双轮实验台的机械制造工艺分析毕业论文
2020-04-11 17:37:50
摘 要
本文所述双轮实验台是为了研究轴系扭转振动对钢轨曲线波浪形磨损影响而搭建的。此类双轮实验台对于钢轨的波浪形磨损研究起到了巨大的作用。为了保证双轮实验台的整机性能,其中的轮轴之间的尺寸、形状和位置精度均需得到较高保证,从而要求该双轮实验台的生产制造技术需要达到较高标准。
本文介绍了一些重要零部件的工艺设计内容并借助CAXA CAPP工艺图表对双轮实验台的机械制造工艺进行了深入研究,分析了对整机性能影响较大的零件的加工工艺方案,同时对重要零部件的加工提出了自己的意见。另外,本文也分析了回转轴部以及整机的装配问题,并给出了一些建议。最后,结合已得到的研究成果,本文对进一步的工作进行了分析与展望。
关键词:双轮实验台;零部件工艺设计;机械制造工艺;CAXA CAPP工艺图表
Abstract
The two-wheel test bench described in this paper is designed to study the effect of shaft torsional vibration on the wave-shaped wear of rails. This type of two-wheel test bench has played a significant role in the study of wavy wear of rails. In order to ensure the performance of the two-wheel experimental bench, the size, shape, and position accuracy of the wheel axles must be highly ensured, requiring the production technology of the two-wheel test bench to reach a higher standard.
This paper introduced the process design content of some important components and used the CAXA CAPP process chart to conduct in-depth research on the mechanical manufacturing process of the two-wheel experimental bench, analyzed the processing technology of the parts that have a great impact on the overall performance, and at the same time put forward its own opinions on the processing of important parts. In addition, this article also analyzes the assembly of rotary shaft and the whole machine, and gives some suggestions. Finally, combined with the research results obtained, this paper analyzes and looks forward to further work.
Key Words:two-wheel test bench;component process design;Mechanical manufacturing process;CAXA CAPP process chart
目录
第1章 绪论 1
1.1 选题的背景和意义 1
1.2 关于波磨的研究现状 2
1.2.1 波磨非动力类成因理论研究现状 2
1.2.2 波磨动力类成因理论研究现状 3
1.3 本文的主要研究内容和结构安排 5
1.3.1 主要研究内容 5
1.3.2 结构安排 5
第2章 重要零部件工艺设计 6
2.1 配合制的选用 6
2.2 形位公差的选用 6
2.3 公差原则的选用 6
2.4 表面粗糙度的选用 7
2.5 各零件的具体设计 8
2.6 本章小结 9
第3章 关键零件加工工艺技术研究 10
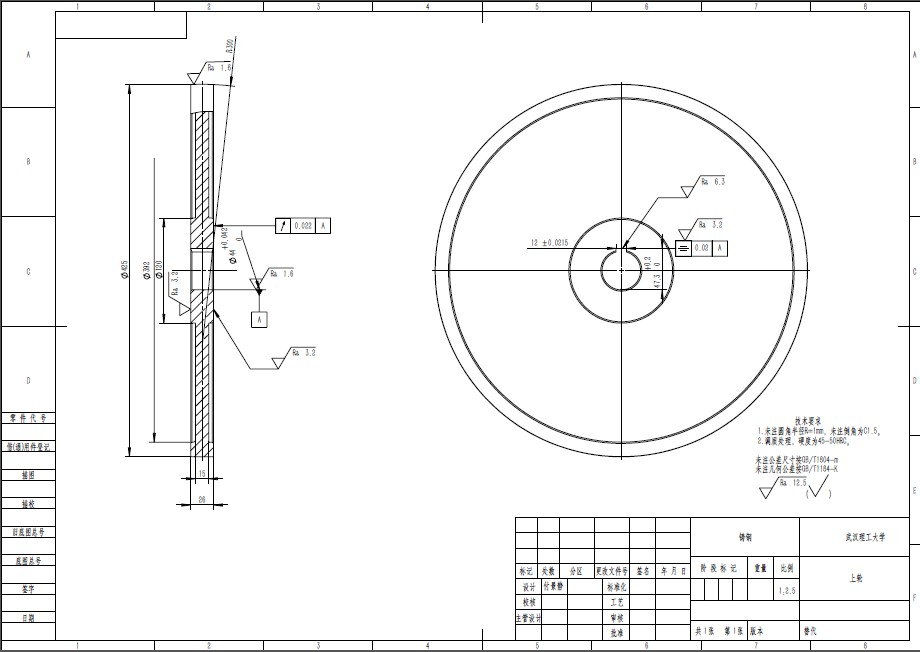
3.1 上轮的加工工艺分析 10
3.1.1 零件工艺分析 10
3.1.2 工艺路线的拟定 11
3.1.3 加工设备的选用 11
3.1.4 切削参数的选择 11
3.1.5 零件热处理 12
3.1.6 工艺文件的编制 12
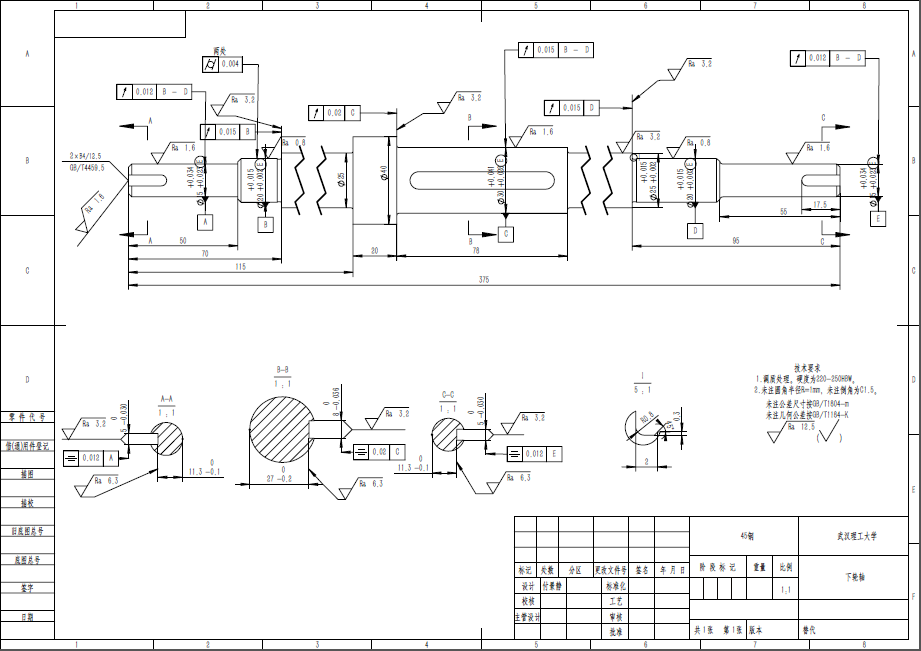
3.2 下轮轴的加工工艺分析 13
3.2.1 零件的工艺分析 13
3.2.2 工艺路线的拟定 14
3.2.3 加工设备的选用 15
3.2.4 零件热处理 15
3.2.5 工艺文件的编制 15
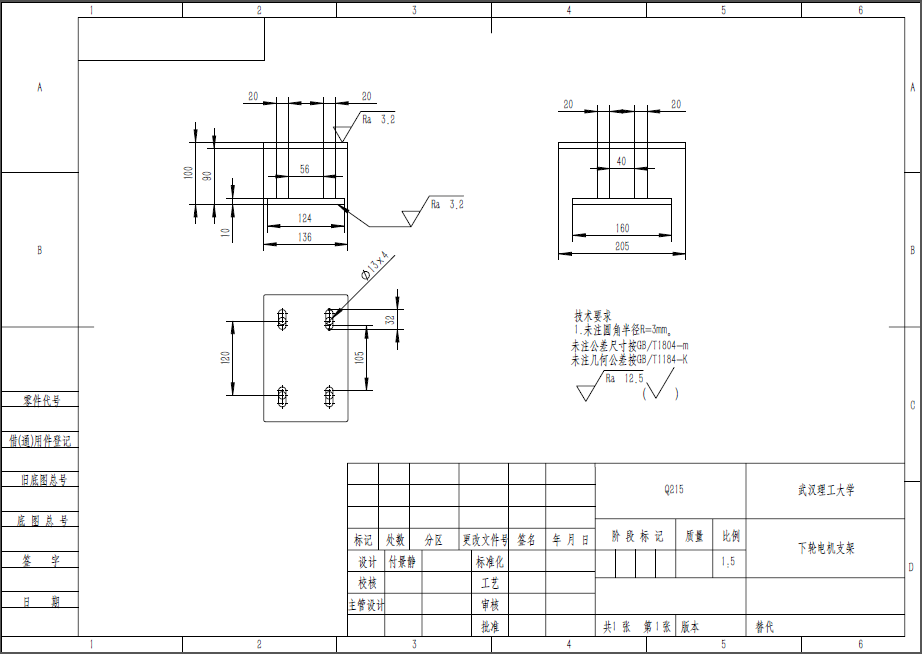
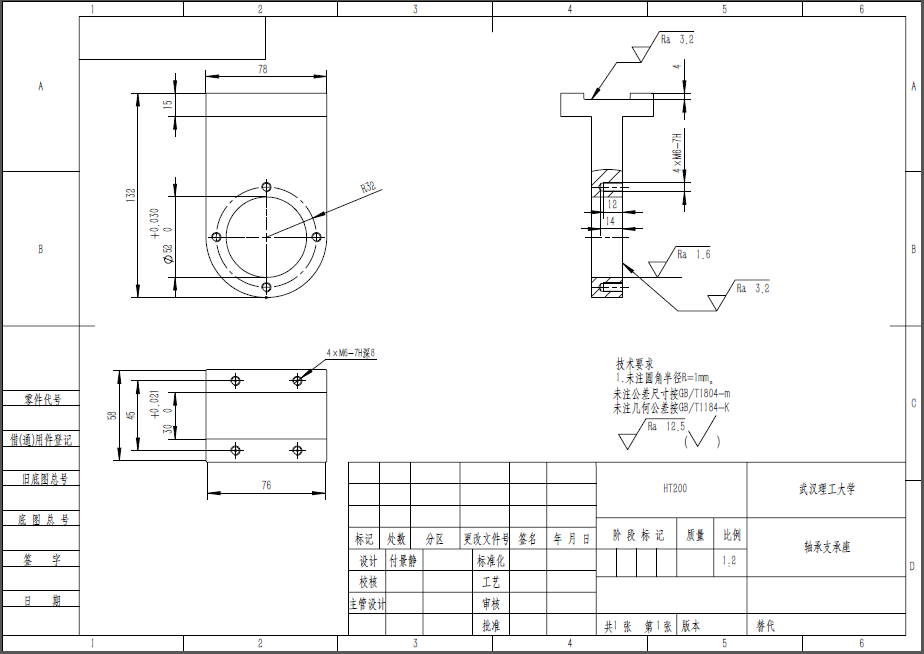
3.3 轴承支承座的加工工艺分析 15
3.3.1 零件工艺分析 15
3.3.2 工艺路线的拟定 15
3.3.3 加工设备的选择 16
3.3.4 工艺文件的编制 16
3.4 框架的加工工艺分析 16
3.5 本章小结 17
第4章 关键装配工艺技术研究 18
4.1 回转轴部装配 18
4.1.1 装配图纸 18
4.1.2 零件处理 18
4.1.3 装配方法的确定 19
4.1.4 装配尺寸链分析 19
4.1.5 装配过程概述 21
4.2 双轮实验台整机装配工艺方案 21
4.2.1 双轮实验台空间结构分析 21
4.2.2 影响装配质量要素分析 22
4.2.3 空间位置的调整 22
4.2.4 整机装配概述 23
4.3 本章小结 23
第5章 结论与展望 24
参考文献 25
附录 27
致谢 32
第1章 绪论
1.1 选题的背景和意义
随着人们出行次数的不断增加,铁路工程作为一种运输方式正在得到迅猛发展,而铁路波纹正是铁路工程中的一大研究难题。其不仅会引起轮轨接触处的强烈振动,而且也会产生很大的噪音,影响乘客的出行体验,更严重的是,它有极大地可能降低轨道的使用寿命。另外,有时具有严重波纹的轨道会导致危险事故。因此,世界上许多铁路运输公司过去都花费了大量的资金来维护和更换波纹钢轨。随着中国铁路运输中列车运行速度,交通密度和轴重的增加,钢轨波纹现象成为迄今为止尚未解决的主要问题之一。例如,中国广州至深圳的第一条铁轨于1994年投入使用,1995年因轨道波纹而在曲线和道岔上进行磨削。尽管通过磨削可以去除一些深度较小的波纹,但是必须用新的轨道替换有严重波纹的轨道[1]。 钢轨波纹已经存在并被研究了一百多年,在最初的形成机制方面已经取得了很大的进展,人们理解波纹形成是用理论和实验方法同时进行的。但是,波纹理论还没有完美解释其最初的形成机制,至今在铁路行业没有准确的对策被用来防止在轨道表面上产生波纹。此外,关于波纹的研究涉及很多主题,如滚动接触力学,弹塑性力学,材料科学,摩擦学,结构的非线性动力学等,因此说轮轨之间的关系研究十分复杂。
钢轨磨耗是轮轨关系一大研究难题。钢轨波磨是指钢轨在运营一段时间后会在表面出现波浪形的磨损的现象。通常波长和波深被用来表达它的程度,相邻两波峰或波谷的横向间距叫做波长,纵向距离叫做波深,如所示。
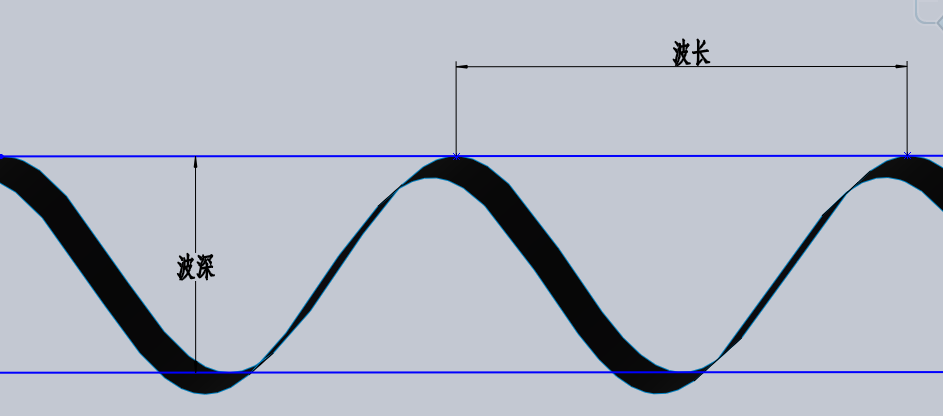
图1. 1 钢轨波磨示意图
按照波长可以对钢轨波磨类型进行划分,其中短波长波磨一般指的是波长为25mm-80mm,波深为0.1mm-0.5mm,且多发生在高速轻载重直线钢轨和曲线内轨上的波磨;而长波长波磨则是指波长在100mm以上,波深一般小于2mm,通常出现在重载曲线外轨的波磨[2]。另外,按照磨耗类型来划分,波磨又可以分为磨损型波磨、塑流型波磨和混合型波磨,在硬度较高的轨道上由于磨损原理引起的波磨叫做磨损型波磨;而塑流型波磨是指过高载荷导致塑性变形而形成的波磨;至于混合型波磨,则是指上述两种情况的综合结果。
为了研究钢轨波磨现象,众多学者也尝试搭建了许多用于测试的实验台,已经得出了许多重要的结论,而对于轮对扭转振动对于这种现象的影响机理并没有被学者阐明,因此这方面的研究就显得很有价值。由于要进行研究,所以必须要进行实验台的搭建,为了保证所测结果的准确性,必须对实验台的精度提出比较高的要求,因此有必要对重要零部件的机械制造工艺进行相应的研究。
1.2 关于波磨的研究现状
钢轨波浪形磨损问题由来已久,众多国内外学者对其进行了研究,刘学毅按波磨的成因对其进行分类,包含动力类成因理论和非动力类成因理论两种[3]。前者认为轮轨系统的振动导致磨耗的产生。而后者认为,不均匀塑性流动或者磨损等原因引起波磨的产生。本文将在这两个方面对研究学者对于波磨的研究现状进行介绍。
1.2.1 波磨非动力类成因理论研究现状
Carson等研究学者在上个世纪七十年代对波磨现象进行了细致地研究,首先,他们建立了实验台进行实验。其次,他们也在尝试用理论方法对该现象进行解释。最后,他们提出了自己对于波磨现象的观点[4]。为了更清楚地了解波磨,圆盘滚动接触实验装置应运而生。在该装置中,两个能够被独立地驱动的圆盘被安装在轴承箱上,该装置的隔振性能很好,实验系统的共振频率大约为200-700Hz。同时,他们建立了该装置的动力学理论分析模型来研究波磨再现过程[5]。在实验和理论分析过程中,他们认为:(1)在弹性振动条件下,过大载荷使得滚动接触部分产生不均匀塑性流动,从而形成波磨;(2)滚动接触物体的接触共振频率将直接决定波长;(3)稳态接触载荷、接触表面不平顺与系统阻尼等都对波磨的形成和发展产生重大影响。尽管他们分析的情况与波磨形成的机理不尽相同,但他们是波磨固定波长机理和损伤机理的最早发现者。
Mair于1977年建立了新的理论模型来模拟列车运行过程[6],并认为固定波长机理和材料塑性变形是引起钢轨波磨的主要因素,这与前人的研究结果一致。尽管Mair建立的理论模型十分简单,但是也有其相应的应用价值。另外,还需要建立更加复杂的模型来更加深入地研究波磨。
Igeland和Ilias主要研究了非线性轮轨高频作用对波磨的影响[7]。他们在建立磨损模型时将许多非线性因素考虑在内,用非线性赫兹弹簧来建立轮轨接触模型。其研究表明:新的不规则磨损是由钢轨的初始型面上的非规则性接触作用面而引起,且新的不规则磨损和初始不规则形状位置均发生了变化。
J.B.Nielsen建立了非线性磨损模型并研究了钢轨磨损的发展过程[8]。该模型用一个简化的圆柱体来代替车轮,用弹性无限半空间来代替钢轨。他认为:(1)沿着钢轨发生滚动的车轮相当于一个过滤器,导致特定波长的磨损加深,其他的都被过滤掉;(2)随着滚动次数的增加,发展中的波磨深度成指数曲线增加;(3)在变化过程中,波磨也会产生移动趋势。但是可以指出,结论(2)也许并不真实,因为钢轨在承受轮子挤压的过程中强度会不断增加,从而磨耗率会逐渐下降。并且随着材料的流动变形,波峰也会被逐渐磨平。
在2005年,Wu和Thompson则利用数值分析方法对相互作用的几个车轮进行研究,主要讨论了轮轨接触表面蠕变对钢轨短波长波磨形成和发展的影响[9]。在其所建模型中,轮轨二维滚动接触用滚动在正弦变化的平面上的圆盘来代替,且将车轮旋转速度和纵向牵引力视为常量,这样滚动的车轮受到的压力和钢轨纵向型面的曲面形状也会逐渐变化,轮轨间的纵向蠕滑率从而产生微小变化。研究发现,波磨的波长越短也会使磨损变得更加严重。硬橡胶垫引起的钢轨波磨的发展速率高于软橡胶垫的情况。
杨克等学者[10]研究了钢轨磨耗与材料性能之间的关系,通过对比不同材料钢轨的抗塑性变形能力,发现轨道顶面塑性变形是磨损产生的起因,轮轨接触面上过大的载荷造成了轨道顶面发生塑性变形,其变形程度与材料的屈服强度密切相关。他们认为通过改进钢轨材质性能是减缓磨耗的重要措施。
李伟等人[11]通过仿真和现场测试,分析了我国重载铁路轨道几何参数(主要是超高和轨底坡)对曲线钢轨磨损速率的影响规律。研究结果表明,合理的曲线欠超高和非对称轨底坡可以改善车辆通过曲线时的轮轨接触状态,通过适当减小轮对冲角、外轨横向力和磨耗指数来缓解钢轨磨损。
1.2.2 波磨动力类成因理论研究现状
在高速线路段,尤其是在直线段和大半径曲线上,短波长波磨被最早发现。经过现场观测,研究人员发现该种波磨与材料塑性变形无关,而与材料磨损与轮轨垂向振动有关。Grassie等研究学者发展了较简单的轮轨分析模型,并且对轨道模型和特性做了许多理论和实验研究工作[12]。
Baumann进行了大量的实验,其结果表明波纹的不同部位摩擦阻力也不相同,波峰处明显高于波谷处[13]。Frederick[14]通过测定轨道阻抗,结合蠕滑率/力定律,将轮轨的垂向、横向和纵向动力响应和磨损的关系表达出来,从而推测出多次滚压后的钢轨表面上磨损的深度变化情况。一定程度上来说,Frederick所提出的理论模型才对于钢轨波磨具有真正的研究价值。在理论方面,德国研究学者Valdivia做了许多与Frederick相似的工作,在其理论中,波磨的产生与发展过程被表达为一个介于瞬时的轮轨结构动力学和接触力学与材料长期磨耗的循环过程[15]。后来,众多学者在他们的基础上继续进行研究[16],详细分析了轨枕上方和轨枕之间的钢轨磨耗情况。他们得出的共同结论是:轨道垂向pinned-pinned模态频率的反共振很可能是短波波磨形成的主要因素。另外,波磨形成中的固定波长机理再次被发现。
Clark和Foster等学者研究了车辙型波磨,分析了高蠕滑条件下柔性轮对和离散支撑轨道之间的自激振动和轮轨的滚滑振动对波磨的影响[17]。由于轮对两侧的纵向蠕滑力/蠕滑率方向相反,又由于蠕滑力与蠕滑率之间具有正相关关系,从而使轮对产生高频扭振,并极易引起波磨的产生。当然,这种情况在横向上也是类似的。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: