WC基涂层在船舶海水泵抗空蚀中的应用研究毕业论文
2020-02-19 09:05:08
摘 要
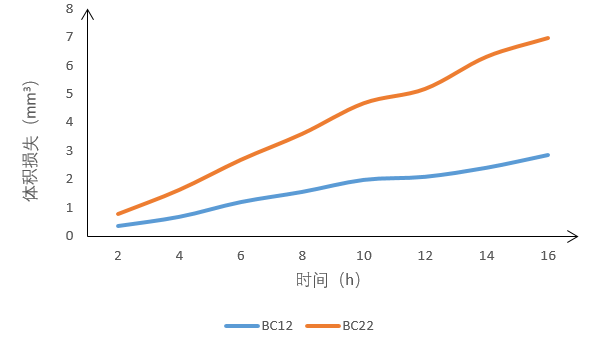
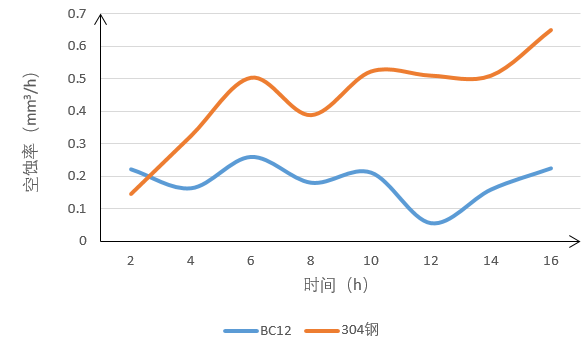
本文为了探究如何延长海水泵的寿命,对海水泵空蚀机理进行分析,通过利用燃油型(JP8000)和燃气型(ZB2000)超音速火焰喷涂制备微纳米WC-10Co-4Cr涂层,并且在3.5%的NaCl溶液对两种涂层进行空蚀实验,记录他们的体积损失,计算空蚀率。结果表明,在海水中使用燃气型超音速火焰喷涂制备的WC-10Co-4Cr在海水中的体积损失和空蚀率都高于燃油型超音速火焰喷涂制取的,但低于304钢。因此,燃气型和燃油型超音速火焰喷涂都能提高海水泵抗空蚀性能,但燃油型超音速火焰喷涂制取的WC-10Co-4Cr性能更加优越。
关键词:海水泵;WC基涂层;抗空蚀性能
Abstract
In order to explore how to prolong the life of sea water pump, the cavitation erosion mechanism of seawater pump was analyzed. Micro-nano-WC-10Co-4Cr coating was prepared by supersonic flame spraying of high velocity oxygen-liquid fuel (JP8000) and velocity oxygen-gas fuel(ZB2000). The cavitation erosion experiments of the two coatings were carried out in 3.5% NaCl solution, their volume loss was recorded, and the cavitation corrosion rate was calculated. The results show that the volume loss and cavitation corrosion rate of WC-10Co-4Cr prepared by velocity oxygen-gas fuel in seawater are higher than those prepared by high velocity oxygen-liquid fuel, but lower 304 steel. .Therefore, both high velocity oxygen-liquid fuel and velocity oxygen-gas fuel can improve the cavitation corrosion resistance of seawater pump, but the performance of WC-10Co-4Cr prepared by high velocity oxygen-liquid fuel is better.
Key words: sea water pump; WC-based coating; cavitation resistance material
目 录
第 1 章 绪论 1
1.1课题提出背景 1
1.1.1空蚀问题 1
1.1.2空蚀概念 1
1.1.3 海水泵空蚀危害 1
1.2空蚀的研究现状 1
1.3本论文的主要研究内容及意义 2
1.4本章小结 2
第 2 章 海水泵空蚀机理及抗空蚀方法 3
2.1海水泵及其空蚀机理 3
2.2海水泵空蚀的影响因素 5
2.3国内外海水泵常用抗空蚀方法及研究趋势 5
2.3.1国内外海水泵抗空蚀的方法 5
2.3.2海水泵抗空蚀研究趋势 7
2.4本章小结 7
第3章 抗空蚀WC基涂层的设计 8
3.1 常用的抗空蚀材料 8
3.1.1铁基合金 8
3.1.2镍基合金 8
3.1.3钴基合金 8
3.1.4 WC基合金 9
3.1.5本实验采用的材料成分 9
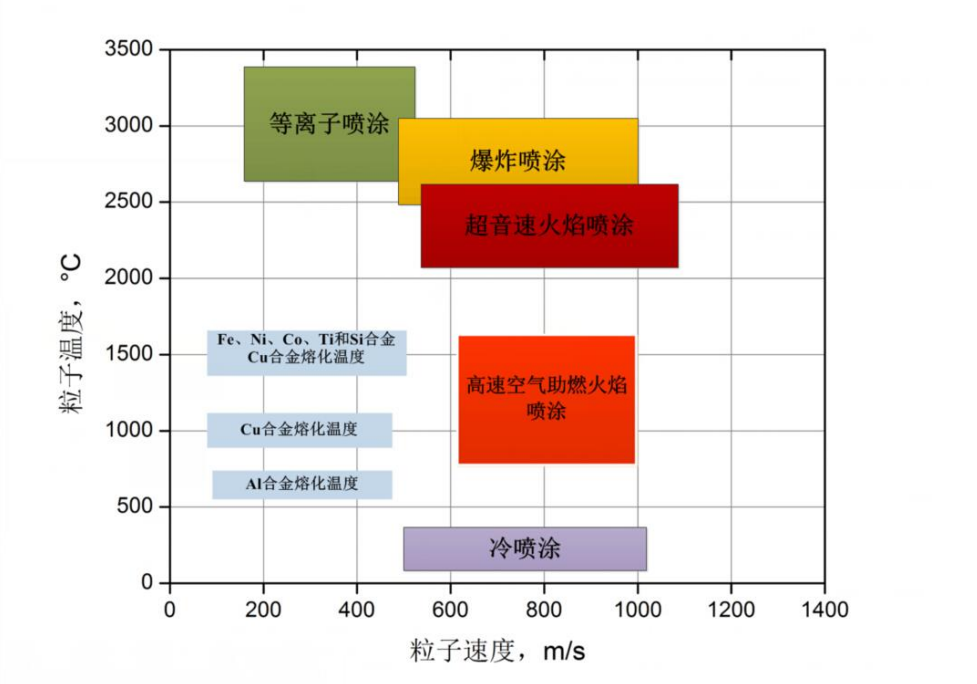
3.2空蚀涂层的制备方法 9
3.2.1等离子喷涂 10
3.2.2冷喷涂技术 10
3.2.3爆炸喷涂 11
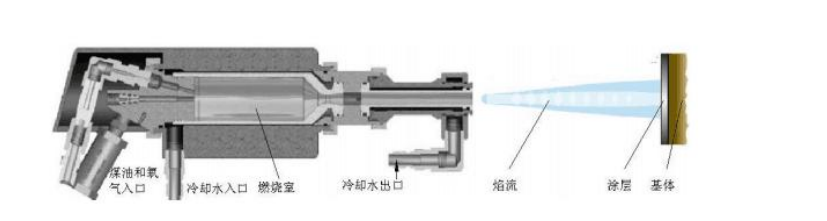
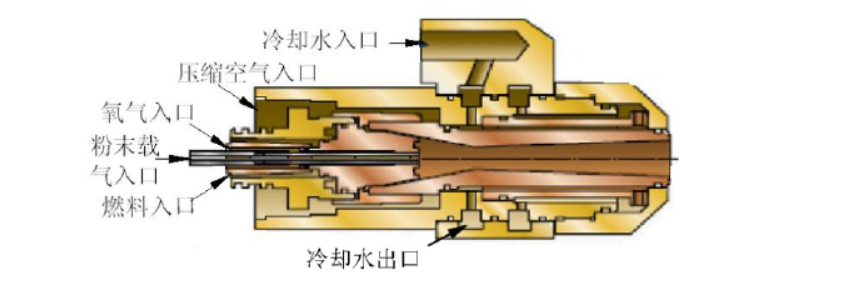
3.2.4超音速火焰喷涂 11
3.3涂层试样的制备 12
3.3.1实验设备 12
3.3.2涂层试样的制备方法 12
3.4本章小结 13
第4章 WC-10Co-4Cr涂层抗空蚀性能研究 14
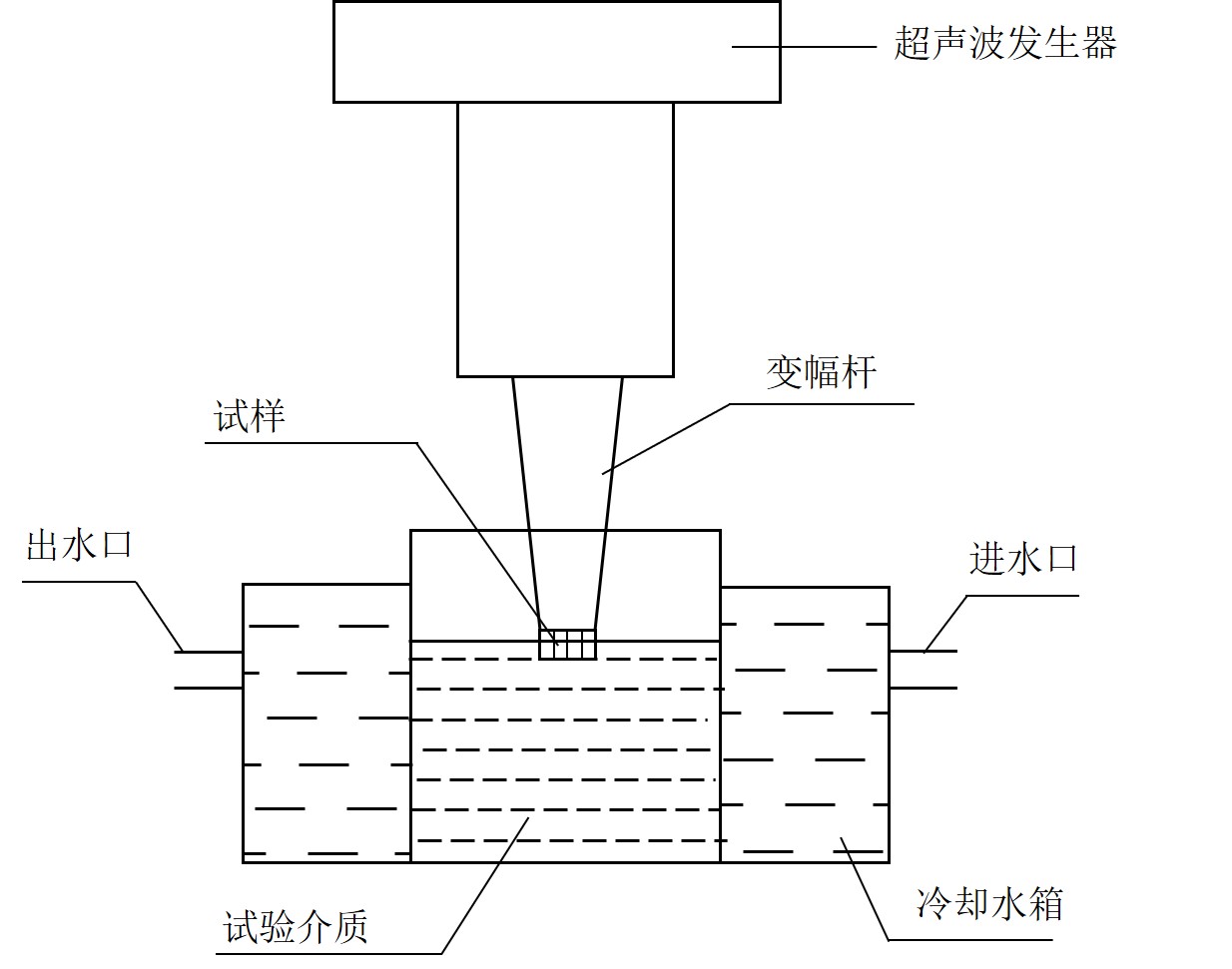
4.1空蚀实验装置 14
4.2空蚀实验步骤 16
4.3实验数据的处理 17
4.4试样表面形貌分析 21
4.5实验结果分析 23
4.6本章小结 23
第5章 结论 25
致 谢 26
参考文献 27
第 1 章 绪论
1.1课题提出背景
1.1.1空蚀问题
空蚀问题在各种流体机械中很常见,上世纪初,人们首先在驱逐舰的螺旋桨上发现了空蚀现象,随后在其它地方的空蚀现象也陆续被发现。由于缺乏认识,当时认为是海水腐蚀造成的桨叶材料的剥落,但是在随后的实验中,使用蒸馏水作为介质的流体机械同样存在着空蚀,最终确认是机械力冲击导致的这种现象的发生。海水泵作为流体机械设备同样也存在着空蚀问题。空蚀往往会引起海水泵的性能降低,噪音,设备的损坏甚至失效,因此解决海水泵空蚀问题成为保障船舶安全的重要条件。从20世纪以来,各个国家都已经开始了针对海水泵抗空蚀的研究,到如今已经提出了一系列解决空蚀问题的方法。
1.1.2空蚀概念
空蚀又称气蚀,穴蚀。当机械中流体处于高速运动而且压力急剧变化时,流体机械在运行一段时间后,与介质接触的流体机械表面会产生洞穴状腐蚀破坏现象。其往往发生在压力变化较大的区域,例如海水泵的叶端的高速减压区域,流体在此区域产生气泡,气泡随着流体运动到高压区破裂产生冲击力,破坏材料表面,加快腐蚀速度。空蚀有着很显著的现象,在早期的空蚀现象中,材料的表面会出现许多细小黑点,随着时间的推移逐渐扩大成洞穴。
1.1.3 海水泵空蚀危害
海水泵的空蚀可能会导致:
- 产生振动和噪音。当气泡破裂时,产生的冲击力使得机械造成各种频率的噪音,引起机械的振动,在严重时海水泵甚至会有较大的爆炸声。
- 降低海水泵的性能。因为压力的剧烈变化,导致介质中存在有大量气泡,流道被堵塞,阻碍了海水泵内介质的流动,导致海水泵的效率,流量,量程等明显降低。
- 破坏过流部件。海水泵的介质海水中含有大量的盐类物质,因此海水泵的金属材料容易发生电化学腐蚀,再者,空蚀使得材料表面形成细小麻点,破坏材料表面,两者共同作用使得金属材料表面发生破坏,严重时,甚至可以造成叶轮破裂,威胁船舶安全。通常来说,破坏表面集中在叶轮出口和排液室附近。
1.2空蚀的研究现状
从上个世纪开始,人们就开始了空蚀的研究。空蚀的问题由来已久,而且空蚀的产生问题至今没有定论,但由于空蚀危害的严重性,各个国家都在不遗余力地进行抗空蚀研究,对于如今的抗空蚀研究,主要可以分为三个方面:
- 抗空蚀影响因素研究现状:在空蚀机理研究的基础上,国内外学者的大量工作体现在提高材料的抗空蚀性能,包括增加表面残余压应力、细化晶粒、提高硬度、提高断裂韧性、减小表面粗糙度、优化表面形貌等。丁彰雄[19]等证明了材料抗空蚀性能随着其断裂韧性的提高而增强,波兰科学院的Alicja K.Krella[20]实验发现合适的表面粗糙度对材料的抗空蚀性能有重要影响国内外在提高材料抗空蚀性能方面开展了大量的研究工作, 通过材料抗空蚀性能的影响因素方面的研究发现, 材料的表面残余应力、硬度、晶粒尺寸及断裂韧性与抗空蚀性能有着密切的关系。
- 抗空蚀材料的研究现状:当前抗空蚀材料主要有两个研究方向:一是研究新型的抗空蚀材料,二是进行表面处理。在空蚀金属材料方面,主要包括钛合金,不锈钢,铝青铜,青铜和其他合钢等已经逐渐成为水力机械设备的常用材料,在抗空蚀材料表面处理方面, 主要是通过涂层技术、激光表面处理、离子注入等多种方式提高材料表面硬度、耐磨性和抗空蚀性等斯威本科技大学R.Cottam等人研究了激光熔化技术和激光处理技术, 分别对镍铝青铜进行表面处理, 考虑了两种方式对表面残余拉应力和硬度的影响, 最终激光熔化处理后的镍铝青铜表面具备更好的抗空蚀性能
- 材料空蚀机理的数值模拟研究现状:近年来人们想通过确定空化强度和空蚀率之间的关系,空化强度是可以通过实验进行测算的,人们希望通过空蚀强度求出空蚀率,从而使得人们能够准确估算设备维修以及更换的时间,由此减少空蚀对流体机械设备的影响。
1.3本论文的主要研究内容及意义
本文将分析船舶海水泵空蚀失效的机理;对比影响船舶海水泵空蚀的各种因素;提高海水泵使用寿命的各种方法;选择适合海水泵抗空蚀的涂层;描述WC基抗空蚀涂层的制备方法;对WC基涂层抗空蚀涂层进行性能研究。本文将对空蚀机理进行简单分析。而且本文研究的 WC-Co抗空蚀涂层设计及HVOF工艺方法,对其他领域的研究具有一定参考意义。
1.4本章小结
本章对海水泵空蚀的问题、概念、危害作出了大致的解答,同时介绍了抗空蚀材料的研究状及其研究趋势,进而阐述了课题研究的背景和研究意义。
第 2 章 海水泵空蚀机理及抗空蚀方法
2.1海水泵及其空蚀机理
海水泵是是船舶装置的重要组成部分,如图 2.1所示。

图 2.1 船舶海水泵
海水泵在运行的过程中会产生许多问题,例如冲蚀磨损,轴封不严密导致漏油,空蚀等等,这些因素都会大大缩短海水泵的使用寿命,但是这其中,对海水泵影响最大的是冲蚀,因此笔者将从抗空蚀方面论述延长海水泵的使用寿命。
海水泵在运行一段时间之后往往容易发生空蚀,空蚀对海水泵的破坏是非常巨大的,其不仅仅影响海水泵的工作效率,严重时海水威胁船舶运行安全。被空蚀的海水泵叶片如图2.2所示。

图2.2海水泵叶片空蚀后形貌
当海水泵处于运转工况时,介质会通过泵入口进入到叶轮入口,在这个过程中,压力会逐步下降,液体到达叶片入口附近处,压力达到最低,此后液体因叶轮做功而压力升高。当液体压力低于坏境的饱和蒸汽压力时,海水泵中的一部分液体会发生气化,同时,溶解在液体内的气体逸出到介质之中,从而形成气泡。气泡会随着液体进行流动,当液体流动到压力较高处,气泡会随之溃灭形成空穴,而空穴因为内部没有液体,形成暂时的真空,周围液体会迅速进入到之前的位置,造成液体相互碰撞,造成压力迅速升高,这会阻碍流体的正常流动,如果这些溃灭发生在海水泵材料表面附近,就会导致材料表面因为疲劳冲击而剥落,除此之外气泡的凝结还放出热量,导致电化学腐蚀等等。气蚀会导致海水泵的效率,流量,量程等明显降低,情况严重时海水泵甚至不能正常工作,因此解决海水泵空蚀问题刻不容缓,如今对于海水泵的空蚀机理有一下几种观点:
- 冲击波机制:这种观点认为当液体的压力低于相同温度下的整齐压力时,在液体的内部会形成大量的气泡,当这些气泡流到低压区,气泡溃灭,形成冲击波,冲击波会造成部件的塑形变形,这种反复作用会形成气蚀
- 气泡在于过流部件的表面进行接触的情况下,其有着不同的上下表面溃灭速度。通常来说,较早破灭的是远离材料表面的气泡,而靠近材料表面的气泡会较晚溃灭,因此形成向壁的微射流,它会给予材料表面冲击形成气蚀
- 热效应机制:气泡在破裂时会放出大量热量,这些热量会导致气泡周围的温度升高,最终使得过流部件表层发生相变,影响气蚀过程。不仅如此,这些热量还会使材料表面达到材料的熔点而熔化。由于表面张力的存在,熔化的材料会凝固形成球状,在水流中进行研磨变得光滑。
- 化学腐蚀机制:气泡在高压环境下破裂时会产生热量,而热量进一步会增加压力,若起泡的破灭在材料表面时,材料同时经受高温和高压,导致材料表面产生局部氧化,当不断有气泡在材料表面附近破裂,那么氧化膜会反复地产生消失,最终产生气蚀。
- 电化学机制:在气泡溃灭的过程中放出的大量热量会在材料表面形成热电偶,微电池,从而引发电化学腐蚀。
海水泵空蚀一般发生在叶轮叶片吸力面的进水面,而且在导叶,蜗壳舌板以及密封间隙也能观察到这种现象。
2.2海水泵空蚀的影响因素
海水泵空蚀的影响因素大致可以分为以下几点:
- 水流中含气量及气核分布的影响:对于材料的空化数,假如液体流速不变,那么空化数会随着在液体中的含气量增加而增加。同样,假如液体的含气量不变,空化会随着液体流速增大而增大不同的空泡会有不同尺寸的气核,不同尺寸的气核会有不同的空泡初始半径R,但是半径只有在形成空泡条件的限制范围内的气核才能在低压区形成空泡。
- 压强分布的影响:一般来说,液体的饱和蒸汽压力在一定环境下是固定的,假如在流场中有某个点的压力小于饱和蒸汽压力,空化就会发生。但是,如果流体中这样的压强分布较少,那么其因为水流的流动而导致气核没有时间发育,空化很难发生。除此之外,在材料表面上的压力脉动对气核的生长有很大影响。有相关实验表明,空化会发生在时均压强和脉动压强之和小于流体的临界压强的地方。
(3)来流紊度的影响:来流紊度越大,那么流场中压力的变化也就越大,在流场中气核会随着压力而产生收缩和膨胀,流场中压力低的点更多,气核更容易形成,因此这些因素会促进空蚀的发生。
(4)泵内流道的光滑度:一般认为,泵内流道越光滑,越难以发生空化。相反,越粗糙的流道表面,空化越容易发生。
(5)流体粘性的影响:粘性会影响边界层的分离,进而影响材料表面与流体最小的压力接触点,换句话来说,会影响流场中空化的初生位置。
(6)距离:只有与物体表面接触,或者距离相当近的空泡破裂才会对海水泵产生空蚀作用。一般来说,只有当材料表面在距离空泡中心三倍空泡直径范围内,空蚀才会发生。
(7)材料:对于易于发生空蚀的海水泵,若是整体使用低合金钢,那么就会容易发生空蚀,若是在容易发生空蚀的区域刷高分子材料,那么会减少空蚀发生的概率。
2.3国内外海水泵常用抗空蚀方法及研究趋势
2.3.1国内外海水泵抗空蚀的方法
国际上针对海水泵的抗空蚀研究主要是从两个方面进行探讨的,第一方面改善海水泵的结构以及主体或者涂层的材料,第二方面主要是对海水泵设计方面进行着手,例如改变海水泵流道结构,光滑度等等。下文将对其做综合性叙述。
(1)海水泵选择更好的抗气蚀材料
一种好的抗气蚀材料不仅对气蚀的问题有着很好的解决作用,还对延长海水泵使用寿命有着重要作用。相关研究表明,如流体机械主体结构的材料中含有石墨等杂质时,会大大降低流体机械的抗气蚀能力,相反,当流体机械的主体结构中含有不锈钢等合金材料时,会很大程度上增加海水泵的抗气蚀能力,若是选择合金金属,不仅仅是抗气蚀能力会被增强,泵的强度也同样会被增强,从而延长海水泵的使用寿命。
(2)增强泵内流道的光滑度
流道的光滑度对于流体设备的抗气蚀影响有着重要作用,流道越光滑,越不容易发生气蚀,相反,流道越粗糙越容易发生气蚀。对于改善流道的光滑度主要从两个方面进行,第一是直接降低流道的粗糙度,即降低摩擦系数,但是这种方法需要很高的成本,因此一般不采取这种方法。第二是改善流道结构,将流道设计成直线型,这种方法成本低,但是抗气蚀能力的提高有限。
(3)改善泵内流道结构
对于如何改进流道结构,主要可以从三个方面进行叙述。第一,在不影响海水泵正常使用的前提下降低海水泵叶轮的转速。第二,增大海水泵叶轮尺寸。第三,改善海水泵的叶轮尺寸。
(4)选择性能更佳的叶轮
海水泵的叶轮也对抗气蚀有着很重要的作用,对于一般的海水泵而言,常规的叶轮往往会出现气蚀问题,最根本的原因是海水泵的流量太大,所以一般通过使用双吸式叶轮来解决这个问题,这样不仅提高了海水泵抗空蚀的能力,还大大提高了海水泵的流量和工作效率。
(5)表面强化
为了针对零件表面的防护,表面工程这个学科应运而生, 它同时结合了多重技术,是一种综合性的应用。表面工程的应用非常广泛,在应用方面其囊括了航空航天。冶金,钢铁,船舶以及海洋装备等领域
表面工程的应用范围非常广泛,在材料的抗冲蚀方面,目前主要是通过表面强化,即在基材的基础上使用表面技术提高材料表面的抗冲蚀性能。在航空航天、钢铁、冶金、电力、船舶以及海洋装备等领域。目前来说,WC 基金属陶瓷涂层因为高硬度和高耐磨性,其已经在世界范围内得到了极为广泛的应用。这个也是未来国际抗空蚀研究的方向。例如丁彰雄等利用超音速火焰喷涂制取微纳米WC-Co-Cr,纳米WC-Co-Cr,多峰WC-12Co,,纳米WC-12Co和镍基合金喷熔层等来进行涂层在海水泵抗空蚀研究。
2.3.2海水泵抗空蚀研究趋势
虽然说目前国际上已经开发了很多种的抗空蚀材料和抗空蚀涂层,但是往往性能高的材料价格贵,不能得到广泛使用;涂层技术虽能制备较高硬度的涂层, 但制备过程中的工艺会留下拉应力,同时结合强度和热影响层等因素对涂层材料的空蚀性能有一定影响,可能达不到要求。因此, 探索新的加工方法综合改善材料力学性能以获得优良抗空蚀性能将是今后抗空蚀材料的研究重点。
当前空蚀机理研究主要围绕单个空泡的形成和溃灭、空蚀材料力学性能与抗空蚀性能之间关系方面开展, 关于空泡群溃灭对材料空蚀破坏的机理研究也较少,空泡群溃灭过程较为复杂, 但更接近于材料的真实破坏过程, 因此开展空泡群溃灭数值模拟及机理研究也将是材料空蚀研究的重点。
2.4本章小结
本章主要阐述了海水泵空蚀的机理以及对海水泵空蚀的影响因素,减弱海水泵空蚀的方法,以及国内外海水泵抗空蚀研究的方向。
第3章 抗空蚀WC基涂层的设计
3.1 常用的抗空蚀材料
由海水泵的工作条件和空蚀产生的机理可知,对于抗空蚀材料我们一般需要具有 :
(1)空蚀过程是因为空泡破裂产生巨大的冲击力作用到海水泵的表面,因此我们选择的材料需要具有一定的硬度和强度。
(2)空蚀会对表面涂层具有冲击力,使其产生凹坑,凹坑边缘的材料在被反复冲击之后可能会产生塑性变形,进一步塑性变形会加剧材料的脱落,因此,材料只有具有一定韧性才能被我们选择,从而使裂纹扩展难以进行。
(3)海水泵是工作于海水之中,比一般的流体机械更加容易受到化学腐蚀和电化学腐蚀,因此涂层要具有一定的抗腐蚀能力。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: