LTPs JI重工报废改善方法研究毕业论文
2020-04-08 14:24:55
摘 要
随着技术的不断进步,液晶显示屏也在不断更新换代,近年来液晶显示屏制造行业最热门的属LTPS的产品,各个公司都争相开始做LTPS型号的产品。本文以友达光电生产的LTPS型号的液晶显示屏为研究对象,针对我在企业实践中所负责的重工维修站点进行现况分析并提出改善方案以减少产品的报废,提升生产效益。我主要对JI段(生产过程中的其中一段生产过程称为JI段)的维修过程中使用的治具和作业手法进行优化设计,开展了以下研究设计工作:
- 收集报废品的相关信息,观察其成像分布,分析各个站点的作业流程手法等,找出导致报废的根本原因。
- 针对破片,优化设计偏贴站点的作业手法及使用的治具。
- 针对线路刮伤,优化设计清洁站点的作业手法及使用的辅助工具。
- 本文的研究设计在一定程度上降低了产品的报废率,为工厂带来了实际效益。
关键词:LTPS;报废率;优化设计;破片;线路刮伤
Abstract
窗体顶端
With the continuous advancement of technology, LCD screens are constantly updated. In recent years, the most popular product in the LCD screen manufacturing industry is the LTPS product, and various companies are scrambling to start LTPS models. This article takes the LTPS model liquid crystal display produced by AUO as the research object, analyzes the current situation of the heavy industry maintenance site that I was responsible for in the enterprise practice, and proposes an improvement plan to reduce the scrapping of the product and improve the production efficiency. I mainly optimized the fixtures and operations used in the maintenance process of the JI segment (a segment of the production process called the JI segment) and carried out the following research and design work:
(1) Collect the relevant information of scrapped products, observe the imaging distribution, analyze the operation procedures of each site, etc., and identify the root cause of the scrapping.
(2) Optimize the design of site-specific work practices and the use of instruments for fragmentation.
(3) Optimize the design of cleaning site operations and auxiliary tools for line scratches.
The study design of this article has reduced the scrap rate of the product to a certain extent, and brought practical benefits to the factory.
窗体顶端
Keywords: LTPS; scrap rate; optimization design; fragmentation; line scratch
目录
摘要 I
Abstract II
目录 III
第1章 绪论 1
1.1 研究的目的和意义 1
1.2 国内外现状 1
1.3 课题研究内容 3
1.4 主要的研究方法 3
1.4.1 解决问题的基本流程 3
1.4.2 基本统计方法 4
1.4.3 实验设计方法中的因子效应 4
第2章 产线流程分析及报废数据及相关信息收集 5
2.1 重工的站点简介 5
2.2 不良数据整体分析 5
2.3破片数据收集 6
2.4 线路刮伤数据收集 9
2.5 液晶泄露数据收集 10
2.6造成不良的原因初步分析 11
第3章 撕片站点的分析及改善方案设计 12
3.1 液晶泄露的原因分析及差异对比 12
3.2 破片原因分析及差异对比 12
3.3 液晶泄露和破片的改善验证 12
3.3.1 验证方案一 13
3.3.2 验证方案二 14
3.3.3 验证方案三 14
3.3.4 验证方案四 15
3.4 撕片站点改善方案总结及效果确认 17
第4章 清洁站点分析及改善方案设计 18
4.1 线路刮伤原因分析 18
4.2 线路刮伤改善方案验证 18
4.2.1 验证方案一 18
4.2.2 验证方案二 19
4.2.3 验证方案三 20
4.2.4 验证方案四 21
4.3 清洁站点改善总结及效果确认 21
第5章 全文总结和展望 23
5.1 全文总结 23
5.1.1研究内容总结 23
5.1.2改善效益估算 23
5.2 研究展望 23
参考文献: 25
致谢 26
绪论
1.1 研究的目的和意义
目前友达光电苏州有限公司,一家专做液晶屏的企业,其S06厂3B FAB 就正在生产几支LTPS的产品,多为13.3寸和14寸大小的液晶屏,其中有量产品也有新产品,在生产过程中遇到的问题相当多,虽然大部分已经在生产过程中慢慢解决了,但仍然残留着不少问题,为解决这些顽疾,改善其生产的良率,让其能顺利生产,需要设计更为合理的操作手法和专用治具,这正是我所做的事情,如果能达到预期效果,将能提升企业的效益,使量产品良率得到稳步提升,新产品放量生产顺利进行。目前,价格和品质是决定消费者是否愿意购买产品的两个关键的决定性因素。要想提升企业竞争力就必须尽可能的提升企业生产产品的良率。
每种不同类型的产品都有自己的特色、在实际生产的过程中也会遇到不同的问题,对于LTPS的产品由于是近一年来刚引入的产品,在生产过程中还有很多不完善的地方,适应这支产品的生产流程还不算很完美,目前厂内生产的LTPS的产品相比其他普通的TFT LCD产品来说,不良率达到其好几倍,给LTPS的产品的大量生产带来了巨大的压力,由于陆续一直有LTPS的新的型号的产品在导入生产,所以这些迫在眉睫的问题需要尽快被解决,而其中线路刮伤和破片是对产品影响很大的不良,会导致产品只能报废处理(其他很多类型的不良品是可以在厂内自行维修的,只需耗费一些人力及维修材),会造成较大的损失。
要降低生产成本就必须彻底消除生产过程中的各种浪费,即实现精益生产。精益生产是为了满足顾客多样化(P),高品质(Q),低成本(C),短交期(D),安全(S)的需求而发展起来的一种新的生产方式,它追求7个“零”生产:切换时间“零”,库存“零”,不良“零”,浪费“零”,停滞“零”,工伤“零”,故障“零”.消除生产过程中各种浪费的有效手段,所以对报废率的管控对企业来说是很有必要的,也是为实现浪费“零”的第一步[1]。对维修流程的改善不仅能够使操作员更方便准确的操作,还能降低产品报废的风险,减少维修过程中导致的不良品的产生,从而为企业带来效益。
1.2 国内外现状
低温多晶硅技术LTPS(Low Temperature Poly-silicon)最初是日本北美的技术企业为了降低Note-PC显示屏的能耗,令Note-PC显示屏显的更薄更轻而研发的技术[2]。早在1986年索尼公司的鲛岛等人就报告了由a-Si膜的ELA(受激准分子激光器退火)生成结晶及采用该技术的多晶硅TFT(p-Si TFT)的制作。当时的处理温度为260℃、显示了电场效应迁移率180且特性良好的低温p-Si TFT实现的可能性,当前已批量生产的LTPS型号的液晶面板就是采用了该项技术。这项技术直到1998年才正式走上实用阶段,它最大的优势在于超薄,重量轻,低耗电,可以提供更艳丽的色彩和更清晰的影像。与a-Si相比较而言LTPS TFT-LCD可以在更大的基片上形成细微化的CMOS的电路。也可以利用这些技术把外部驱动电路一体化,便可以实现可靠性高、耗电量低、高清晰、高等级的显示器[3]。LTPS TFT-LCD具有高分辨率、反应速度快、高亮度、高开口率等优点,加上由于LTPS - TFT LCD的硅结晶排列较a-Si有次序,使得电子移动率相对高了100倍以上,可以将外围驱动电路同时制作在玻璃基板上,以达到系统整合的目标,能节省空间及驱动IC的成本[4]。
随着智能手机的功能越来越多,特别是不少手机用户对手机的要求也越来越高,最求更高的显示效果以提升观影效果,最求更高的触屏灵敏度以提升玩游戏的体验,追求更薄更轻便的手机以便于携带等,这一切的一切都促进了LTPS的发展。LTPS液晶显示屏开始逐渐占领手机面板市场[5]。正是在这种需求的推动下,国内的LTPS液晶屏的生产线开始陆续建立,2014年7月,中国大陆有两条第6代LTPS的生产线成功建立,一条是华星光电在武汉建立第6代LTPS生产线,另外一条是最终决定从第8.5代线降为第6代的友达昆山厂区的LTPS生产线。为了充分发挥LTPS的优势,同时也为了与非晶硅(a-Si)TFT LCD技术竞争,从2015年的第一季度开始,LTPS的玻璃基板投入量迅速增加。而且随着LTPS的产品不断有新的工厂在2016和2017年投入生产,尤其是在中国和日本增长速度惊人,所以HIS当时就预测LTPS终将威胁到a-Si TFT LCD技术以往在中小尺寸应用中的统治地位,甚至也将对AMOLED产生威胁[6]。从如今的发展趋势来看,京东方第6代LTPS生产线二期项目签约仪式于2016年6月30号在成都举行。天马的第6代LTPS AMOLED产线于2017年4月21日在武汉成功点亮。同行业做液晶显示屏的企业都在不断发展自己LTPS液晶面板的生产技术,更早能适应时代的需求就将意味着更大的市场竞争力。与产能需求日趋饱和的8.5代液晶显示屏相比,LTPS代表了最先进的中小尺寸面板生产技术,即便成本提高了,也还是蕴含着巨大的市场需求,这也正符合我们日常生活中,手机、平板使用量及其价格不断上升,电视等产品购买量不断下降,同时在技术不断更新的同时价格也有所下降的现象[7]。我所研究的对象就是友达光电在苏州的LTPS生产线。虽属于友达光电有限公司,苏州厂区却比昆山厂区晚了近三年才开始正式生产LTPS类型的产品。
为提升企业的竞争力,从2017年6月友达光电苏州厂区开始导入第一支B133系列的产品,在新产品验证阶段就发生了许多的问题,面对独具特色的这只产品,按照正常的作业流程、手法,完全无法实现正常的生产,一度生产的良率连50%都不到,整个工厂都需要针对这只产品在各个站点做出调整,这对所有工程师而言都是一个巨大的挑战,但为了适应市场的需求,这也是他们必须要做到的,否则只能走向灭亡。在经过约9个月的时间,友达光电陆续成功导入了十多支LTPS的产品,并且还在不断导入新的产品,对LTPS的产品的生产流程、手法等也在不断完善,虽然现在生产的良率还远比不上正常的产品(95%以上),但大多数量产的LTPS类型的产品也在不断接近90%。为了达到更高的生产效益,友达光电从来没有停下走向完全自动化和智能化的脚步,不断在导入新的自动化机构,不断在研发新的数据监控系统,不断在提高流程和手法的防呆效果。我相信这也正是这不断发展的时代所需要的,如果一直保持已有的生产状态而不去做一些改变,那么这个企业只会被淘汰,只有能不断更新技术,并能有所突破的企业才能适应这不断发展进步的社会,才能在激烈的竞争中占据一席之地。
1.3 课题研究内容
根据我在公司实习的工作岗位及主管的要求,我研究的是LTPS的产品在重工JI段维修时导致产品损坏而报废的具体原因,然后针对问题点提出解决方案并进行实验验证,找到最佳的解决方案,进一步验证并标准化实施,从而提升企业的生产效益。具体包含以下内容:
- 学习数据的采集和处理方法;
- 熟悉生产液晶屏的基本流程及重工各个站点的具体作业手法;
- 学习处理问题的基本流程和方式;
- 会区分判断产品的各种不良,并能分析造成不良的可能原因及风险点;
- 学会处理异常的具体流程及找出造成异常的风险点;
- 针对破片和液晶泄露的不良找到最好的解决来提升良率;
- 找到解决清洁时造成线路刮伤的问题的办法。
1.4 主要的研究方法
1.4.1 解决问题的基本流程
根据6σ管理法所提出的解决问题的基本流程简称为DMAIC,包括,问题定义,现况分析,原因分析,改善验证及长期控制五个主要部分[8]。
- 问题定义,认识及定义需要处理的问题,明确目标。
- 现况分析,在现场熟悉具体的流程,收集相关的数据,分析当前面临的状况。
- 原因分析,找的所有影响问题的潜在因子并加以排查,找到重要因子。
- 提出改善,针对重要因子想办法解决,并观察解决效果。
- 长期控制,将有效的解决方案加以实施,并思考后续还有待改进的问题等。
1.4.2 基本统计方法
统计是在面对不确定的情况下,提供人们做出聪明决策的科学方法,过程包括资料的收集、整理、呈现、解释与分析。并藉由此过程,进而根据分析的结果加以推论,从而获得合理的研判与有效的结论。常采用样本收集数据,分析数据特征,使用各种分析工具及图表,筛选数据,将数据用不同的形式呈现加以推论,来得到我们需要的结果[9]。
1.4.3 实验设计方法中的因子效应
因子效应的三大基本原则:阶层性,低阶效应比高阶效应重要,效应等阶时,重要性相同,主要是指我们需要找到问题的根本原因;稀疏性,重要的因子不多(80/20法则),遵从影响问题的主要原因(影响比例超过80%)来自于少数几个重要的影响因素;继承性,当交互作用显著时,至少有其中一项主效应显著,通过这种方式能不断缩小影响因素的范围,找到重要因子[10]。
第2章 产线流程分析及报废数据及相关信息收集
2.1 重工的站点简介
如图2.1所示,为友达光电苏州厂区液晶屏生产过程的简易流程图,其中分为六个主要生产流程,流程名称在不同公司可能会有所不同,但大体工艺过程基本相同,每个流程中都包含有好几个站点,多道工艺过程。
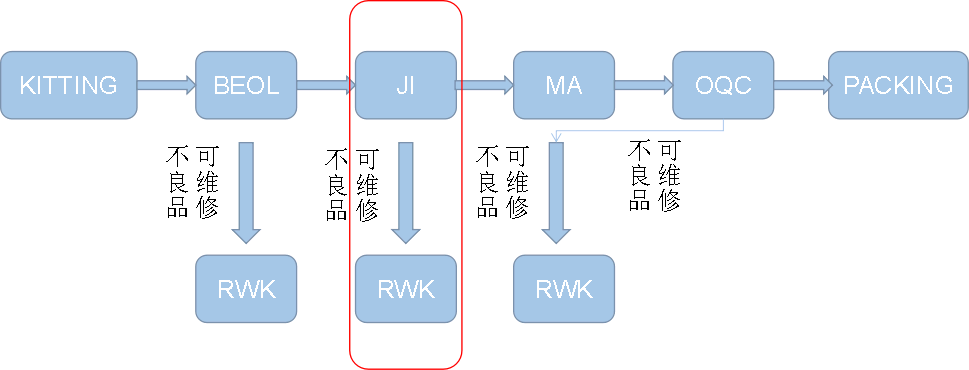 图2.1 工艺流程简图
图2.1 工艺流程简图
在工厂中从单独的裸片到完整的可使用的液晶屏一般分为三个主要步骤即BEOL、JI、MA,包含切割将产品由大片切割成小片,贴偏光片,压合IC (集成电路卡)、压合FPC(柔性电路板)、压合PCB(印刷电路板)以及组装背光等[11]。简单来说重工就是维修主线上产生的不良品的地方,因此可以说生产主线上能做到的事在重工都能做到,主线上不能做到的事重工也能做到。
和主线一样重工也分成三大部分,BEOL重工、 JI重工、 MA重工,与主线不同之处为主线上的JI段是一段连续的完整的全自动的生产过程,而在重工各道工艺之间是分开的,且使用的多为半自动的机台,像贴片和撕片更是有纯手动的,因此重工安排的人力比8条主线安排的人力加起来还要多,所以在规范作业流程手法时一定要尽可能的减少人为因素的干扰。我的研究针对的是JI段的重工,JI段的重工维修包括对偏光片的维修,IC的维修和PCB的维修。
2.2 不良数据整体分析
对三月份生产的所有LTPS的产品的报废品进行数据收集,统计其报废原因,不良成像,产生时间等,以便于进一步的分析。收集结果显示,报废的原因有,破片、线路刮伤、液晶泄露、亮点聚集、多点不良等。如下图2.2的柏拉图所示,根据80/20法则影响报废率的主要原因是破片、线路刮伤及液晶泄露。
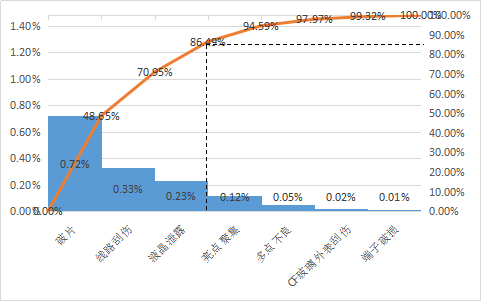
图2.2 不良数据统计
2.3破片数据收集
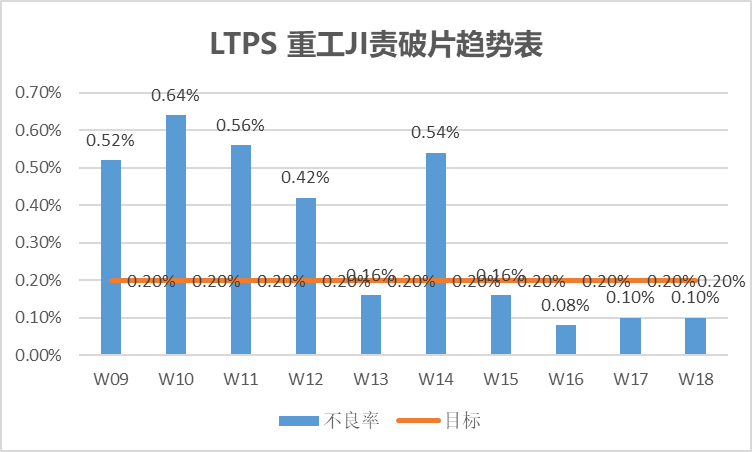
对今年LTPS产品生产时间段内总的良率统计如下图2.3所示其中我们可以很清楚的
图2.3 LTPS JI责破片统计
看出,JI段产生的破片都没能达到JI段的不良率目标0.4%。另外其不良率的变化幅度也较大,表明其中一定还存在着很多的不稳定因素在影响着产品的破片率,这也将是后续需要关注的重点。另外JI责的破片分为两个部分:JI主线和JI重工,两者破片率约各占一半,故JI重工的破片良率目标为0.2%。经过一段时间的收集整理得到了重工关于破片的具体信息如下表2.1所示。
表2.1 RWK LTPS 破片统计
RWK LTPS破片统计表 | |||||||
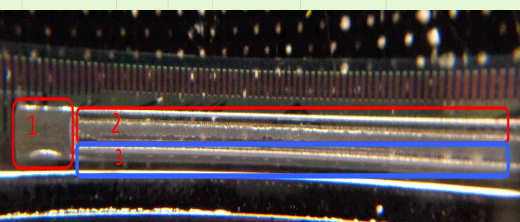
破片代码:A、线路端贝壳状破片 B、线路端延伸性裂纹 C、线路部分掉落 D、线路端破脚 E、非线路端边角破损 F、非线路端裂纹 G、显示区破损 H、压合区破损 I、其它破损 | |||||||
日期 | 班别 | Model | 数量 | 检出位置 | 破片类型 | 破片位置 | 破片原因分析 |
3月1日 | N | B140HAN05.0 | 1 | R-FPC1 | I | FPC1 | 拔IC破片 |
3月5日 | D | B140QAN04.0 | 1 | R-COG | H | H角 | 拔IC破片 |
3月5日 | D | B140QAN04.0 | 2 | R-FV | H | H角 | 撕片 |
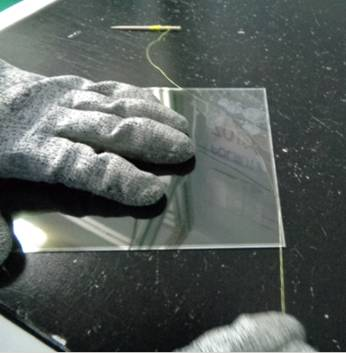
3月5日 | N | B140QAN04.0 | 1 | R-PFA | A | I边 | 撕片 |
3月8日 | D | B140QAN04.0 | 1 | R-OM | D | A角 | 撕片 |
3月13日 | D | B133HAN05.0 | 1 | 来料 | J | G边 | 主线来料 |
3月13日 | D | B133HAN05.0 | 3 | Beol | F | F角 | 机台作业造成 |
3月15日 | D | B133HAN05.0 | 3 | R-PFA | B | J边 | 撕片 |
3月16日 | N | B133HAN05.0 | 1 | R-PFA | B | J边 | 撕片 |
3月18日 | N | B133HAN05.0 | 1 | R-FV | D | D角 | 清洁残胶 |
3月19日 | D | B133HAN05.0 | 3 | RWK | G | G边 | 机台压破 |
3月19日 | D | B133HAN05.0 | 3 | RWK | C | K角 | 撕片 |
3月19日 | D | B133HAN05.0 | 2 | R-PFA | B | I边 | 撕片 |
(续) | |||||||
日期 | 班别 | Model | 数量 | 检出位置 | 破片类型 | 破片位置 | 破片原因分析 |
3月20日 | N | B140HAN05.0 | 2 | R-PFA | D | B边 | 撕片 |
3月20日 | N | B140QAN02.2 | 1 | R-FV | E | D角 | 清洁ACF压合区 |
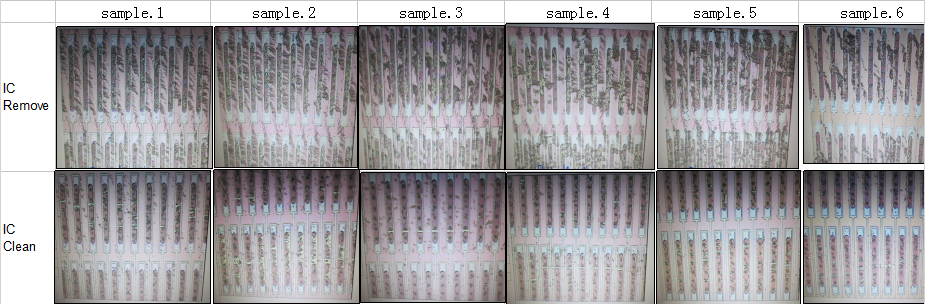
3月22日 | N | B140QAN02.2 | 3 | IC-REMVE | H | 压合区 | 拔IC破片 |
3月23日 | D | B133HAN05.0 | 1 | R-FV | G | J边 | 清洁残胶 |
3月23日 | N | B140HAN05.0 | 2 | IC-REMVE | D | 压合区 | 拔IC破片 |
3月23日 | N | B133HAN05.0 | 3 | RWK | H | D角 | 撕片*1 产线投片*1 清洁*1 |
3月23日 | N | B140QAN02.2 | 1 | R-PFA | H | B边 | 撕片 |
3月24日 | N | B140HAN05.0 | 1 | R-FOG | D | A角 | FOG |
3月24日 | N | B140QAN02.2 | 3 | IC-REMVE | D | 压合区 | 拔IC破片 |
3月25日 | N | B140QAN02.2 | 2 | IC-REMVE | D | 压合区 | 拔IC破片 |
3月25日 | N | B140QAN02.2 | 1 | RWK | I | A角 | 撕片 |
3月26日 | N | B140QAN02.0 | 1 | R-FOG | F | H角 | 机台压破 |
3月27日 | D | B140HAN05.4 | 2 | R-PFA | J | G边 | 来料延伸 |
3月27日 | D | B133HAN05.0 | 1 | PBI | I | D角 | 人为破片 |
3月27日 | N | B140QAN02.0 | 1 | IC-CLEAN | I | D角 | 清洁ACF压合区 |
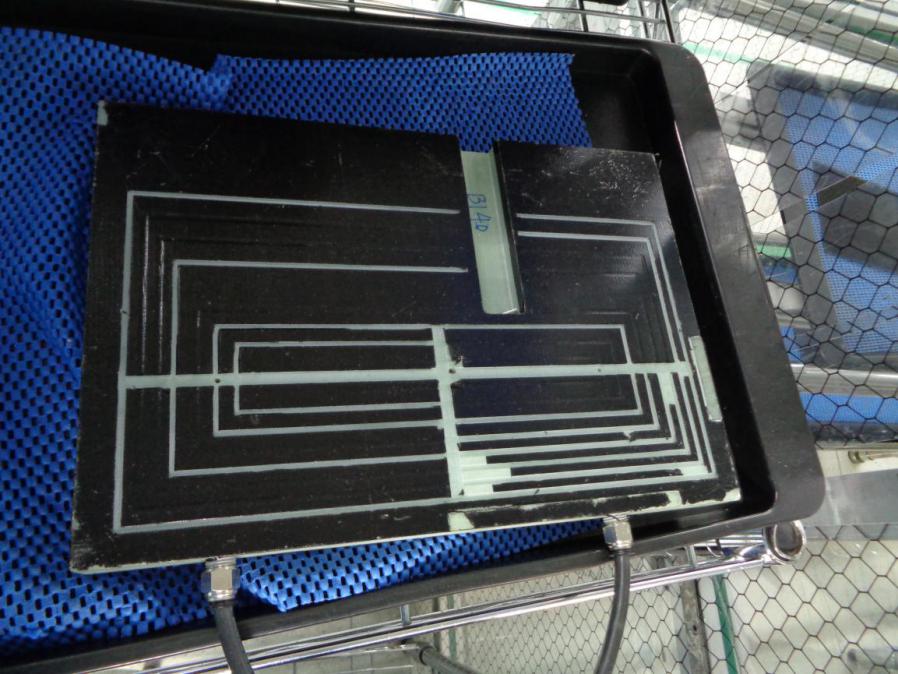
下图2.4为液晶屏的的位置定义,其中CF面朝上放置。
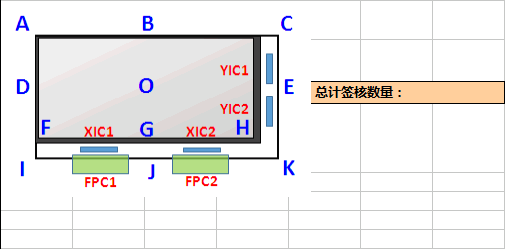 图2.4 液晶屏边角定义
图2.4 液晶屏边角定义
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: