无法承受,致使非接触式测量方法在我国发展较为缓慢[17]。因此,如何设计合适的非接触式测量系统适应工业生产的需要,如何将非接触式系统有效地应用于工业生产的创新优化设计,如何使用非接触式测量系统有效提高工业生产的效率,以及如何提高非接触测量系统的适应性和精度,成为了目前研究的热点。
在线结构光标定方面,天津大学的段发阶[18]等提出了一种齿形靶标标定法,利用精密机械结构的运动提取控制点和标定光平面,从而标定线结构光传感器结构参数,避免了三维坐标测量设备的使用,但是齿棱反光会影响标定的精度,并且该方法标定点数目较少,使用局限性较大。
邾继贵[19]等提出了一种基于共面靶标的快速标定法,在完成对摄像机的标定后,通过移动共面靶标,在相机成像平面内利用相机光心的透视投影中心以及光条在成像平面上的光条信息两条相交的直线,根据这两条相交共面直线,即可得到结构光平面参数。
陈天飞[20]提出了一种利用几何原理实现对线结构光传感器进行标定的方法,该方法根据结构光平面参数的几何意义不同,分两步进行标定,首先控制激光器做平移运动,根据结构光光条信息和激光器运动信息标定结构光法向,然后再标定距离信息。这种利用几何原理的方法步骤简单,可迅速完成现场标定。
在光条纹中心提取方面,高世一[21]等提出了一种求极值法的光条纹中心提取方法,通过假设结构光光条在截线方向近似服从高斯分布,再利用光条灰度值大小拟合出一条高斯曲线,最后求取其极值点作为光条的中心点,从而提取出光条纹中心点。这种方法提取精度高,提取效果较好,但是需要利用最小二乘法进行拟合,计算较为复杂。
华中科技大学的雷海军[22]等提出了一种阈值法与变向模板法结合使用的提取光条纹中心的快速算法,这种方法结合了两种方法的优点,先通过计算机计算出结构光光条灰度阈值,然后再结合像素的灰度邻域属性实时计算出结构光光条纹中心,最后用可变方向模板检测光条纹中心。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: