服装吊挂生产线控制系统设计毕业论文
2020-02-19 07:56:49
摘 要
3、在论文的正文部分应包括:服装生产的工艺流程,方案的论证及总体方案的设计,can总线的研究,硬件电路设计,软件设计,系统调试及结果分析等;
4、毕业设计成果在文字上要求字数15000字以上,设绘工作量:不少于3张图纸;
5、翻译与课题相关的外文文献,不少于2万印刷符,译文无原则性错误。
(三) 完成任务的时间节点:
1 - 2周 查阅相关文献,了解系统的工艺要求及设计要求;
3 - 4周 翻译外语资料,提出合理的设计方案,写开题报告;
5 - 6周 方案论证并进行的总体方案设计;
7 - 8周 硬件电路设计;
9 -10周 软件程序设计;
11-12周 系统调试,测试完善工作;
13-14周 撰写论文,完成初稿;
15周 修改论文,完成答辩PPT,并交与相关院系老师验收认证工作,参加毕业答辩。
(四) 必读参考文献:
[1] 张毅刚.新编MCS-51单片机应用设计.哈尔滨工业大学出版社2010(06)
[2]张靖武.单片机系统的protues设计与仿真.北京:电子工业出版社,2007
[3] 杨飞,郑贵林.基于CAN总线的监控系统设计[J].微计算机信息,2005,7:34–36
[4] 龙志强 .CAN总线技术与应用系统设计. 北京: 机械工业出版社 , 2013
指导教师签名:  2018 年 12 月 25 日
2018 年 12 月 25 日
系主任签名:  2019 年 1 月 3 日
2019 年 1 月 3 日
院长签名(章): 自动化学院 2019 年 1 月 3 日
目 录
摘 要 1
Abstract 2
第1章 绪论 1
1.1 课题的来源背景及意义 1
1.2 课题的国内外发展现状 2
1.3 本文的研究内容及安排 3
1.3.1 本文的主要研究内容 3
1.3.2 本文的结构安排 3
第2章 课题关键技术与总体方案设计 5
2.1 CAN总线通讯技术 5
2.1.1 CAN总线的基本特点 5
2.1.2 CAN的分层结构 6
2.1.3 CAN协议 7
2.2 射频识别技术 8
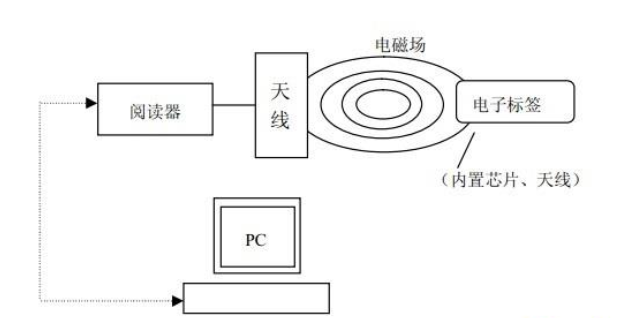
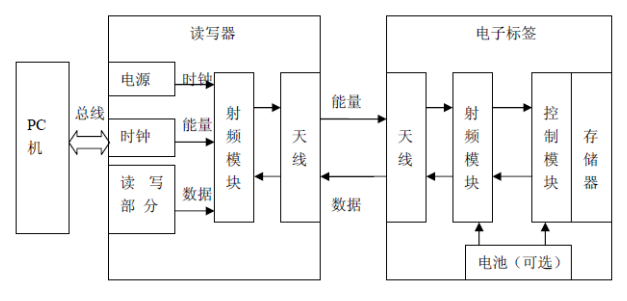
2.2.1 射频读写系统组成 9
2.2.2 射频系统的工作原理 9
2.3 系统总体方案设计 10
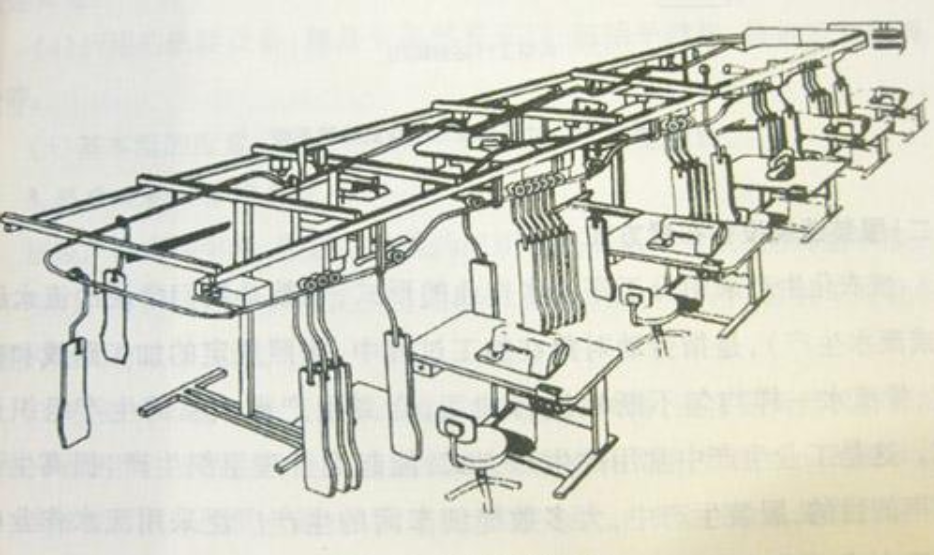
2.3.1 服装吊挂生产线的结构与工作方式 10
2.3.2 系统的总体方案设计 11
2.4 本章小结 12
第3章 系统硬件设计 13
3.1 总体硬件电路设计 13
3.2 单片机控制模块设计 13
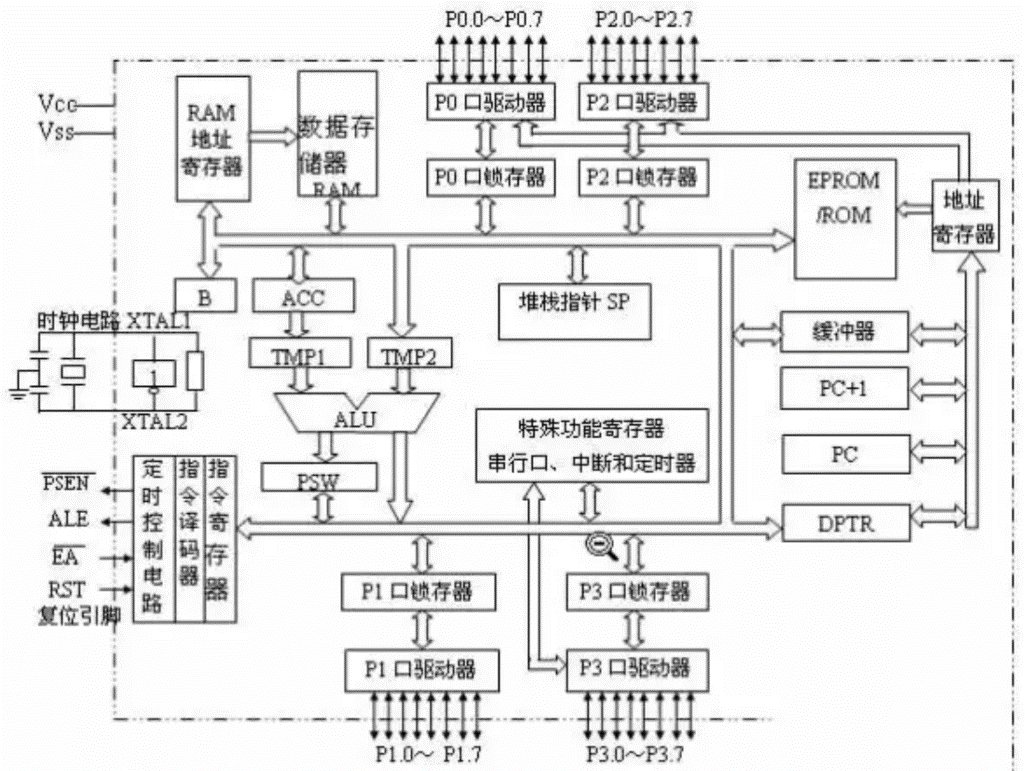
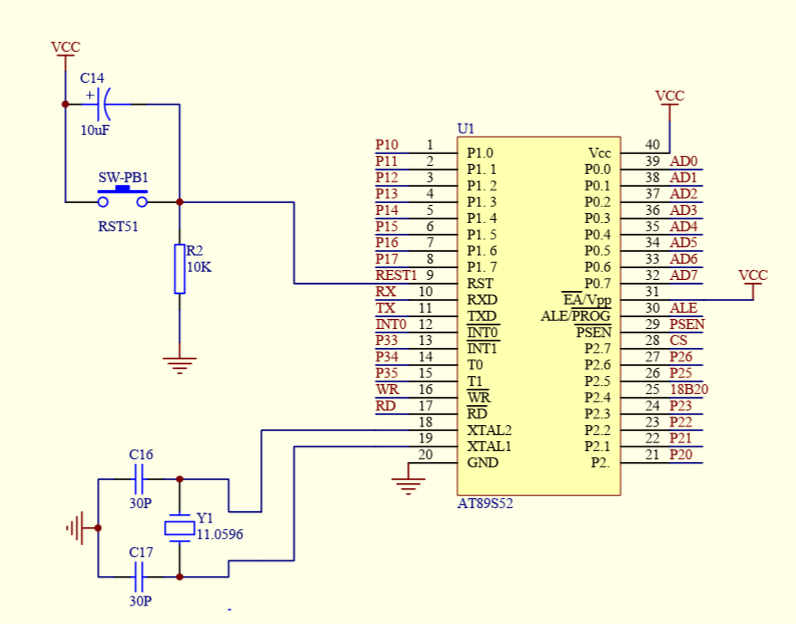
3.2.1 STC89C52RC基本结构和接口电路 14
3.2.2 STC89C52RC单片机工作模式 16
3.3 CAN通讯模块设计 16
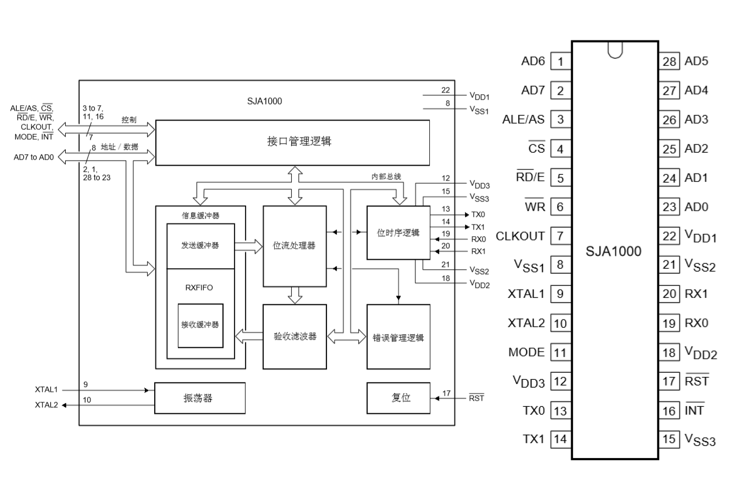
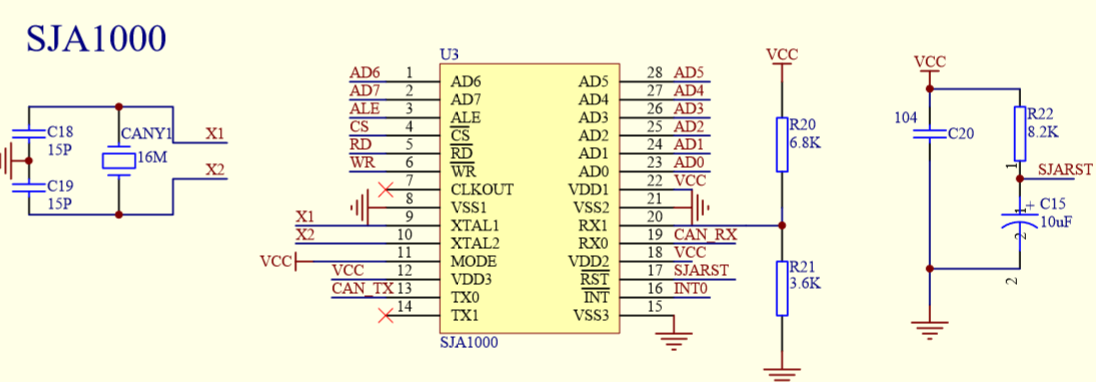
3.3.1 CAN控制器 16
3.3.2 CAN收发器 18
3.4射频读写模块设计 18
3.4.1 射频模块结构 19
3.4.2 射频读写模块电路及接口选择 19
3.5 本章总结 20
第4章 系统软件设计 21
4.1 系统软件分析 21
4.2 系统主程序设计 21
4.3 CAN总线通讯软件设计 22
4.3.1 定义SJA1000基址和各内部寄存器地址 23
4.3.2 SJA1000初始化 23
4.3.3 发送报文和接收报文 24
4.3 射频读写模块程序设计 24
4.3.1 射频读写模块与单片机通讯接口 24
4.3.2 信息读写软件设计 25
4.4 本章总结 26
第5章 系统整体调试 27
5.1 系统调试 27
5.2 运行结果 29
5.3 本章总结 30
第6章 总结与展望 31
6.1 研究总结 31
6.2 不足与展望 31
参考文献 32
附录1 系统各模块实物图 34
附录2 CAN开发板原理图 36
附录3 MFRC522电路原理图 37
致 谢 38
摘 要
服装吊挂生产系统的应用使得服装生产效率大大提高,但是由于一套先进的服装吊挂生产线控制系统的价格比较昂贵,使得目前国内许多中小型服装厂商难以采用,仍使用相对落后的生产设备,生产效率低下,针对这种现状,本文设计了一种适用于小型服装生产的服装吊挂生产线控制系统。
本文通过研究服装吊挂生产控制系统的工作方式以及吊挂系统的结构,设计一种高效的服装吊挂生产控制系统,系统采用CAN总线进行通信,通过RFID射频技术实现对服装裁片的识别,以51系列单片作为下位机智能节点控制核心,实现了对服装生产的控制。系统的生产节点采用的是以STC(宏晶)系列的单片机作为控制器,采用SJA1000作为CAN通信的控制器以及TJA1050作为CAN收发器,采用以MFRC522读写卡芯片为核心的射频读写模块作为识别衣架信息编码检测模块,通过按键以及继电器动作等器具模拟服装生产的生产站点的生产过程。上位机通过一个集成USB-CAN的通讯模块实现与工作节点的互动,实现对生产节点的控制以及对生产信息的采集与分析。
控制系统实现了对服装裁片进出站点的控制,并根据加工结果将裁片发送至相应的后续站点,上位机可以控制各个站点生产工作并获取服装裁片的生产状况进行数据记录,各个工作站点间也通过CAN总线以及RFID技术监控裁片在传输过程中是否脱落情况。整个服装吊挂生产线控制系统基本满足服装生产的需求。
关键词:服装吊挂生产线;CAN总线;射频技术;51单片机
Abstract
The application of garment hanging production system has greatly improved the production efficiency of garments. However, due to the relatively high price of a set of advanced garment hanging production line control systems, many small and medium-sized garment manufacturers in China are difficult to adopt and still use relatively backward production equipment. In view of this situation, this paper designs a garment hanging production line control system suitable for small garment production.
This paper studies the working mode of garment hanging production control system and the structure of hanging system, and designs an efficient garment hanging production control system. The system uses CAN bus to communicate, and realizes the identification of garment pieces through RFID radio frequency technology. The 51 series single chip is used as the intelligent node control core of the lower computer, which realizes the control of garment production. The production node of the system adopts the STC (macro crystal) series of single-chip microcomputer as the controller, adopts SJA1000 as the controller of CAN communication and TJA1050 as the CAN transceiver, and adopts the RF read/write module with MFRC522 read/write card chip as the core. The hanger information coding detection module is identified, and the production process of the production site of the garment production is simulated by means of buttons and relay actions. The host computer realizes the interaction with the working node through a communication module integrated with USB-CAN, realizes the control of the production node and the collection and analysis of the production information.
The control system realizes the control of the entrance and exit of the garment piece, and sends the piece to the corresponding follow-up site according to the processing result. The upper machine can control the production work of each site and obtain the production status of the garment piece for data recording, each work site The CAN bus and RFID technology are also used to monitor whether the piece has fallen off during transmission. The entire garment hanging production line control system basically meets the needs of garment production.
Keywords: clothing hanging production line;CAN bus;RF technology;51 single-chip
第1章 绪论
1.1 课题的来源背景及意义
衣食住行是我们生活中绕不开的基本元素,尤其是随着社会生活水平以及经济水平不断提高的今天,人们的生活质量以及生活水平已经达到了一个程度,自然地相对应的对于生活质量的要求也就会越来越高。对于服装的需求也从最初的遮羞避寒变成了对自我个性的展示,在服装的数量以及质量都比以往更高。随之而来的就是对服装生产行业要求的提高,不仅是在服装生产的效率上有很高的要求,而且服装生产的难度随着生产的工艺不断复杂和生产的用料多样化而不断提高。加之服装材料成本以及人工成本的提高,使得传统的手工服装生产和低效率的机械服装生产方式都由于生产效率低下,成本难以控制等一系列原因很难在现如今的市场中继续生存下去,在这样的行业背景下,服装生产行业的产业升级成势在必行。
在以往的传统的服装生产过程中,服装生产过程中的每道工序之间的运输采用的“捆扎式”的搬运方式,其基本的工作方法是将需要加工的衣服裁片按照一定的数量捆成一扎,通过人力将其从一道工序运送到另一道工序,由于此种方式在生产过程中需要捆绑、搬运以及拆包等很多多余的动作,使得这种搬运方式的效率非常低下并且需要投入大量的人力,并且在搬运捆扎过程中容易使得服装裁片产生褶皱,影响服装的良品率以及质量。相对于传统的“捆扎式”的运输方式,之后服装生产中使用的吊挂系统有着很明显的优势,服装吊挂生产线传输系统是一种快速反应的生产技术,是自动化技术在服装生产中的重要应用。服装吊挂传输系统是将生产线上的服装裁片吊挂在生产线的轨道上,控制中心控制每一块裁片进入其相应的生产工序中进行加工,加工完成后裁片再进入主轨道中并运送到下一道工序继续生产。整个生产过程中,服装裁片无须从衣架上取下。整个服装吊挂生产传输系统通过电脑系统进行控制,对生产过程的数据进行及时的监控、获取以及处理,将服装生产的各个工序连接到一起,大大提高了服装生产的效率和质量,降低了生产过程的管理难度和服装的返厂率。与传统的“捆扎式”的生产方式相比,服装吊挂传输系统能有效的避免工序间转移搬运等多余动作,并且通过吊挂生产线的方式,能够充分调动劳动力,避免了有的岗位“满载工作”而有的岗位“闲置等工”的情况出现。根据调查显示,吊挂生产线相比于传统的生产模式能够提高10%~50%的生产效率。除了提高生产效率之外,服装吊挂生产传输系统还能有效的降低人力的使用,使得生产的劳动力成本得到了有效的降低,能有效的控制服装成本[5]。
服装吊挂传输系统属于柔性制造系统,整个过程是根据生产加工的工序,通过上位机来控制整个的加工运输路线,由吊架将运送至各个工序加工站进行加工。通过循环的机械传输装置将各个工站连成一个整体。每一个裁片都有着其自己的编码,通过上位机能够监控其每一个加工过程。本文研究的服装吊挂生产线控制系统是以STC系列中的589C52单片机为作为节点的控制核心,通过CAN方式进行节点间以及节点与上位机进行通讯,以实现服装生产的信号传递与控制。现在的服装吊挂传输控制系统大都是采用的是RS-485通信,以此来实现监控信号的传输,但是随着通讯要求的提高,RS-485的不足之处也就变得更加的明显,例如通信的实时性不好、通讯可靠性比较低以及后期修理和维护的成本高等等,而CAN总线有着很良好的稳定性、及时性以及灵活性,与RS-485相比有着明显的优势[3]。通过设计的服装吊挂生产线控制系统能够解决服装生产中手动流水线的一系列的不足,提高服装生产的效率和生产质量[3-4] [6]。
1.2 课题的国内外发展现状
服装吊挂生产线的应用最早出现于20世纪70年代,在1967年,瑞典的ETON公司的机械工程师Davison设计出了第一条服装吊挂生产线,他是利用比较简单的机械传动的方法来实现服装生产过程中衣料在各个工序间的传递,这是服装吊挂生产线的最初模型。经过不断改良,ETON公司在1983年推出了ETON2001传输系统以及1987年的ETON2002传输系统。之后的1988年结合计算机系统推出了ETON4000传输系统,实现服装吊挂传输系统实现自动化,使得服装生产线得到了根本性的变革。除了瑞典的ETON服装生产公司以外,日本、美国、法国、西班牙等世界各工业强国的服装生产行业也都先后开发出自己的服装吊挂生产线传输系统,并不断改进完善,使得服装吊挂生产线控制系统在之后的几十年间得以飞速发展。
而我国的服装生产行业在上世纪九十年代才开始引入服装吊挂传输系统,最早是在1987年引进瑞典ETON公司的ETON2001服装吊挂传输系统。但是在这之后的多年内,我国的服装制造行业中也只有大型的服装制造厂商有能力引进国外的服装吊挂传输系统,许多的中小型服装生产厂商由于引入吊挂生产设备的成本过高,超出了其生产能力所承受的限度,使得这些中小型的服装生产厂商采用传统的生产方式。而且服装吊挂生产线控制系统也仅仅只停留在引进国外的设备和技术的地步,我国自主研发的服装吊挂生产线控制系统基本处于空白的状态。这种状况不仅使得我国在服装吊挂生产技术上受制于他国,而且由于引进国外的生产设备成本很高,增加了服装生产的成本,不利于我国服装生产制造行业的发展,进一步拉大了我国与其他工业世界强国在这方面的差距。为了填补这一空白,国内的部分厂商也在研制自己的服装吊挂生产传输系统,近些年也取得了一定的成果,例如:在2013年的CISMA2013会展中,衣拿公司推出了EM7R、EC7R等多款服装吊挂控制系统,推动吊挂系统由智能型向智慧型发展。虽然国内的厂商在吊挂系统的研发以及应用上有了不错的进步,但是与国外的吊挂系统相比,我们的技术仍处于相对落后的状态,并且由于操作工人的技术水平有限,使得国内的服装吊挂系统的利用率都不高。因此,国内的服装吊挂生产系统的研发以及使用都还有着很大的进步以及提高的空间[7]。
根据现如今服装吊挂生产控制系统在国内外的服装生产工业的应用情况,未来服装吊挂生产控制系统势必将向着智能化,一体化的方向发展。并且服装吊挂生产系统将通过降低设备的制造成本、采用更人性化的操作系统等方式在中小型的服装生产厂商中得以应用。同时,具有更加专业知识以及素养的工作人员也会使服装吊挂控制系统得以充分的利用。
1.3 本文的研究内容及安排
1.3.1 本文的主要研究内容
本课题旨在设计一种能适用于现代服装生产的服装吊挂生产线控制系统,该系统是以单片机为核心,通过CAN总线作为通讯方式,通过RFID射频技术对衣料进行识别,实现对服装生产的信号传递与控制,最终的服装吊挂系统能够克服服装生产过程中的种种弊端,提高服装生产的效率以及质量。通过设计服装吊挂生产线控制系统来学习自动化在现代工业中的应用。
本文需要完成的主要内容为:
(1)研究学习服装吊挂生产线的基本结构组成、工作原理、各个模块组件的功能等以及服装纺织相关的工艺要求;
(2)根据对服装吊挂生产线的研究纺织工艺的要求设计服装吊挂生产线控制系统的总体方案,包括各类器件的选型和方案的选择;
(3)根据控制系统的总体方案对控制系统的硬件电路进行详细的设计,其中主要包括单片机电路、现场总线接口电路、显示电路等系统的基本功能电路;
(4)根据系统需要实现的功能要求结合系统的硬件电路设计系统的软件程序,主要包CAN总线通信程序、射频读写模块程序以及单片机控制程序等生产节点的控制程序;
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: