某一四缸发动机缸体定位孔钻铰加工及工艺装备设计毕业论文
2020-02-17 19:59:14
摘 要
本课题是对4125型柴油机缸体的定位孔进行钻铰加工及工艺装备设计。
论文主要是钻铰缸体定位孔组合钻床的设计和钻铰缸体定位孔组合钻床专用夹具的设计,通过对零件的结构分析和工艺分析,确定了钻床的基本配置型式和切削用量。并且完成组合机床的总体设计即三图一卡的设计,其中三图一卡中的三图指的是加工零件的工序图,加工零件示意图和机床的联系尺寸图,一卡即年生产量卡。完成之后,联系所学的夹具设计知识,并设计组合机床的专用夹具,根据缸体加工精度的要求,来设计组合机床专用夹具的定位装置,夹紧装置,对刀和引导装置,并进一步考虑夹具体的设计,通过材料的选择及加工要求完成总体的计算后,用AutoCAD草绘出三图和夹具体的总体装配图。
通过钻铰缸体定位孔组合机床和钻铰缸体定位孔组合机床专用夹具的设计,提高了零件的加工精度,并提高了生产率,保证了生产安全,减轻了工人的劳动强度。
关键词:气缸体,零件分析,组合机床,三图一卡,AutoCAD,组合机床专用夹具。
Abstract
This project is to drill and ream the locating hole of 4125 diesel engine block and design the process equipment.
This paper is mainly about the design of the combined drilling machine for locating hole of the drilling cylinder body and the design of the special fixture of the combined drilling machine for locating hole of the drilling cylinder body.And complete the overall design of the combined machine tool, namely the design of three-picture and one-card, among which the three-picture of the three-picture card refers to the process diagram of machining parts, the schematic diagram of machining parts and the size diagram of the machine tool, and the one-card is the annual output card.Completed, contact of fixture design knowledge, and special fixture design of modular machine tool, according to the requirements of machining precision and to design special fixture combination machine tool positioning device, clamping device, the knife and guiding device, and further to consider carefully the specific design, through the choice of materials and processing requirements after completion of the overall calculation using AutoCAD draw three grass diagram and the specific general assembly drawing.
Through the design of the combination machine for drilling the hinged cylinder block positioning hole and the special fixture for the combination machine for drilling the hinged cylinder block positioning hole, the machining accuracy of the parts is improved, the productivity is increased, the production safety is guaranteed, and the labor intensity of the workers is reduced.
Key Words:Cylinder block, parts analysis, modular machine tool, three picture one card, AutoCAD, modular machine tool special fixture.
目录
摘要............................................................1
关键词..........................................................1
第1章 绪论.....................................................4
第2章 被加工零件的分析.........................................5
2.1 被加工零件结构和工艺分析................................5
2.2确定机床的配置型式.......................................5
2.3 零件加工技术要求........................................6
2.4 零件生产纲领和类型......................................6
第3章 钻铰缸体定位孔组合机床的设计.............................6
3.1 影响组合机床制定的因素..................................6
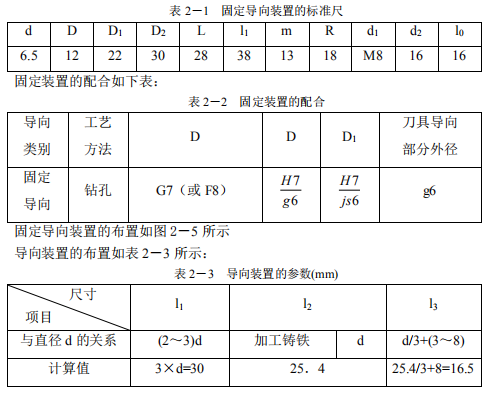
3.2 确定切削用量及选择道具..................................7
3.3 三图一卡的制定..........................................8
3.3.1 被加工零件工序图的内容和作用.......................8
3.3.2 绘制被加工零件加工示意图注意事项...................8
3.3.3 加工零件示意图.....................................9
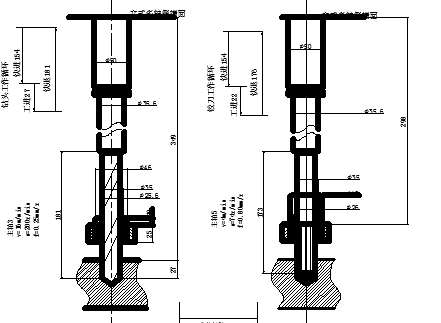
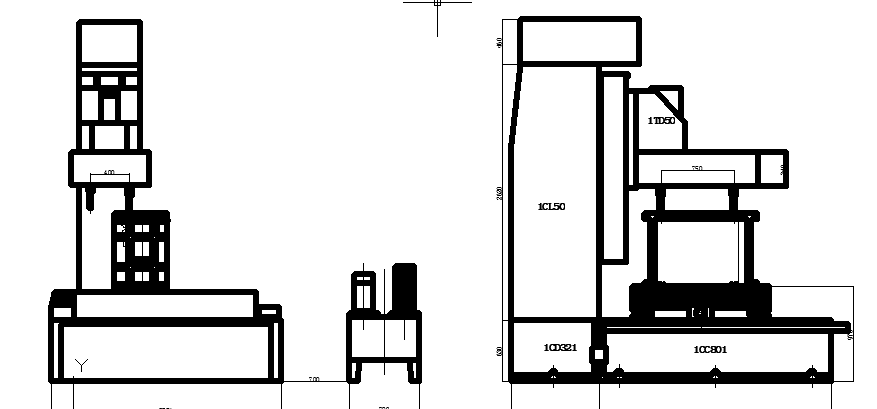
3.3.4 机床联系尺寸图.....................................11
3.3.5 生产效率卡.........................................13
第4章 钻铰缸体定位孔专用夹具的设计.............................15
4.1 专用夹具总体............................................15
4.1.1 夹具基本组成.......................................15
4.1.2 夹具设计要点.......................................15
4.2 钻铰缸体定位孔的夹具设计................................16
4.2.1 零件本工序的加工要求分析
4.2.2 夹具整体类型的确定
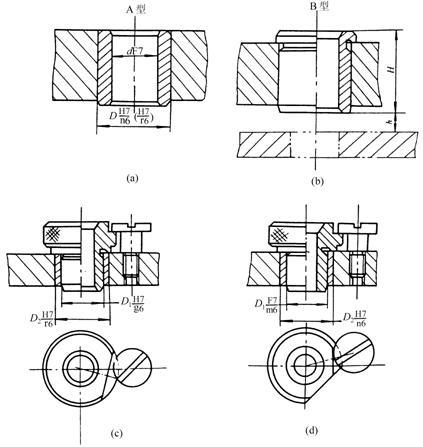
4.2.3 拟定定位方案和定位原件.............................17
4.2.4 确定夹紧方案.......................................18
4.2.5 拟定夹紧原件和夹紧机构.............................18
4.2.6 夹紧力的分析和计算.................................19
4.2.7 夹紧油缸的选用.....................................20
4.2.8 对刀装置的设计.....................................20
4.2.9 引导装置的设计.....................................21
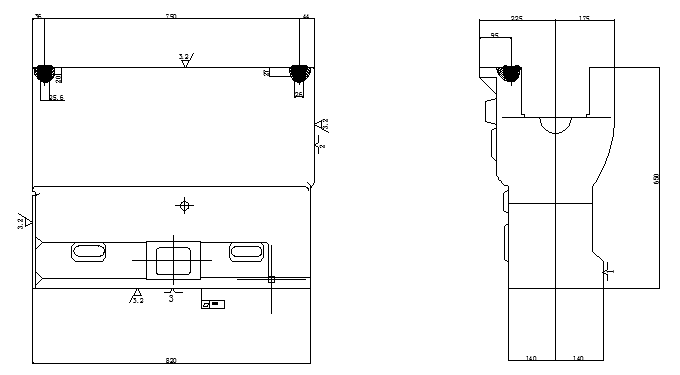
4.2.10 夹具体外形结构尺寸的设计..........................21
5总结..........................................................22
参考文献........................................................22
致谢............................................................23
附录............................................................24
第1章 绪论
缸体是发动机的重要零件,而缸体的定位孔又直接影响发动机的装配和发动机的性能,现如今,制造业蓬勃发展,对各类发动机的需求量很大,而且对成本和加工效率都有要求,目前国内发动机的加工大多数采用组合机床自动线为基础的柔性化改造,大多数采用钻床和钻铰模具完成该工序的加工。所以本次毕业设计主要是研究缸体定位孔钻铰加工的组合机床的设计和组合机床的专用夹具设计。
1.1组合机床的现状和发展
组合机床是根据具体工件的加工要求,以通用部件为基础,配以专用部件的所组合的机床,一般有半自动和自动类型。组合机床最适用于加工箱体类零件和特殊外形的零件。它的特点是主要加工零件的孔和平面,加工方式可采用多轴、多刀、多面等等,并且由于整台机床除多轴箱和专用夹具是专用部件,其他都是通用部件,专用部件其中还有不少标准件,相比于通用机床,不仅能降低成本,还能提高效率,不会造成大量的浪费,还减少了生产周期,在零件的大批量生产中得到广泛应用。本次毕业设计采用的即组合机床加工方式,
近几十年来,国内机械制造业飞速发展,组合机床的发展更上一层楼,产量和技术更新日新月异,高新技术逐步与世界接轨,但同时仍不可忽略,与发达国家相比,中国自动化机床和集成工具的整体技术水平相对落后,中国所需的一些高级自动机械和自动化生产线是几乎都是从国外进口的。而且现代生产要求企业所制造的产品品种经常更新换代,从非经济上采用先进的工艺方法和特殊的操作设备来生产小批量,但对于高精度生产而言,不采用这种生产方式又无法满足加工要求。因此为降低成本,正需要新技术,新工艺以改变传统从而向柔性化发展。总之,组合机床正在向高效、高精度、高自动化的柔性化方向发展。
1.2夹具的现状和发展
在机械制造的机械加工过程中,为了连接机床和工件,安装加工工件,使工件相对于机床或刀具获得正确位置,来保证加工零件的质量和加工效率所的工艺装备就是夹具,工件表面的位置精度将直接受机械夹具的质量影响,工件使用夹具来安装,可以减少划线,找正,对刀等辅助时间,采用多工件,多工位夹具,以及气动,液压动力夹紧装置减少辅助时间来提高生产率,并且降低了对工人的技术要求,使得劳动强度大大降低,同时也保证生产的安全高效。
随着科学技术的.不断进步,机床夹具已从机床加工的.辅助工具发展成为一整套的工艺设备。在大规模生产中,大多数企业目前使.用的传统的专用夹具,并在一般情况下,在中等生产能力的工厂,还有数千甚至近万范围的专用夹具,并在多品种的企业中,每3〜4年更新50 -80%的夹具,然而夹具的实际侵蚀仅为10-20%,往往使这些夹具难以重复使用,造成极大的浪费。近年来,新的加工技术,如数控技术、加工中心、成组技术、和柔性制造的应用,对夹具有了新的改变:缩短了生产准备,减少了生产周期的成本,具有类似特性的作业夹具;可用于精密机械的高精度机床;可应用于各种现代制造技术的新机床。总之,现代机床..夹具的主要.向标准化、精密化、高效.化、柔性化和模块化的方向发展。
本次毕业设计的目的是对学生专业的综合能力的考察,主要针对对机械制造技术和机械装备设计工艺设计知识的实践应用,并在实践中培养查阅资料.获取信息.分析问题和解决问题的能力。
第2章 被加工零件分析
2.1 零件的结构和工艺分析
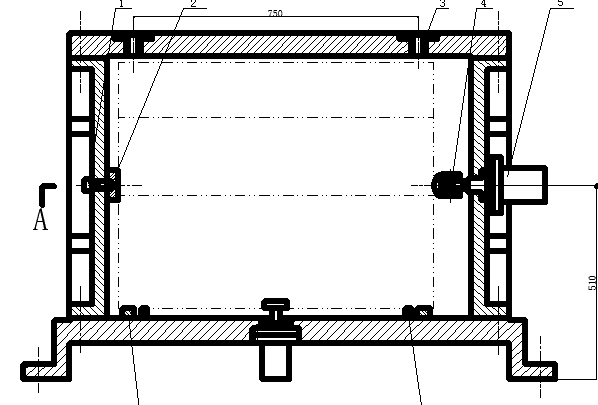
本次设计是4125A型柴油机发动机缸体的定位孔的钻铰加工的组合机床设计和组合机床的专用夹具设计,缸体形状复杂,加工的精度要求高,是典型的箱体类加工零件。本次将采用双工位单面立式组合机床加工。
缸体毛坯为铸件,材料为HT150,硬度为HB175-255,本次加工的就是4125A型发动机缸体顶面的俩个定位孔,被加工零件如图1,这俩个孔在后续也作为定位安装孔,发动机的性能好坏不仅取决于零件的加工精度,也受安装精度的影响。所以提高发动机缸体的加工精度,设计合理的夹具和正确的工艺成了主要的课题。如图1.1为缸体零件图。
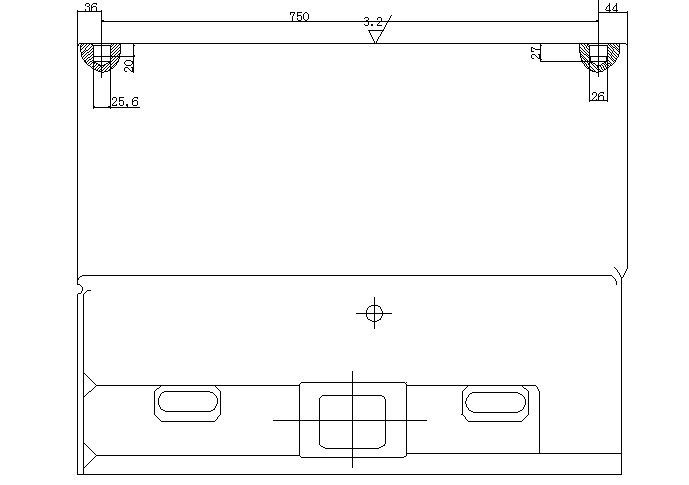 图1.1 被加工零件图
图1.1 被加工零件图
2.2确定机床配置型式
此零件是箱体类零件,加工特点是中心线与定位基准平面是垂直的,并且定位基准面是水平的。考虑到加工效率,一次可以同时对俩孔进行钻和铰的加工,因而适合选择立式四轴头多工位同步钻床。
2.3 零件的加工技术要求
本次加工是对汽缸体的俩定位孔进行先钻后铰加工,这个孔后续也作为定位安装孔,钻孔孔径为25.6mm,孔深为27mm,铰孔孔径为26mm,孔深为22mm。表面粗糙度Ra=3.2um。
2.4 零件生产纲领和类型
生产纲领和生产类型决定了工艺规程制作方向。生产纲领是指企业每年能生产合格产品的数量。生产类型一般有单件生产,批量生产和大规模生产3种。
由任务书可知本次加工的零件为大批量生产。大批量生产的特点可以归纳为以下几点:
1)毛坯要求的精度较高。
2)大量采用组合机床及自动机床,
3)使用高效专用夹具,靠夹具及定程进给保证尺寸;
4)生产率高,成本相对较低
5)对操作人员要求一般,对调整工人技术水平要求较高;
6)工艺规程及各种工艺文件;
第3章 钻铰缸体定位孔的组合机床的总体设计
3.1影响组合机床制定的因素
(1)被加工零件的加工精度和加工工序
被加工零件需要在组合机床上完成的加工工序及应保证的加工精度,是制定机床方案的主要依据。本道工序是整个生产线的第13到工序,两端面以经过粗铣、精铣,表面粗糙度达到3.2。加工孔的位置是以底面和两定位销来保证,底面精铣后粗糙度为3.2,平面度为0.05。
(2)被加工零件特点
被加工零件特点主要是指零件的材料、硬度、加工部位的结构形状、零件刚性、定位基准面的特点等。同样精度的孔,因材料、硬度的不同,其工艺方案也不同。被加工零件的特点在很大程度上决定了机床的配置形式。孔中心线和定位基准面平行且有一面或几面加工的箱体件宜采用卧式机床;对于大型箱体件,采用单工位加工较适宜。本道工序采用单工位卧式两面钻床。
(3)被加工零件的生产批量
零件的生产批量是决定采用单工位、多工位或自动线,还是按中小批量生产特点设计组合机床的重要因素。被加工零件的生产批量越大,工件安排一般趋于分散。而且,其粗、半精、精加工应分别在不同的机床上完成。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: