汽车车门的焊接工装夹具设计及其仿真毕业论文
2020-02-19 19:58:38
摘 要
目前汽车生产制造业已经在全球制造业中占据了非常重要的一部分,在激烈的市场竞争环境下,汽车制造不仅要效率而且还要保证质量。汽车车门的焊接属于汽车车门总成的重要一步,在车门的焊接过程中,利用车门专用夹具进行焊接是目前车门焊接的通用方式,夹具的使用直接影响到了焊接的效率和车门的精度,所以车门焊接夹具在焊接过程中起到了关键性的作用。而传统的车门焊接夹具功能单一结构简单,无法进行相关高度的调节,导致焊接操作不便,操作复杂,不仅大大降低了焊接工序的生产效率,而且在一定程度上增加的成本的投入[1]。传统的夹具设计方案已经适应不了当前汽车焊装生产技术的发展,因此对汽车焊装夹具进行研究设计是保证汽车生产技术稳定发展进步的重要一步。
车门装配的精度直接受车门的焊接质量的影响,焊接时使用焊接夹具可以有效提高车门的精度。本文主要先研究车门焊接夹具的研究背景和研究意义,相比较国内外目前的发展现状,并结合相关文献资料,车门结构和装配特点以及未来的发展趋势,设计一种适用于多种车门的焊接夹具,并制定了焊接夹具的生产工艺流程,还有安装板、连接板、定位、夹紧、旋转等机构的设计,利用零件本身冲压形成的凸台和凹坑来实现定位[2],夹紧采取气动夹紧机构,将车门门窗加强板
、防撞杆和车门内板三个部件的焊接夹具设计成一个焊接夹具总成的机构。
关键词:车门焊接;焊接夹具;精度提高;夹紧定位;夹具总成
Abstract
At present, the automobile manufacturing industry has occupied a very important part of the global manufacturing industry. In the fierce market competition environment, the automobile manufacturing not only needs efficiency but also needs to ensure quality. The welding of automobile door belongs to an important step of automobile door assembly. In the welding process of automobile door, it is a common way to use special fixture for welding of automobile door. The use of fixture directly affects the efficiency of welding and the accuracy of automobile door, so the welding fixture for automobile door plays a key role in the welding process. The traditional door welding fixture has a simple function and can not adjust the relevant height, which makes the welding operation inconvenient and complex. It not only greatly reduces the production efficiency of the welding process, but also increases the cost to a certain extent. Traditional fixture design has been unable to meet the current development of automotive welding production technology, so the design and research of automotive welding fixture is an important step in the development and upgrading of automotive production technology.
The welding quality of the door can directly affect the accuracy of the door assembly, and the use of welding fixture can improve the accuracy of the door. This paper mainly studies the research background and significance of door welding fixture, compares the current development situation at home and abroad, combines with relevant literature, door structure and assembly characteristics and future development trend, designs a welding fixture suitable for a variety of doors, and formulates the production process of welding fixture, as well as installation plate, connection plate, positioning, clamping, etc. In the design of rotating mechanism, the convex platform and concave pit formed by stamping parts themselves are used to realize positioning, and the pneumatic clamping mechanism is adopted to clamp the door and window reinforcement plate. The welding fixture of three parts, nti-collision bar and door inner plate, is designed as a mechanism of welding fixture assembly.
Key words: door welding; welding fixture; accuracy improvement; clamping positioning; fixture assembly
目录
第1章 概述 2
1.1课题发展与研究意义 2
1.2 国内外发展现状 2
1.3 本文研究内容 3
第2章 汽车车门焊接工装夹具设计方案 4
2.1 焊接工装夹具简介 4
2.2车门焊接工装夹具设计的基本要求 5
2.3 车门焊接工装夹具设计的流程图绘制 5
2.4汽车车门焊接工装夹具设计方案 6
第3章 汽车常用焊接工艺 8
3.1 汽车白车身简介 8
3.2 焊接装夹工艺分析 9
3.2.1 流程图工艺 9
3.2.2 焊点工艺简述 10
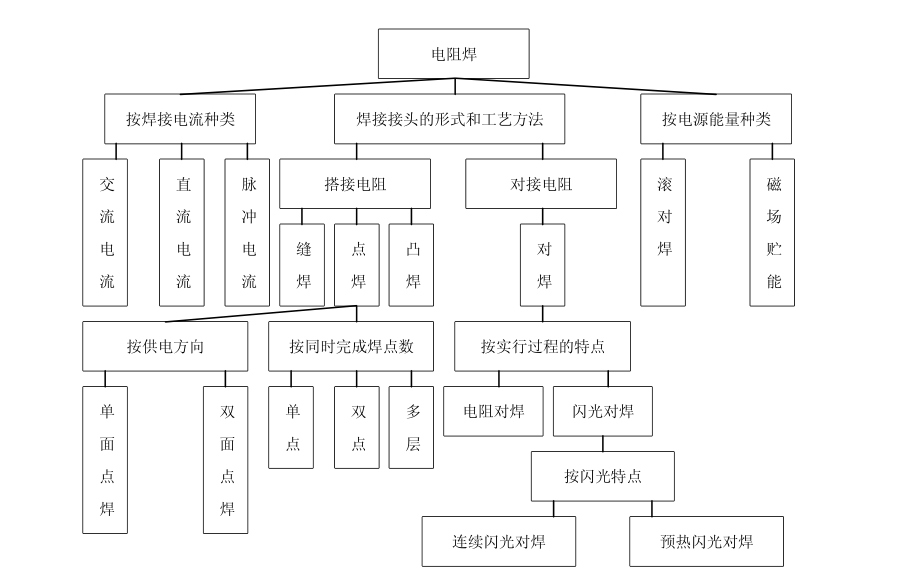
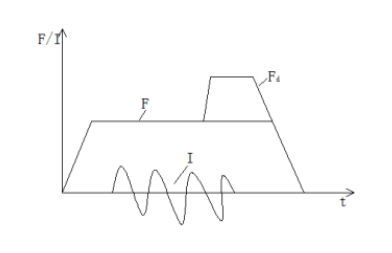
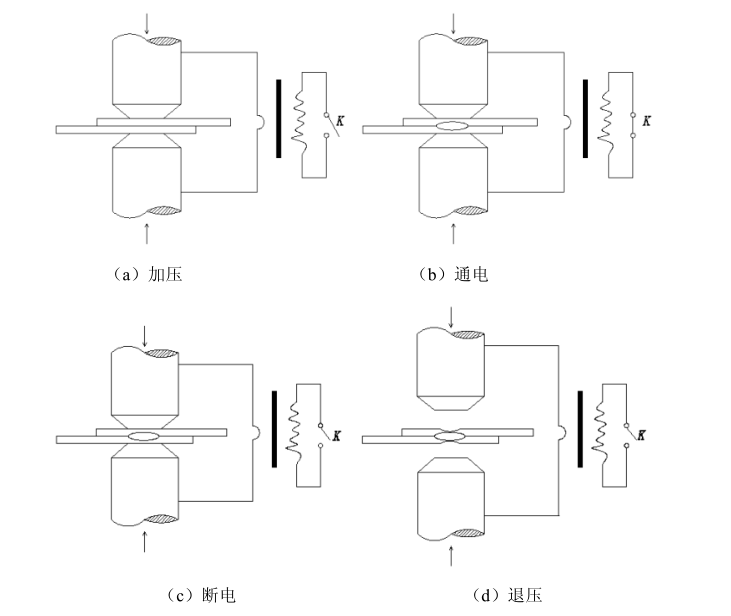
3.3 电阻焊工艺分析 10
3.4 焊接接头的形式和工艺方法分析 11
第4章 汽车车门焊接工艺分析 14
4.1 车门装配工艺分析 14
4.2 车门材料选择 15
4.3 焊接头工艺分析 15
4.4 车门焊接点形状和尺寸确定 15
4.5 焊点布置分析 16
4.6 车门三维模型的建立 17
第5章 汽车车门焊接工装夹具重要机构设计及计算 19
5.1 夹具的承载框架设计 19
5.2定位销设计 20
5.3压臂设计 21
5.4连接板设计 22
5.5压头及压紧块设计 23
5.6 限位板和调整垫片设计 24
5.7 压转臂张开角度设计计算 25
5.8 气缸夹紧力计算 26
第6章 汽车车门焊接工装夹具三维模型建立 28
6.1 三维模型的建立 28
6.2 运动仿真 29
总 结 31
参考文献 31
致谢 32
第1章 概述
1.1课题发展与研究意义
随着市场经济的快速发展,汽车早已遍布大街小巷不再是遥不可及的奢侈品。自从改革开放以来,我国汽车制造企业取得飞速发展,各种汽车的产品种类越来越多[3]。但是由于我国汽车起步相对国外发达国家较晚,无论在汽车技术还是汽车产量和质量上与发达国家还有很大的差距,所以我国国内汽车工业生产技术的发展至关重要,无论是汽车原材料,还是生产工艺和工装,每一个工艺环节都影响着整车的生产质量。就我国现在的汽车制造业发展水平来说,除一些中外合资企业拥有先进技术和工装设备以外,还有大多数汽车生产制造企业制造技术水平较低,其中尤为严重的就是车身大型覆盖部件的模具和冲压工艺[4],汽车整车的装配焊接夹具,整车车漆的喷涂等生产技术与国外相比还是比较落后,这些生产工艺不仅影响了汽车的生产效率,并且对整车质量也产生了很大影响。
而对于车门的焊接,如何设计和使用焊接夹具成为整个焊接过程中至关重要的一环,在焊接过程中,使用合理设计的夹具结构,不仅可以更加合理地对焊接工艺流程进行优化,而且还可以更好地衔接各个工位时间,在很大程度上降低了产品的生产时间,并使焊接的品质稳定[5]。合理的夹具设计可以保证车门焊接质量,提高车门生产品质,增加生产产能,提高了焊接生产过程中的自动化程度,因此对汽车车门焊接工装夹具进行合理设计与优化已经成为提供汽车制造水平的一种有效方式。目前汽车生产行业的发展趋势是不仅要保证汽车的生产质量,还要提高生产效率,并且还要保证质量的安全可靠,降低生产过程中的成本,在这些要求下夹具的使用可以满足目前现状的部分要求,所以汽车焊接夹具的设计技术的提升在汽车的生产技术中占据主举足轻重的作用。
1.2 国内外发展现状
谈到汽车发展一定绕不开整车装配精度的话题,目前国内外对于汽车车门焊接夹具的设计主要集中于研究车门工件夹具的定位,不仅要结合实际情况选择最佳的定位方式和定位点数来实现车门夹具的最佳定位,以此对焊接工件进行正确的定位。除此之外,还有很多的其它实际因素的影响需要考虑,比如焊接时工件的磨损消耗以及焊接偏差。
车门焊接夹具设计可以按照设计思路来进行分类,如果按照夹具设计的流程进行分类,夹具设计可以分为总体结构构思阶段、具体结构设计阶段和分支结构细化阶段;假如按照系统组成内容硬件和软件进行分类,硬件设计包括工件定位结构、工件夹紧结构、导向结构以及夹具体结构,而软件设计包括了夹具的安装调试等[6];在整车焊接的流水线上,辅助装置和夹具的装夹时间要占到这个焊接时间的60%左右,而实际的焊接时间只占不到40%[7]。焊接夹具的设计技术水平直接体现了了整车的车身制造水平的高低,在当今的制造行业中,夹具非常有效的缩短工件生产周期,另外对提高产品的质量保证也起到非常重要的作用。
目前国内外对夹具设计的主要方向和趋势已经达成了共识,主要研究夹具设计的精密化、标准化和柔性化,同时也是为了方便产品进行更新换代。在全世界的汽车制造行业中,对于对工艺制造要求最高的要数日本,其次是美国和德国,而在此方面我国还有很长的路要走,其中工装夹具设计水平也是关键因素之一,所以提高工装夹具的设计水平是很有必要的。
1.3 本文研究内容
本文设计一款可适用于车门焊接的工装夹具,其研究内容主要如下几点:
- 课题背景与意义
- 车门焊接夹具介绍
- 车门焊接夹具设计方法以及研究步骤
- 车门焊接夹具的定位方式和夹紧机构
- 三维模型建立和二维图绘制及相关仿真
第2章 汽车车门焊接工装夹具设计方案
2.1 焊接工装夹具简介
焊接夹具的种类很多,分类的方式也不同,为了很好的设计汽车车门的焊接工装夹具,现对目前的焊接夹具分析,其主要的分类方式有如下几种:
2.1.1按照夹具的工作范围进行分类
- 专用夹具 这类夹具只适合特定的装配焊接工序或者单一的工件,通常使用在大批量的生产线或者成批的生产线上,汽车的产量都很具大,而且需要高效的生产效率,所以满足分散装配原则,专用夹具得到了广泛的使用。
- 通用夹具 这类的夹具又被叫做组合夹具或者万能夹具。对其定位机构、夹紧机构以及支座机构等基本组成部分使用了标准的或者通用的零部件模组,不需要调整或者微微的调试既可以使用焊接或者装配工作,目前在汽车上的通用性不是很广。
2.1.2根据用途进行分类
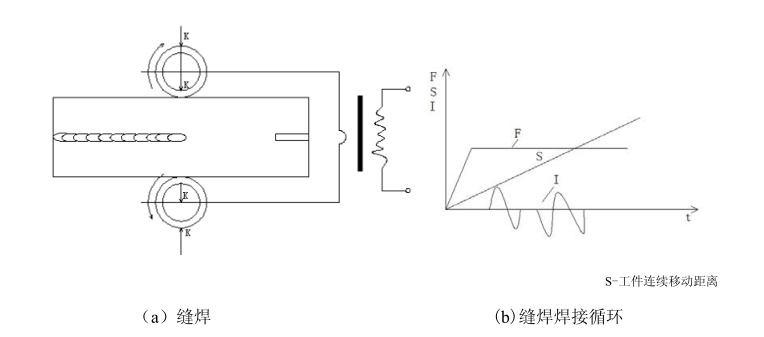
- 焊接夹具是将定位好的焊接件在这焊接夹具上进行需要的焊缝焊接,其最主要的作用就是仿真焊接时工件发生变形,其次能够让需要焊接的焊缝调整到最佳的焊接位置,便于缝焊的顺利完成。通常自动焊接或者工件体型比较重大时,焊接夹具作为优选,而采用手工时,一般不会使用。
- 装配定位焊接夹具,主要是实现零部件按照图纸的要求,通过夹具的限制进行装配并且准确的将零部件焊接,即定位焊接。
- 装配-焊接夹具,此类将上面的两种夹具进行整合,能够完成定位焊接、装配功能以及所有焊缝的焊接要求。但是实际的生产中,焊接结构比较复杂,而焊接夹具设计的自身原因等,并不能很好的完成所有的焊缝焊接,通常需要夹具拆解后进行局部的补焊,这类焊接夹具也是汽车行业使用最为广泛的一类。
- 检测夹具,此类主要为了辅助量测焊件,比较代表性的就是汽车的车身或者汽车的部件,通常检测焊件的尺寸形状使用检验具或者样板等,起到量规的作用。
- 其它夹具,像热处理夹具、矫正夹具、整修夹具等
2.1.3根据夹紧力分类
- 手动夹具,通过人工进行工件的夹紧或者松开。
- 电动夹具,通过电磁吸引力等方式进行工件的夹紧或者松开
- 气动夹具,通过对空气压缩作为动力,通过气动执行元器件实现工件的夹具或者松开,这类也是制造业,汽车也应用广泛的方式。
2.2车门焊接工装夹具设计的基本要求
对于本次的车门焊接工装夹具设计,需要明确设计的要求,需要满足如下:
- 便于操作,机构设计方式为开敞机构,焊机机构能够轻松的达到工作的位置,人员操作简单。
- 强度需要满足要求,且质量尽量的轻。在工作过程中和车门接触且受力的零部件都需要有刚度和强度,保证能够承受焊接时由于变形产生的各向力等。
- 成本必须要考虑,结构设计上尽量的简单,使用标准化的夹具零部件,让维修或者制造等变得简单,减少易磨损件拆卸动作,尽量的降低成本。
- 设计的夹具必须要满足技术要求和图纸,保证车门焊接是尺寸精度和形状。这也是夹具设计的前提,装配时能够让加工件夹紧和位置准确。
- 车门的夹紧、定位、取放等都能迅速完成,让焊接,装配的过程简单化。不能存在夹紧和车门干涉,不便取放等问题。
2.3 车门焊接工装夹具设计的流程图绘制
对以上的夹具分析,以及车门装配夹具的设计要求和汽车车门焊接工艺的分析,进行本次汽车车门焊接工装夹具流程图绘制,便于夹具的设计和管理。如图2.1所示。
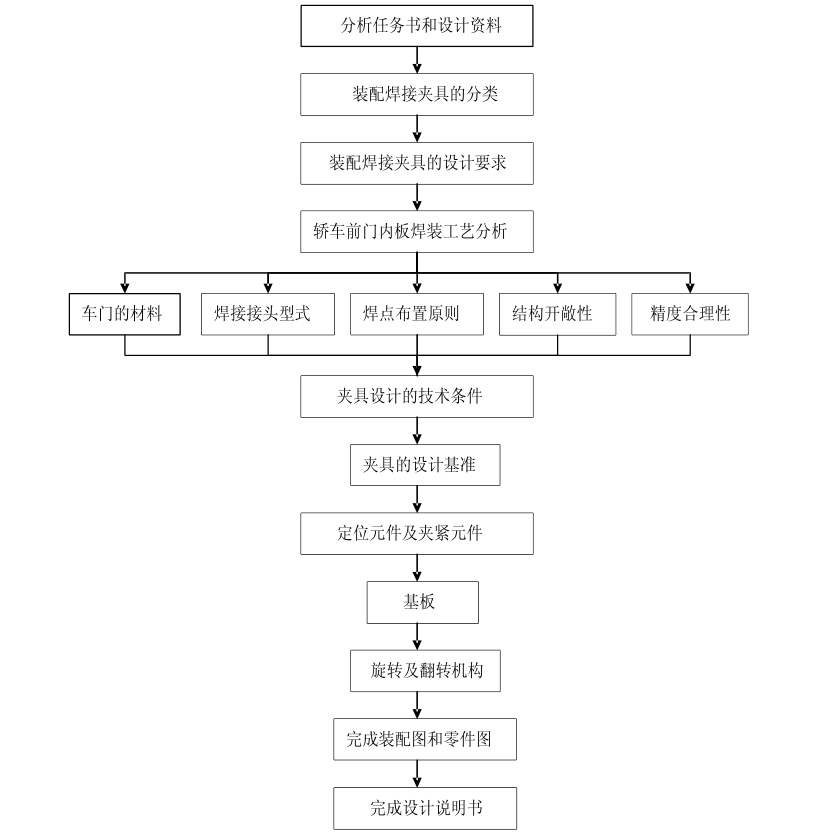
图2.1 车门焊接工装夹具设计流程图
2.4汽车车门焊接工装夹具设计方案
已知汽车车门的内板材料是1mm厚的St14,汽车车门的内板不仅有着较大的高差,结构复杂,单纯的拉伸成型不能实现,成型较多的局部等特点,还有着某种程度的胀形变形的需求,是汽车覆盖件的典型代表。通过车门的模型建立知道,车门的焊接主要有三个,将防撞杆机构和门窗加强板机构通过工装夹具固定焊接到车门的内板上,其定位方式主要就是通过门窗加强板机构、车门的内板以及防撞杆机构自身凹坑和凸台机构进行定位,这样即可确定了夹具的定位方式。采用汽车行业夹具最为常见的气缸作为其夹紧动力源,在结合车门的结构特性,确定夹具的设计方案如图2.2所示。其主要由多个夹紧单元、基板、框架、固定脚架等组成。其中夹紧单元主要由L-型板,压头机构、夹紧块机构、铰链销、支撑板、夹紧块、限位块、定位销、连接块机构、定位销调整块、气缸等组成[15],结构示意图如图2.3所示。
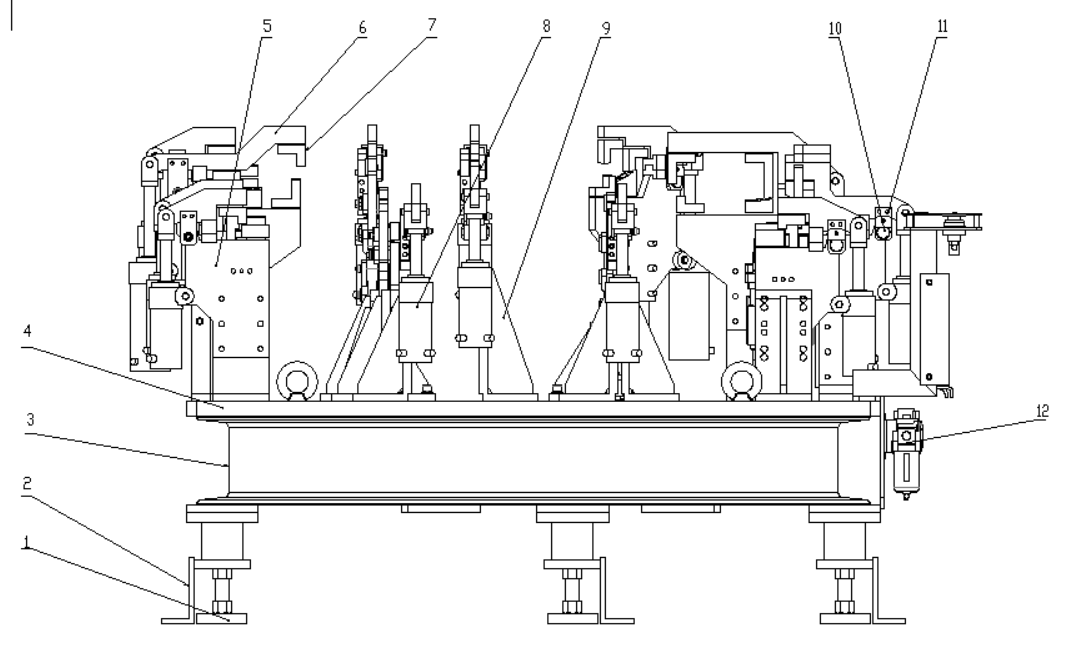
图2.2汽车车门焊接工装夹具设计示意图
1.固定底座 2.固定脚架 3.框架 4.基板 5.连接板 6.压转臂 7.夹头 8.气缸 9.固定基板 10.连接销 11.连接板 12.气源控制器
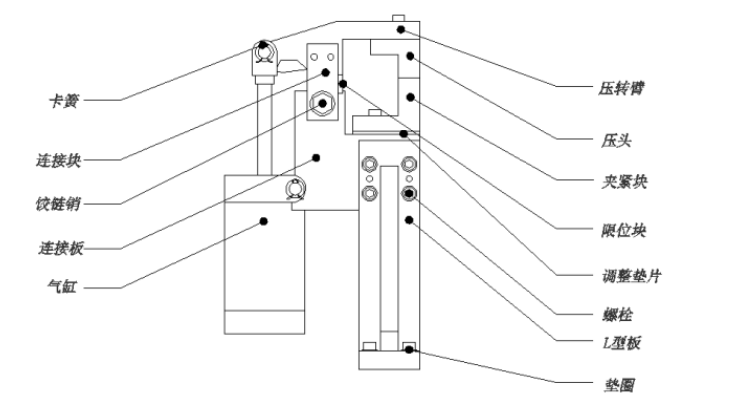
图2.3 夹紧单元结构组成示意图
第3章 汽车常用焊接工艺
焊接白车身汽车是汽车最重要的工艺流程之一,对汽车的安全性能和整体的构造起到了决定性的作用。汽车的焊接线设计中主要包含对左右侧围焊接,白车身底盘焊接,顶盖焊接、前后左右车门焊接,发动机舱焊接等[9]。那么对应车门焊接工装夹具设计就要知道重要的生产参数以及构成等。
3.1 汽车白车身简介
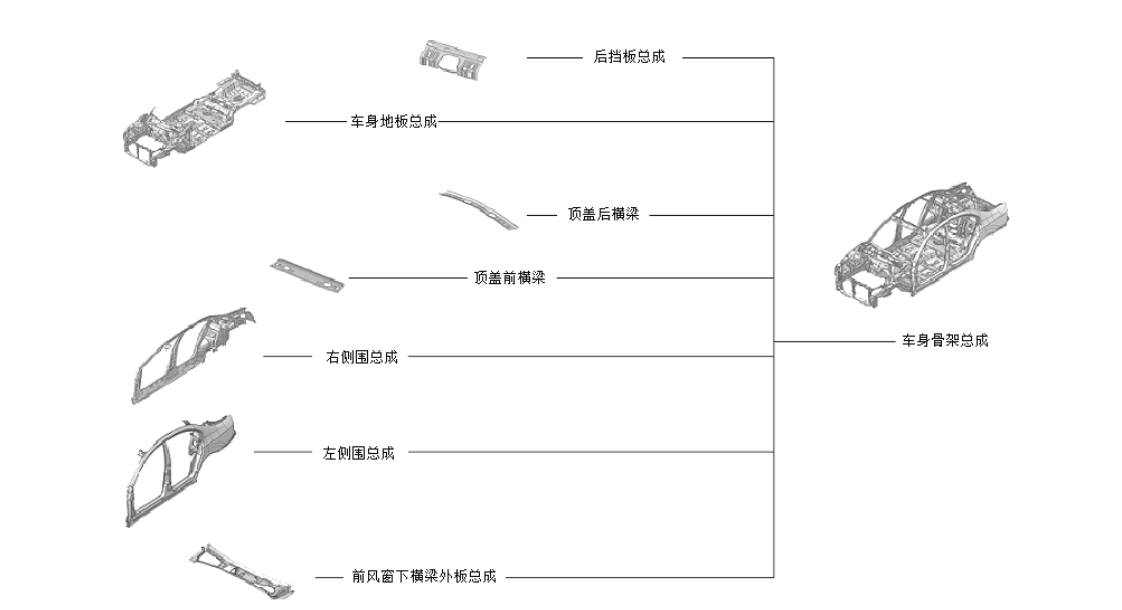
汽车的种类主要分为商务车类型、罐式车类型、载货车类型、轿车类型、大客车类型、牵引车类型等几类,不管对于何种车型,其中最重要组成部分是白车身。白车身的定义是指没有进行任何涂装工艺处理,仅仅是汽车生产过程中,焊接装配才刚刚完成的白色铁皮车身结构。白车身的组成如图3.1。
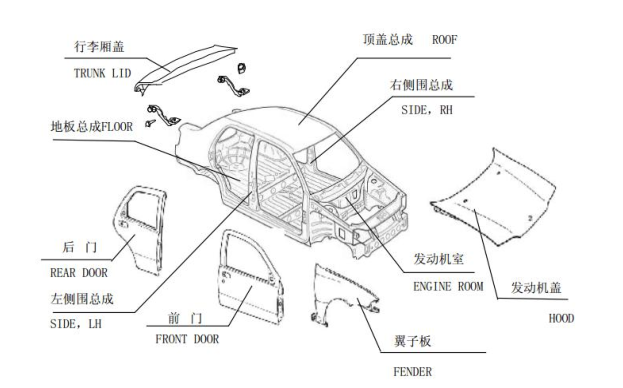
图 3.1 汽车白车身结构图
白车身根据图可以知道,由很多的分总成焊接装配到一起为总成机构,再由几个总成组合得到整车。其中的分总成机构组成是由薄板冲压件根据特定的焊接方式以及工艺顺序焊接而成,其形状各异,结构复杂。通常一个整车的冲压零件组成需要400个以上,其焊点就更多,达到3000个以上,所以对应汽车焊接,其工作量是特别大的。
3.2 焊接装夹工艺分析
汽车设计中要对汽车的外型也有着极高要求,在快速的运行中,对周围的气流都有很好的引导性,达到减少阻力的作用,从而能够减少消耗等,除此之外,还要具有好的通风和散热性,在运行时发动机散发的热量及时排出,车内的通风效果好等功能。
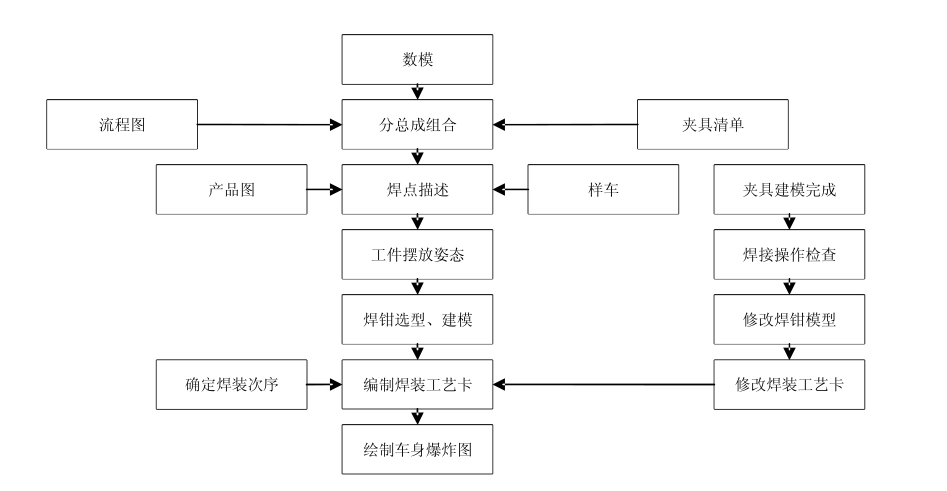
在汽车的整个工艺流程中,焊接生产线是一道非常重要的工序。焊接工艺通常被称为焊接生产线的灵魂工艺。如此重要的工位在设计中早已形成了规范设计,其结构设计对工艺设备选择什么样的类型,物流工位器具形式的选择,夹具的形式选择,控制模式的确定,机械化运输方式等都起到重要的作用。通常对应焊接的工装夹具设计流程进行总结和绘制,如图3.2所示。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: