大型玫瑰线轨迹空间包络制造装备传动系统结构设计毕业论文
2020-02-17 19:29:00
摘 要
近年来,全球制造业发展迅速,工业需求量不断增大,工业需求质量不断提高,制造精度的要求提高了,制造工艺的水平也增强了,制造业加工方式也在不断变化。而且在全球化背景下,节约能源作为当下世界发展的一大主题,充分利用原材料就成为了人们关注的焦点。传统的加工方式为切削加工,既是在原材料上切除零件模型以外的部分,这种加工方式材料利用率低,加工周期长,生产效率低下,不能满足当下制造业飞速发展的要求,也不符合当下世界主流主题的发展要求。因此在这种背景下摆辗技术成为热门发展行业。摆辗机利用上模对原材料进行连续局部辗压来进行加工,能充分利用原材料,效率高。本文对国内外摆辗设备进行了分析,根据当下摆辗机的结构特征,并研究了玫瑰线的运动轨迹的成形原理,以及根据现有的数据及零件,设计了一种大型化的玫瑰线运动轨迹的摆辗设备的传动结构,包括实现玫瑰线的运动轨迹的传动系统以及减速器的传动系统,尤其是设计了摆头连杆尾端的内外半圆柱接合方式。设计结果对玫瑰线轨迹空间传动系统制造装备的大型化具有重要的理论价值和实际意义。
关键词:摆辗机;玫瑰线;传动系统;空间包络
Abstract
In recent years, the global manufacturing industry has developed rapidly, industrial demand has continued to increase, and the quality of industrial demand has continued to increase. With the demand for manufacturing precision and the level of manufacturing processes, manufacturing processing methods are constantly changing. Moreover, in the context of globalization, energy conservation is a major theme of the current world development, and the full use of raw materials has become the focus of attention. The traditional processing method is cutting, which is not only the part of the raw material that is cut off. The processing method has low material utilization rate, long processing cycle and low production efficiency, which cannot meet the requirements of the rapid development of the current manufacturing industry, nor does it meet the current requirements. The development requirements of the world's mainstream theme. Therefore, in this context, pendulum technology has become a hot development industry. The oscillating machine uses the upper die to continuously compress the raw materials for processing, and can fully utilize the raw materials and has high efficiency. In this paper, the pendulum equipment at home and abroad is analyzed. According to the structural characteristics of the swaying machine, the forming principle of the trajectory of the rose line is studied, and a large-scale rose line is designed according to the existing data and parts. The transmission structure of the oscillating device of the motion trajectory includes the transmission system for realizing the trajectory of the rose line and the transmission system of the reducer, and in particular, the inner and outer semi-cylindrical engagement manners of the tail end of the oscillating weight link are designed. The design result has important theoretical and practical significance for the large-scale production of rose line track space transmission system.
Keywords: pendulum machine; rose line,;transmission system,;space envelope
目录
第一章 绪论 1
1.1研究背景 1
1.2摆辗机的工作原理 1
1.3摆辗机的发展现状 2
1.3.1国内摆辗设备研究现状 2
1.3.2国外摆辗设备研究现状 3
1.4我国摆辗技术发展的展望 3
1.5本课题的目的及意义 4
第二章 总体结构分析 5
2.1机身设计 5
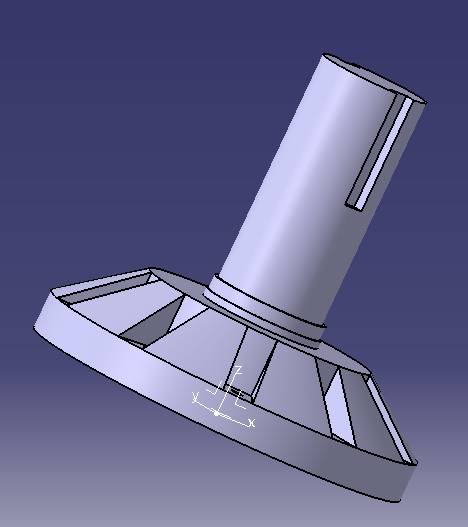
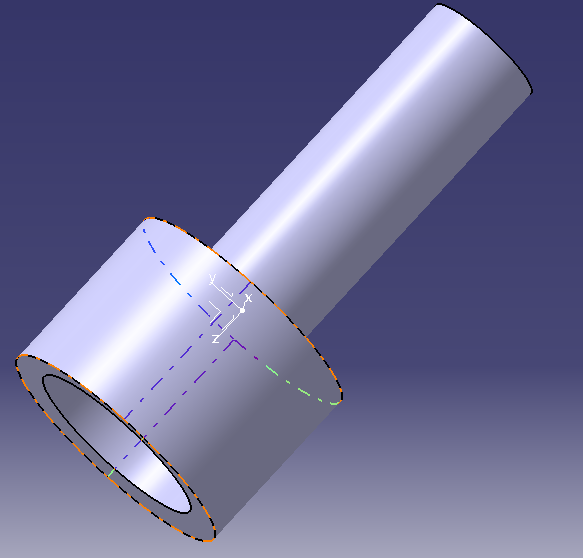
2.2摆头结构设计 6
2.3摆头倾角设计 7
2.4传动系统 7
2.4.1玫瑰线轨迹运动的分析 7
2.4.2玫瑰线轨迹运动的传动结构 8
2.5本章小结 9
第三章 摆辗传动系统设计 10
3.1电动机的初步选择 10
3.1.1电动机得类型和结构的选择 10
3.1.2工作机所需的功率 10
3.1.3计算摆辗传动装置总效率 10
10
3.2传动装置得运动和动力参数计算 10
3.2.1各轴转速得计算 10
3.2.2各轴输入功率 11
3.2.3各轴输入转矩 11
3.3摆头连杆轴设计与校核 11
3.4内齿合齿轮设计 11
3.5传动轴设计与校核 15
3.5.1轴的材料选择和最小直径估算 15
3.5.2主动轴的结构设计 16
3.5.3从动齿轮轴的结构设计 17
3.5.4偏心轴的结构设计 18
3.5.5轴的强度校核计算 18
3.6轴承选型设计 19
3.7键连接的选择及校核计算 21
3.8紧固螺栓设计 21
3.10本章小结 21
第四章 减速器设计 23
4.1电机参数选择 23
4.2计算传动装置的运动和动力参数 24
4.3传动件的设计计算 24
4.3.1高速级圆柱齿轮计算 24
4.3.2低速级直齿锥齿轮计算 29
4.4轴的结构设计 31
4.5轴承的选择与计算 36
4.6联轴器的选择 38
4.7键连接的选择与计算 38
4.8润滑与密封 38
第五章 设计总结 39
参考文献 41
致谢 43
第一章 绪论
1.1研究背景
最近几十年,全球制造业发展速度飞快,在此情况下,人们对于零件的需求量得到了提高,对制造精度的要求以及制造工艺的水平,也有了了很大程度的提高,而零件的质量是由加工工艺和制造装备决定的。传统的加工方式是切削加工,是在原材料的基础上进行切削,即在原材料上切掉废料。这种加工方式生产效率低、材料利用率低、功耗大,而且加工出来的齿轮的寿命也比较短,这造成使用此齿轮的设备经常需要保养维修。在这一背景下,如何提高零件的生产效率、提高材料的利用率,缩短制造周期以及减少能源消耗已经成为人们日益关注的问题,因此迫切需要一种新的加工工艺来满足这种要求。在这种背景下,塑性成形工艺进入人们视野。与传统加工工艺不同的是,塑性成形工艺不但生产效率高、节约能源,而且由于塑性加工改善了零件的组织结构,使得零件服役性能有了很大程度的提高。摆辗工艺是塑性加工工艺的一种形式,是20世纪60年代发张起来的金属压力加工新工艺,属于锻件生产行业中的特种锻造成型工艺,可用于中小型锻件的精化生产[1]。摆动碾压机和传统的锻造设备一样,具有镦粗,墩头,正挤,反挤,镦挤,铆接等各种工艺性能,由于摆辗有着塑性加工工艺的众多优点,使得摆辗技术在工业中应用非常广泛。
1.2摆辗机的工作原理
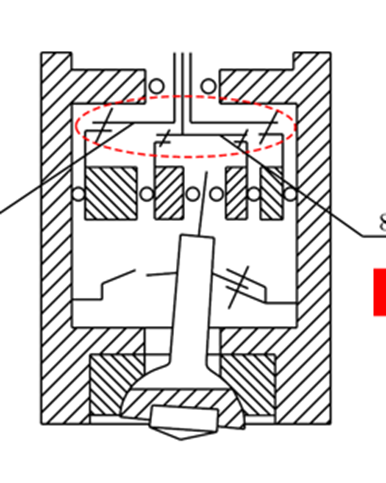
摆动辗压并非是传统敦促挤压的加工方式,模具并非整体作用在胚料上,而是连续局部成形。摆辗机机身的垂直轴线始终保持竖直方向,而摆头的中心线方向是变化的,会随着轨迹的不同呈现出不同的变化规则,圆轨迹是单一的角度不变,而玫瑰线,直线和螺旋线的角度都是呈周期变化。摆动碾压机的摆头对材料进行加载,摆头会随着摆动轨迹承受偏心载荷,即只有摆头的一部分会与胚料接触,其辗压示意图如图1.1。摆头在转动过程中,与金属胚料之间主要是滚动摩擦,而摆头对金属胚料的成形压力只作用在工件表面的一小部分上,因此摆动辗压的变形力小,其标称压力比常规锻压设备小520倍[2]。
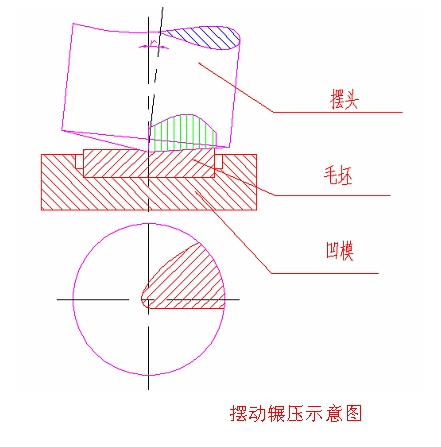 图1.1 摆动辗压示意图
图1.1 摆动辗压示意图
1.3摆辗机的发展现状
1.3.1国内摆辗设备研究现状
在经历了动荡的年代后我国才迎来工业发展的时代,因此研究摆辗技术比较晚。上世纪八十年代,上海电机锻造厂开始摆辗的研究,并很快取得瞩目的成就。自此关于摆辗技术进入了一个全新的发展高潮,作为科技研发的前沿部门,国内很多高校以及科研单位投入了大量的精力研究摆辗工艺,这其中就有哈尔滨工业大学,东北重机学院,中国兵器工业第59研究所,上海机械制造工艺研究所等。以及一些生产企业也投入大量的资金及人力研究摆辗设备。对摆辗成型技术的设备制造,成形工艺和摆辗理论等方面进行了详细研究工作[3]。
(1)在摆辗设备研究方面
国内摆辗技术研究起步较晚,经过几十年发展,我国在摆辗机的设计及制造方面取得了很大的成就,这其中最突出的成果是,制造了最高6300KN规格的立式摆辗机以及4000KN的卧式摆辗机,以及用于冷铆接工艺的摆辗铆接机以及一些其他用途的摆辗机。摆辗机身结构经过研究人员的研究也呈现出多样化,焊接结构摆辗机身与国外存在差异。摆头结构也有多种类型,滚动轴承式、球面静压轴承式和平面静压轴承式,以满足不同的结构设计。国外摆辗机的摆头运动轨迹是由内,外两个偏心圆环的转动来获得的,而国内摆辗机的摆头运动轨迹主要是采用偏心契形块来获得的[3]。周德成,王家勋,张猛,陆其仁,刘汉贵等对摆辗机摆头驱动电机功率的计算以及摆辗机设备吨位的计算进行了大量研究[4,12,13];裴伟才,胡亚民,裴兴华,程培源,刘汉贵,王广春等对摆辗机摆动机构的运动学及其运动轨迹进行了详细的分析研究[4];倪绍科,周德成,李文录,阎绍泽等对摆辗机摆头所需的平面静压推力轴承,液体球轴承的选择等方面进行了分析与研究[4]。
(2)摆辗机的设计理论方面
摆辗技术在设计理论方面也取得了瞩目的成就,研究人员们根据弹性力学理论,针对摆辗机身结构组成,机架以及装备在运行过程中摆头所受的应力,采用多种方法进行研究,其中有限元方法比较瞩目。
1.3.2国外摆辗设备研究现状
国外对摆辗技术的研究起步较早,于上个世纪六十年代就已经注意到了摆辗技术的发展性并开始研究摆辗技术,并且几十年下来一直致力于研究,包括摆辗技术和摆辗机的生产制造。而今摆辗技术和摆辗机也是被作为制造业的重点项目,一直被政府的各个企业进行深入研究。现如今,国际上先进的摆辗机生产制造商及其掌握先进的生产工艺的厂商有很多,他们大多也在摆辗机的制造上有其独特的优势:瑞士的一家名叫Schmid公司,致力于大型制造装备的生产,他们研发了T型摆辗机可以承受6300Kn的摆辗标称压力;波兰华沙第一自动化压力机制造厂研发了PXW型机摆头具有4种运动轨迹英国马赛公司和曼彻斯特理工学院;日本森铁工株式会社具有四种摆头运动轨迹的摆辗机MCOF型摆辗机,能够承受6500Kn的摆辗标称压力[18,19,20,21,22],以及德国,俄罗斯,美国等也都在摆辗机方面取得了极大的突破。
 国外关于摆动辗压的理论研究与生产实践也取得了极大的发展。
国外关于摆动辗压的理论研究与生产实践也取得了极大的发展。
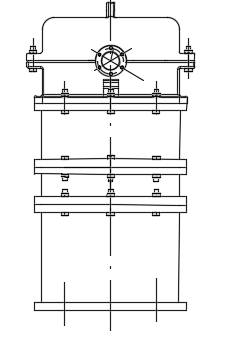
图1.2 PXW型机结构图
1.4我国摆辗技术发展的展望
我国的摆辗技术不像是国外那样起步很早,由于起步较晚,我国对于摆辗工艺的研究就存在一定的不足,摆辗设备的研究制造就存在相对的落后,以及从事摆辗技术研究的专业人员也相对缺乏,因此长期以来我国的很多摆辗设备是依赖于进口的,这也就导致花费大量财力去购买设备,而对与设备的研发方面就有明显不足。在机械制造业的飞速发展的几十年里,人们一直不停的对摆辗技术进行研究,人们对摆辗技术的掌握也越来越丰富,摆辗工艺的应用也从最初的单一碾压,发展成为多功能,多应用领域的工艺技术。摆辗技术作为一个时代的产物,能够引领人们向更加专业性,高效性的方向发展,满足了时代需求,摆辗技术的发展是大势所需。因此我国也应顺应摆辗技术的发展趋势,向专门化,标准化,自动化,智能化,大型化,多样化方向发展。并深入研究摆辗机摆头的运动轨迹,就目前摆辗机可以实现四种轨迹的运动,每种轨迹有其自己独特的加工特点,那么将设备集成化就成为了人们关注的重点,这一重点问题也是我国研究人员与学者们以后需要攻克的方向。
1.5本课题的目的及意义
在摆辗理论方面,国内外学者的努力下,国内外在摆辗技术理论方面已经取得了很突出的研究成果。但就现有制造装备来看,对制造装备的研发与生产进程还相对落后。现在装备普遍体积较小,所能加工的零件尺寸小,摆辗力也较小,国际上先进的摆辗机已经能够实现800吨(7840KN)的加工,但随着制造业的发展,生产水平的提高,人们需要更加大型化的,高效化的设备来满足需求。本次毕业设计大型玫瑰线轨迹空间包络制造装备传动系统结构设计,意在设计一个摆辗机的传动系统,利用偏心套和齿轮结合的原理,实现1500吨(14700KN)的摆辗力,尽量将设备制造的更加庞大,在满足制造条件的前提下,制造出更加大型的零件,优化零件的生产工艺及生产流程,满足更多的制造工艺要求。同时实现玫瑰线的运动轨迹,满足空间包络制造的特殊要求。此外在摆辗机摆头的运动过程中,实现一种新型的运动轨迹,在这个新型的轨迹的成形过程中把加工方式设计成连续局部塑性变形,在这一新型加工方式下,降低摆辗成形力,改善摆头受力状况,改变传统切削加工效率低、材料利用率低、功耗大等的问题。
第二章 总体结构分析
2.1机身设计
查阅资料得到,大型制造生产设备由于其加工方式的原因,大多分为立式和卧式两种,摆动辗压机作为一种大型化加工生产设备,其有多种工作场合,以及所加工的零件多种多样,为了适应这种多样性,将机身轴线设计成垂直于水平面和平行于水平面两种形式。由此在分类的时候,为了方便生产厂家生产,也为了使用者方便根据其特性进行加工,可将摆辗机分成立式和卧式两类。本设计选择立式摆辗机,它操作方便,受力情况较好,占地面积小,适用范围广,易于实现机械化,自动化[6]。
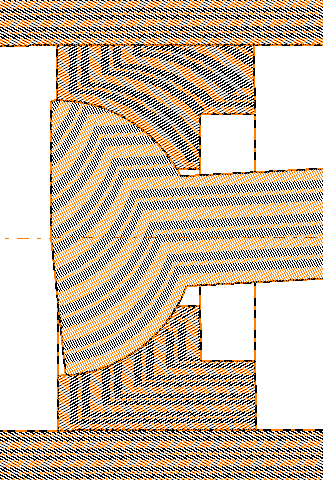
 机身的设计很重要,既要能够将零件联结在一起,形成一个整体,又要使各部位工作不受其他部件的影响。机身在整个工作过程中会受到变形力作用,这一作用力会引起多种影响。弹性变形,产品质量和模具寿命都会受到不同程度的影响。因此机身的合理设计对减轻摆辗机的重量,提高摆辗机刚度,减小机械加工工时,提高产品质量等都具有直接的影响[7]。机身采用组合结构,即分两部分框架。包括摆辗部分的框架,以及减速器箱体部分的框架。整个框架体系是规则的形状,因此比较容易进行组装,运输以及生产。箱体与箱体之间用螺栓连接。减速器箱体用M64螺栓连接,减速器箱体与摆辗箱体部分也用M64连接,摆辗部分也是组合式的箱体,上半部分用来承受主动部件的重量,中间部分内部有内齿轮,用于与从动部分结合,最下部分连接球头结构。整体箱体用M64螺栓连接,一侧的框架会有两个突出的部分,多出来的这部分既可以对另一侧的框架进行定位,同时也有螺栓孔用于固定连接。如图2.1所示。
机身的设计很重要,既要能够将零件联结在一起,形成一个整体,又要使各部位工作不受其他部件的影响。机身在整个工作过程中会受到变形力作用,这一作用力会引起多种影响。弹性变形,产品质量和模具寿命都会受到不同程度的影响。因此机身的合理设计对减轻摆辗机的重量,提高摆辗机刚度,减小机械加工工时,提高产品质量等都具有直接的影响[7]。机身采用组合结构,即分两部分框架。包括摆辗部分的框架,以及减速器箱体部分的框架。整个框架体系是规则的形状,因此比较容易进行组装,运输以及生产。箱体与箱体之间用螺栓连接。减速器箱体用M64螺栓连接,减速器箱体与摆辗箱体部分也用M64连接,摆辗部分也是组合式的箱体,上半部分用来承受主动部件的重量,中间部分内部有内齿轮,用于与从动部分结合,最下部分连接球头结构。整体箱体用M64螺栓连接,一侧的框架会有两个突出的部分,多出来的这部分既可以对另一侧的框架进行定位,同时也有螺栓孔用于固定连接。如图2.1所示。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: