减速器生产线布置优化及其三班制排班系统设计毕业论文
2020-04-08 13:22:51
摘 要
减速箱企业生产中,对于减速器生产线的布置优化,以及减速箱车间人员的排班是企业生产管理中十分重要的两个方面。在减速器生产线布置优化方面,基于机床设备性能最优和生产物流费用最低两个目标,设计了生产线工艺专业化形式和三排机床布局布置方案;在人员排班方面,使用ASP.NET 4.0和SQL 2008作开发软件,主要设计了三班制排班系统,首先建立了排班规则库,然后根据企业的实际需求来选择相应的规则,通过系统管理人员信息和机床信息,将人员个人需求、单技能和多技能人员因素加入排班考虑当中,并将人员进行用户权限管理,实现服务器端和浏览器端的各自操作,管理人员进行系统全面管理,包括系统维护、基础信息管理、人员排班、历史排班引用、排班文件的导入导出等,普通用户则查看个人排班信息。两方面相结合提升企业生产管理的软实力。
关键词:生产线布置;三班制排班;排班规则库;
Abstract
In the production of reducer enterprises, the layout optimization of reducer production line and the scheduling of decelerator workshop are two important aspects in the production management of enterprises. Speed reducer assembly line layout optimization, based on the machine equipment optimal performance and production logistics cost minimum two objectives, design the professional form and three rows of machine tool production line layout arrangement plan; In terms of staff scheduling, use ASP.NET 4.0 and SQL 2008 for developing software, the main three shifts and scheduling system is designed, and scheduling rule base is established first, and then according to the actual needs of enterprises to choose the corresponding rules, through the system management information and machine tools, to individual needs, single and more skills personnel factors to join scheduling to consider, and personnel to the user rights management, realize the server and the browser each operation, comprehensive management system management, This includes system maintenance, basic information management, staff scheduling, history scheduling references, and the import and export of scheduling files, while ordinary users view personal scheduling information. The two aspects combine to enhance the soft power of enterprise production management.
Key words: three rows of layout; staff scheduling; scheduling rules library;
目 录
第1章 绪论 6
1.1课题研究的背景及意义 6
1.1.1课题研究的背景 6
1.1.1课题研究的意义 6
1.2课题研究的国内外现状及其发展趋势 7
1.2.1人员自动排班系统的研究现状 7
1.2.2人员自动排班系统的发展趋势 8
1.3设计内容 8
第2章车间生产线布置设计 9
2.1减速箱体的工艺性分析 9
2.2生产线机床布置设计 10
2.2.1生产线机床布置设计定义与原则 10
2.2.2生产线机床布置设计模型优化 11
2.3本章小结 12
第3章 减速箱企业三班制人员排班系统设计 13
3.1概述 13
3.2 三班制排班系统设计最终目标 13
3.3 开发及运行环境 13
3.4 SQL 2008软件和ASP.NET 4.0系统简介 14
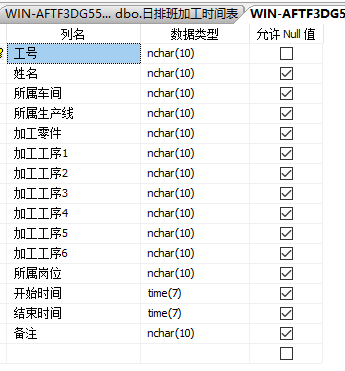
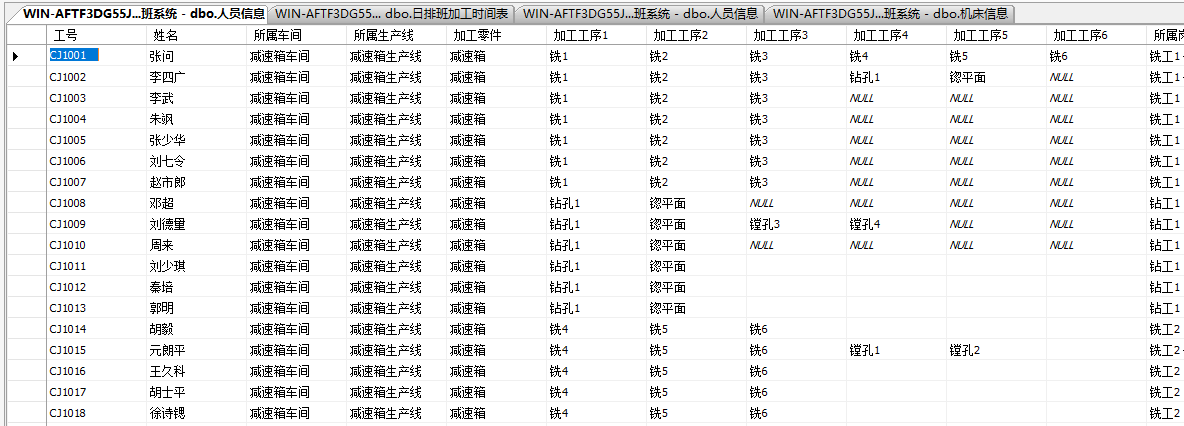
3.5排班人员数据库的设计与建立 14
3.6三班制人员排班算法与原理 17
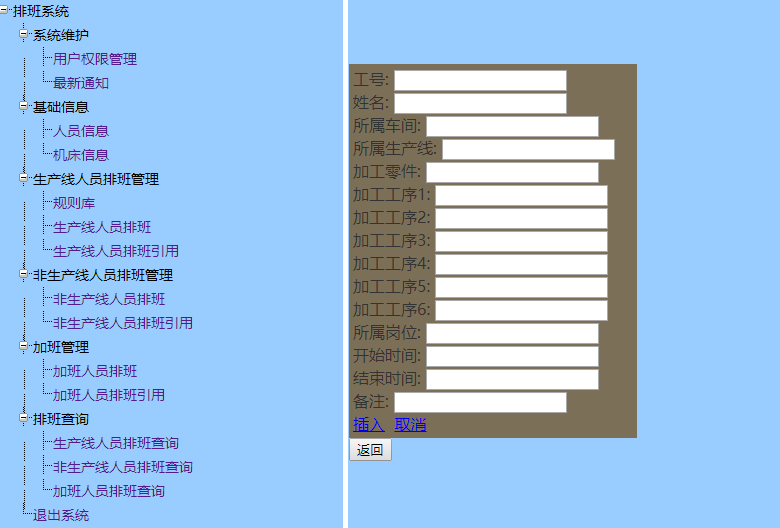
3.6三班制人员排班系统的界面设计 19
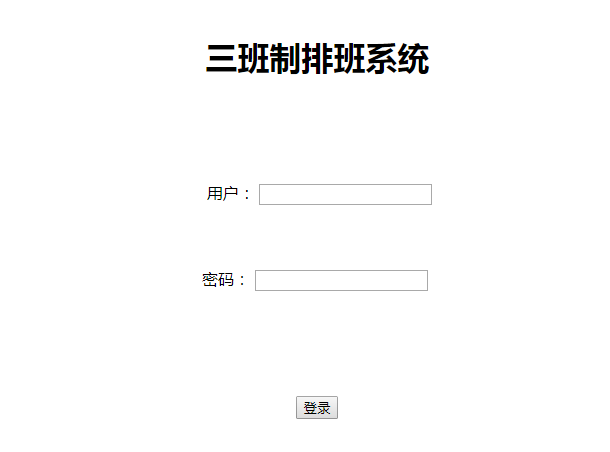
3.6.1 用户登录界面 19
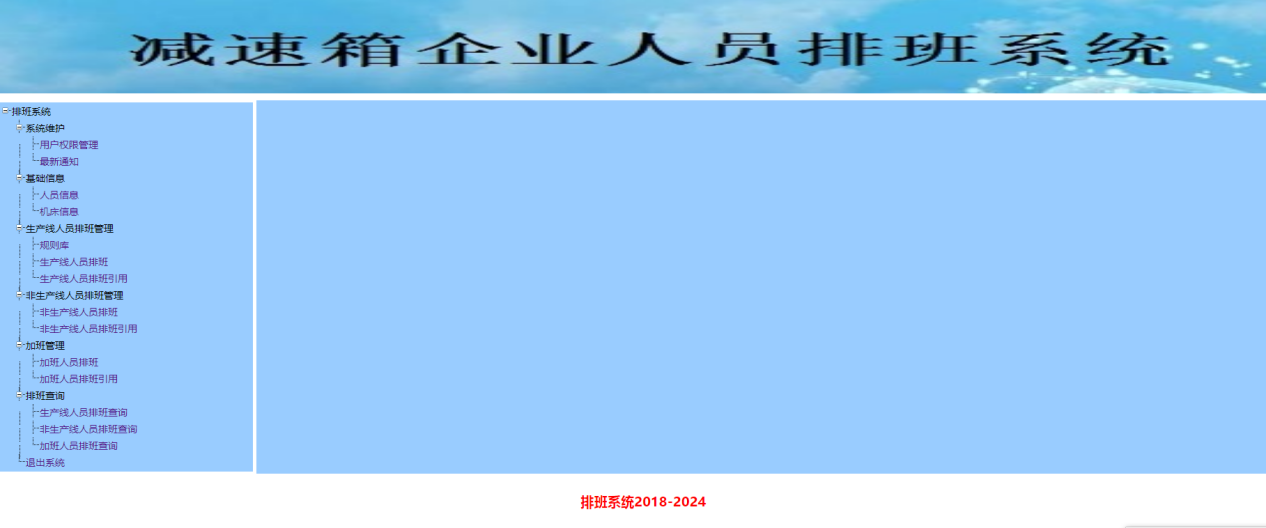
3.6.2 母版页模块 20
3.6.3 系统维护模块 20
3.6.4 基础信息模块 21
3.6.5生产线人员排班管理模块 23
3.6.6非生产线人员排班管理模块 26
3.6.7加班管理模块 27
3.6.8排班查询模块 28
3.7本章小结 29
附录
参考文献 41
致谢 42
绪论
1.1课题研究的背景及意义
1.1.1课题研究的背景
随着现在社会信息飞速发展,传统制造企业也朝着信息化、现代化的方向发展着。对于减速箱企业来说,如何完美生产减速箱并且降低成本固然是企业变强的重要因素,但是对于减速箱车间来说,对于车间的布置优化,以及车间的人力资源安排,也是提升企业生产力的重要因素。比如对于车间布置,如何更好的安排机床位置使得物料运输效率提高等。在人力资源管理方面,如何合理安排员工的工作,使得员工根据实际情况能够更好的投入工作,提升工作的效率,并且和脱离传统人员排班的束缚,使得管理工作变得快捷化和效率化,让管理人员从繁忙的安排事宜中解脱,这些都是提高企业生产力需要面对的问题。因此优化减速箱车间的生产线以及开发一套能够自动人性化、高效并且符合企业和员工实际情况的排班系统,是十分有必要的。使用该排班系统,管理人员可以根据实际情况对企业的员工信息进行更好的统计并且能实时更新,结合员工个人的技能不同、工作时间不同、企业的车间工序机床位置来进行高效、柔性的排班管理,使得企业生产力大大的提高,企业员工的工作效率也大大提高,提升企业在现有复杂形势下的竞争力。
1.1.1课题研究的意义
本课题根据减速箱产品生产过程的实际情况,设计优化了减速器生产线,并且通过生产线,考虑员工的技能不同和多样化,开发线上人员三班制排班系统,考虑单技能和多技能员工水平,建立了以最大化生产线产能和最小化人员成本为目标的的生产线人员排班模型,维持生产线高效运行。从而提高车间软实力,促进减速箱企业的发展。本课题所研究的理论结果,对减速箱企业人力资源管理具有一定的参考价值,具体作用有以下几个方面:
(1)进行系统的人员信息管理与机床信息管理,建立系统化的人员排班系统,该系统是根据规则库中规则约束进行排班,对传统的依靠主观判断和个人经验的排班方式有很大创新。并且能够在网上对人员信息和机床信息进行整合,可以实时添加或者删除。比起传统的手动登记信息要方便快捷的多。
(2)将自动排班、规则库排班、单技能和多技能人员排班的理念与先进的技术手段相结合,通过数据库和软件开发一套减速箱企业人员三班制排班系统,企业可以及时了解到车间的全面信息,以及员工的个人需求,对实际情况进行动态调整,以完成高效、有调理的排班
(3)能够调用排班的历史记录,对于不同员工(生产线、非生产线、加班)的排班记录都能得到保存以及统计。
1.2课题研究的国内外现状及其发展趋势
1.2.1人员自动排班系统的研究现状
随着是社会的发展,现在的经济趋势是向着信息化、科学化、知识型的方面发展,那么减速箱企业要想保持竞争优势,改变传统模式,就要从物料、机器、人员管理方面寻求突破,其中最重要的就是人员的管理,人员作为知识、技能的载体,必将是企业发展要优先考虑的问题,那么人员配置的问题就变得更加重要。
在人员配置方面,国内外研究进程有些不同,国外对车间人员配置问题的研究局面很繁荣。很多学者针对操作人员配置问题提出了单目标或多目标混合整数规划模型,并通过启发式方法来进行求解。例如:1997年,Vembu Srinivasan针对单元制造系统操作人员的优化配置和工作排序的问题,以最小化生产周期为优化目标构建了混合整数规划模型,并提出了一种启发式算法来求解;Bhaskar和Srinivasan为解决单元制造系统的人员配置问题,提出了单目标混合整数规划模型,以达到平衡各个制造单元间的工作负荷和最小化生产周期的目的。以上这些学者对操作人员配置的研究都是静态的,有一定的局限性,为了更适应实际车间生产的具体运作情况,一些学者提出了动态人员配置模型;例如,2000年,有学者提出车间人员动态管理方法,为提高生产率和人员管理的有效性,他们根据人员的个人需求和任务完成率以及执行情况将人员安排到对应工作岗位;在此问题研究上,有人将研究重点放在车间实际情况下的人员动态配置,例如机床发生故障、某批产品加工质量有问题、设备之间互相干扰等情况下如何进行人员排班。2002年,Yang,Fu和Yang等在考虑产品质量水平,机器故障和机器干扰等问题的基础上提出一个基于仿真的动态操作人员配置策略。
国内针对人员排班问题的研究起步较晚,现在国内的企业上班制度基本有两班制以及三班制,大部分情况下都是进行人工手动排班,依照实际情况按顺序轮流,但是这样始终不是很方便。虽然有很多学者在这方面进行了研究,但是还是研究较少。但也有很多学者提出了有意义的研究成果,例如,石磊对人力资源系统的设计研究以及对考勤排班系统的设计。高丽等人针对人员排班和工作排序的问题,考虑柔性生产过程提出了人员排班模型;沈维蕾、黄莉以装配线上人员配置为目标,创造性的提出了人员胜任力指数理念,对排班中人员的角色考虑的更加实际,使得排班变得更加准确和人性化。
1.2.2人员自动排班系统的发展趋势
目前,专门针对人员排班系统的研究主要集中在医院护士排班、公交车司机排班等复杂人员调度的方面,以及基本都是单班或者两班制,专门针对制造型企业的排班系统不多,因为在制造业中,尤其是减速箱生产线就需要员工时常进行三班倒的排班,和其他单班、两班制大大不同。因此,大多数减速箱企业排班问题主要是靠人工解决,这样就会使得排班过程十分的繁琐,管理人员就需要耗费大量的精力在人员的排班上面,但由于是人员操作,就经常会出现排班不公平,还有排班不及时等情况。所以开发出一个减速箱企业的三班制人员排班系统对对企业人员信息、机床信息、人员需求、人员排班情况等进行统一的管理,同时对员工的创造的效益以及效率进行统计,对排班工作进行及时优化,是十分有必要的
1.3设计内容
本文主要任务是进行某一减速箱生产线布置设计及其人员排班系统设计,依据本文的设计过程内容概述如下:
- 主要介绍了对车间数字信息化的意义,介绍了减速箱企业人员自动排班系统的国内外现状;以及未来的发展趋势。
- 第章主要介绍减速箱企业生产线布置设计。
第三章主要介绍了三班制人员排班系统的开发环境,数据库以及系统界面构成
第四章要介绍此排班系统的关键部分。
第2章车间生产线布置设计
2.1减速箱体的工艺性分析
要对减速箱车间生产线进行布置,首先第一步就是对减速箱箱体进行工艺分析。在知道其产品的制作工艺后,才能根据减速器需要的加工步骤来布置生产线机床。零件加工时定位基准的选择与工艺过程的制定是密切相关的,定位基准的选择对于加工来说至关重要,所以再加工的过程中遵守以下基本原则:
- 先基准面后其它--先选择加工表面加工作为精基准,然后将加工的精基准为定位基准,随后再加工其他表面。
- 先粗后精--先对各表面进行粗加工,然后再进行精加工
- 先主后次—主要表面一般是指所需加工零件上的设计基准面和重要工作面。零件质量的主要因素便是由这些表面来制定的,工艺的主要内容就是加工这些主要表面,所以我们要首先考虑加工主要表面的工序安排,以保证主要表面的加工精度。在做好主要表面的加工之后,再根据产品所需其他要求考虑次要表面的内容
- 先面后孔—这主要是对加工箱体和支架类而言。一般这类零件上既有表面又有孔,这时应该首先将将装配基准平面加工出来,再以这个平面为基准加工孔。
因此减速箱箱体的加工按照上述原则有如下加工方案:
铸造机盖-时效处理-粗精铣机盖底面-粗精铣机盖结合面-钻锪机盖装备孔-铣窥视孔-钻窥视孔螺钉孔-钻起盖螺孔-钻吊环螺孔-中间质检-机座铸造-时效处理-粗精铣机座底面-粗精铣机座结合面-钻锪机座装备孔-钻铰地脚螺栓孔-钻地脚螺钉孔-铣油槽-铣泄油孔、油标孔端面-钻泄油孔、油标孔攻丝-粗精铣轴承孔端面-粗精镗两轴承孔*-去毛刺-清洗-检验
编号 | 设备名称 | 型号 | 编号 | 设备名称 | 型号 |
1 | 万能铣床 | X62W | 12 | 摇臂钻床 | Z3025 |
2 | 万能铣床 | X62W | 13 | 立式铣床 | Z3025 |
3 | 摇臂钻床 | Z3025 | 14 | 立式铣床 | Z3025 |
4 | 立式铣床 | Z3025 | 15 | 摇臂钻床 | Z3025 |
5 | 摇臂钻床 | Z3025 | 16 | 万能铣床 | X62W |
6 | 摇臂钻床 | Z3025 | 17 | 卧式镗床 | T68 |
7 | 检验台 | 18 | 钳工台 | ||
8 | 万能铣床 | X62W | 19 | 清洗机 | |
9 | 万能铣床 | X62W | 20 | 检验台 | |
10 | 摇臂钻床 | Z3025 | |||
11 | 摇臂钻床 | Z3025 |
表2.1 减速箱箱体加工车间设备清单
2.2生产线机床布置设计
2.2.1生产线机床布置设计定义与原则
减速箱生产线是指减速箱加工过程中经历的全部路线,也就是加工过程中经历的加工工序的流程,生产线布置则是指在减速箱车间合理的确定各机床设备的合理布局,以保证减速箱的正常有序生产。设计要考虑企业的生产规模、车间面积、企业技术实力等多方面因素,但都要满足以下规则:
- 按照零件生产线的加工顺序,设计出物流最优的路径,一般都是呈直线或者折线。
- 要能够按照规定的的生产计划,在规定的时间内加工出符合质量要求的产品;
- 方便物料进入车间和成品成品运出车间;
- 机床布局空间要考虑机床设备的性能最优,同时体现“以人为本“,考虑到多技能员工加工方便等因素。
2.2.2生产线机床布置设计模型及优化
对于生产制造车间,使用二次分配问题模型,每一个机床都对应一个位置,从一个机床到另一个机床所需要的物流值和费用,不同机床间的物流值和费用不同,将机床按照一定的次序进行布置,使总的生产物流的费用最小。布局优化使二次分配的优化问题,需要考虑各种环境因素,因此有必要对其增加一些约束条件:
1.把生产车间进行网格化,用位置坐标(x,y)表示机床设备所在的位置,如此就可以规定工件加工的物流线路,三排机床布局优化的数学模型如图2.3所示。
2.构造单元的距离矩阵。根据求解物流路线的方便,两点之间的距离我们可以采用直线距离或者折线距离,从而得到系统的距离矩阵。
如果给出运输工具和单位距离、单位物流量的费用,物流最小的位置规划目标函数可表示为:
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: