减速器生产线布置设计及其人员排班系统改版设计毕业论文
2020-04-08 13:22:45
摘 要
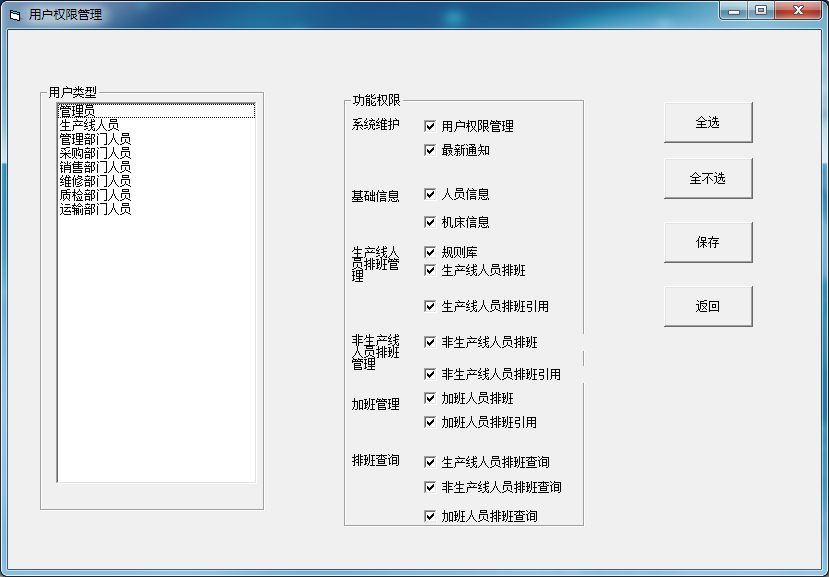
生产线布置设计和车间人员排班是制造类企业必不可少的两样重要的管理手段,在生产线布置设计方面,为了调配好机床设备与生产成本之间的关系使两者达到一个平衡点,因此我采用了生产工艺专业化和三排布局方案;人员排班方面,与时俱进抛弃老版Vb版本,使用asp.net开发,首先建立了系统的约束条件,使用的企业可以按照自己的需求制定相应的排班规则,管理员在线上管理车间人员信息和机床信息,而且将员工能力水平纳入排班考虑中,并且登录人员有着权限限制,管理员有比普通工人更多权限来修改、管理系统(包括系统维护、排班表导入导出、历史排班查询等),普通工人则局限于查看排班信息。
关键词:生产线布置;人员排班;排班约束;
Abstract
窗体顶端
Production line layout design and workshop staff scheduling are two important management methods that are essential for manufacturing companies. In terms of production line layout design, in order to balance the relationship between machine equipment and production costs, the two have reached a balance point, so I Adopted the production process specialization and the three-row layout program; personnel scheduling, using asp.net development, first established a system of constraints, the use of enterprises can develop according to their own needs of the corresponding scheduling rules, administrators online Management of shop floor personnel information and machine tool information, and the inclusion of staff competence levels in scheduling considerations, and that logged-in personnel have authority limits, and the administrator has more authority than ordinary workers to modify and manage the system (including system maintenance, schedule import and export , history, scheduling, etc.), ordinary workers are limited to viewing scheduling information.
窗体底端
Key words: three rows of layout; staff scheduling; scheduling constraint;
目 录
第1章 绪论 1
1.1课题研究的背景及意义 1
1.1.1课题研究的背景 1
1.1.1课题研究的意义 1
1.2课题研究的国内外现状及其发展趋势 2
1.2.1人员自动排班系统的研究现状 2
1.2.2人员自动排班系统的发展趋势 2
1.3设计内容 3
第2章车间生产线布置设计 4
2.1减速箱体的工艺性分析 4
2.2生产线机床布置设计 5
2.2.1生产线机床布置设计定义与原则 5
2.2.2生产线机床布置设计模型 5
2.3本章小结 6
第3章减速箱企业人员自动排班系统设计原理 7
3.1 人员自动排班系统设计概述 7
3.2 人员自动排班系统设计最终目标 7
3.3 软件和系统简介 7
3.4排班人员数据库的设计与建立 8
3.5人员排班算法与原理 10
3.6本章小结 12
第4章 减速箱企业车间人员自动排班系统设计 13
4.1 概述 13
4.2 设计要点 13
4.3 系统展示 14
4.3.1登录窗体 14
4.3.2主窗体模块 14
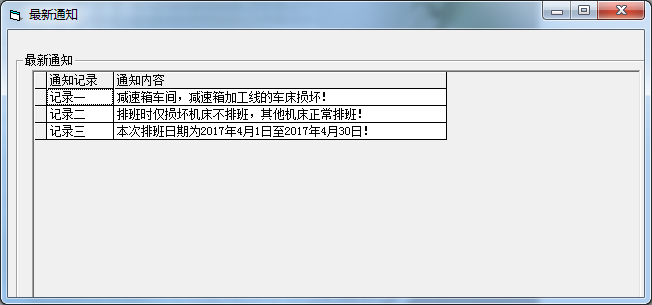
4.3.3系统维护模块 14
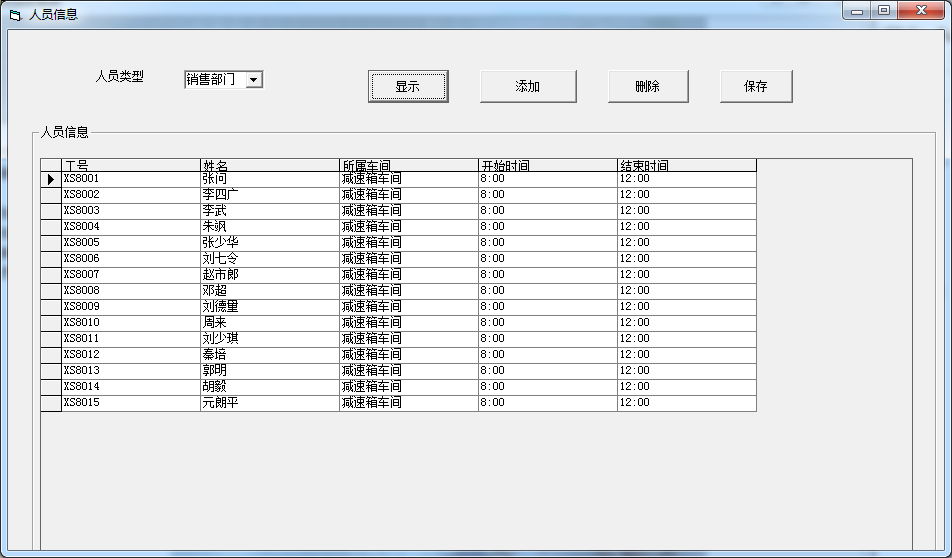
4.3.4基础信息模块 16
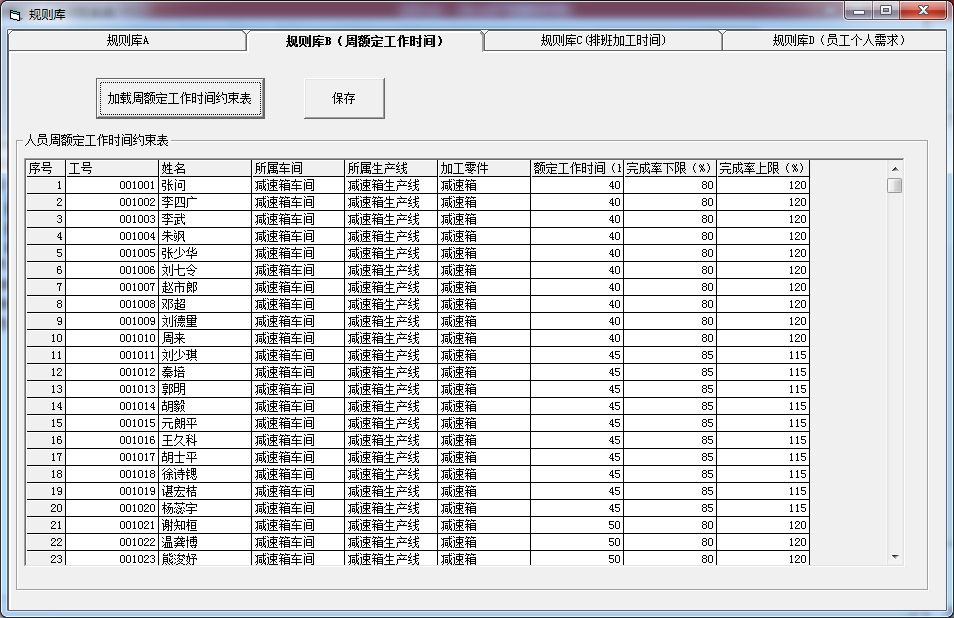
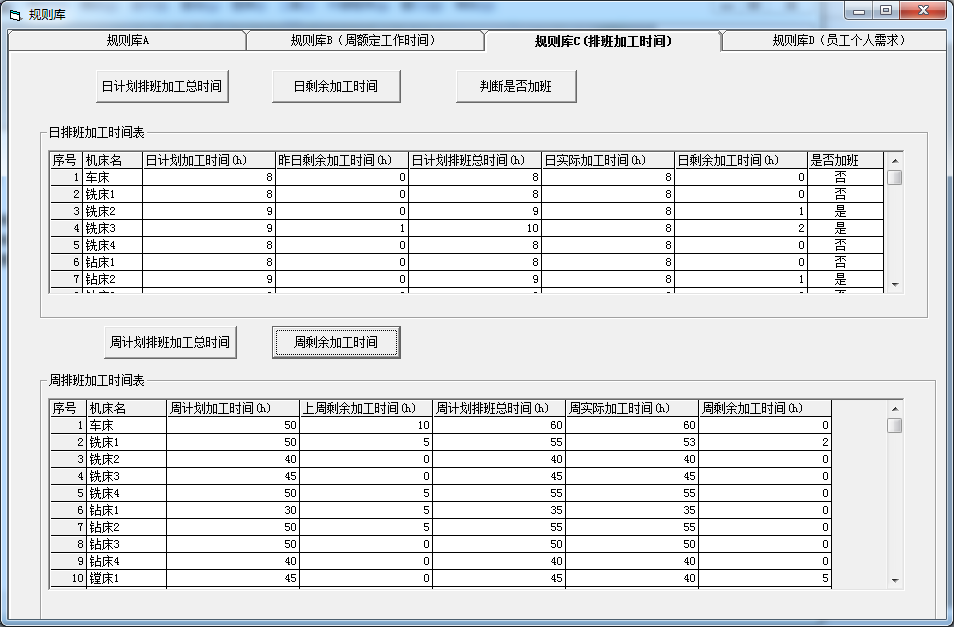
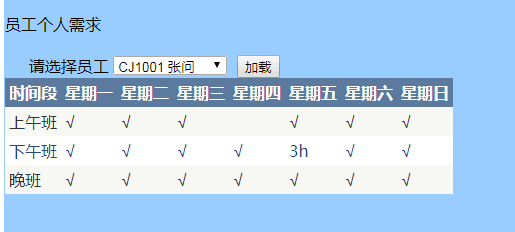
4.3.5生产线人员排班管理模块 17
4.3.6非生产线人员排班管理模块 26
4.3.7加班管理模块 28
4.3.8排班查询模块 31
4.4 本章小结 32
第5章 人员排班关键技术 33
5.1人员排班系统重点部分 33
5.2人员排班系统关键设计 33
5.3本章小结 39
第6章 结 论 40
参考文献 41
致谢 43
绪论
1.1课题研究的背景及意义
1.1.1课题研究的背景
装备制造业是国民经济的脊梁,它的各项经济指标占全国工业的很大比重;是高技术的载体及转化为生产力的桥梁和通道,第三次工业革命兴起的信息技术、核技术、空间技术等,无一不是通过装备制造业创造出来的,可以说装备制造业是高科技的载体。在目前市场经济形势下,提高生产效率是所有制造企业的主要任务,为此,制造企业必须利用有限的制造资源实现最大的生产率来提高自身竞争优势,以求得长远发展。机器、物料和操作人员三者之间的关系如何通过一个软件和谐统一起来成为一个亟待解决的问题,这样一款软件也为如今大多数企业翘首以盼。
根据减速箱产品生产过程的实际情况,考虑到每位员工的需求,开发线上人员自动排班系统软件,尤其是关键岗位操作工人离岗(特殊原因)引起的在排班问题,本课题根据减速器产品的实际生产情况,对其生产线进行了布置设计,还有针对在减速箱制造企业,其车间生产线和多规则下人力资源如何实现各生产工位操作工人的动态匹配问题,本课题通关开发基于asp语言的排班软件来解决这个问题。传统的车间管理人员依靠主观判断和个人经验进行车间生产线上人员排班方式如今已经不再适合,建立量化的线上操作人员胜任力考核评价体系,由操作人员相对各操作任务胜任能力指数,构建科学的人员排班模型,进行最优化配置才是当今最合适的选择。
1.1.1课题研究的意义
随着是社会的发展,现在的经济趋势是向着信息化、科学化、知识型的方面发展与国际先进水平相比,让管理人员能分析员工工作效率,为对员工的工作技巧、方法、态度等车间专项培训和为管理提供相关数据支持决策分析。形成高效、灵活、柔性的车间人力资源管理,提升促进机加工车间的发展,才能使公司朝着信息化、网络化、现代化目标迈进。
因此,在减速箱制造企业,其车间生产线和多规则下人力资源如何实现各生产工位操作工人的动态匹配,以及如何实现各生产任务和生产人员的优化配置等方面需要大力研究。
1.2课题研究的国内外现状及其发展趋势
1.2.1人员自动排班系统的研究现状
随着是社会的发展,现在的经济趋势是向着信息化、科学化、知识型的方面发展,那么减速箱企业要想保持竞争优势,改变传统模式,就要从物料、机器、人员管理方面寻求突破,其中最重要的就是人员的管理,人员作为知识、技能的载体,必将是企业发展要优先考虑的问题,那么人员配置的问题就变得更加重要。
在人员配置方面,国内外研究进程有些不同,国外对车间人员配置问题的研究局面很繁荣。例如,1997年,Vembu Srinivasan针对单元制造系统操作人员的优化配置和工作排序的问题,以最小化生产周期为优化目标构建了混合整数规划模型,并提出了一种启发式算法来求解;为了更适应实际车间生产的具体运作情况,一些学者提出了动态人员配置模型;2002年,Yang,Fu和Yang等在考虑产品质量水平,机器故障和机器干扰等问题的基础上提出一个基于仿真的动态操作人员配置策略。
在此问题研究上,有人将研究重点放在车间实际情况下的人员动态配置,例如机床发生故障、某批产品加工质量有问题、设备之间互相干扰等情况下如何进行人员排班。
国内针对人员排班问题的研究起步较晚,但也有很多学者提出了有意义的研究成果。
1.2.2人员自动排班系统的发展趋势
目前,人员排班系统主要应用在医疗、交通方面,例如护士排班,公交司机排班,专门针对制造型企业的人员排班系统设计不多、不精,大多数制造企业靠人力解决排班问题,这就使得排班工作变得繁琐、费事费力、排班结果还不准确,采用人工排班安排的话,可能出现不公平、不合理的情况。所以迫切需要一个排班软件对企业人员信息、机床信息、人员需求、人员排班情况等进行统一的管理,同时对员工的创造的效益以及效率进行统计,方便对排班工作进行及时优化。
1.3设计内容
本文主要任务是进行某一减速箱生产线布置设计及其人员排班系统设计,依据本文的设计过程内容概述如下:
主要介绍了对车间数字信息化的意义,介绍了减速箱企业人员自动排班系统的国内外现状;
第章主要介绍减速箱企业生产线布置设计。
主要讲了减速箱企业人员自动排班系统设计原理,包括整个系统设计的开发环境、设计目标和设计流程等内容。
第四章主要介绍了减速箱企业人员自动排班系统,包括其组成、操作、界面等。
第五章主要介绍此排班系统的关键部分。
第2章车间生产线布置设计
2.1减速箱体的工艺性分析
工艺分析是生产线布置设计的第一步,只有清晰了工件的工艺性以及产品的价值,才能给出产品在不同加工阶段最合适的加工方式。减速箱体加工时加工路线的拟定与其制造工艺息息相关,所以以下基本原则必须遵守:基准先行;先主后次;先粗后精;先面后孔。
按照上述要求,我们有下述加工方案:铸造箱盖-时效处理-粗精铣机盖底面-粗精铣机盖结合面-钻锪机盖装备孔-铣窥视孔-钻窥视孔螺钉孔-钻起盖螺孔-钻吊环螺孔-中间质检-机座铸造-时效处理-粗精铣机座底面-粗精铣机座结合面-钻锪机座装备孔-钻铰地脚螺栓孔-钻地脚螺钉孔-铣油槽-铣泄油孔、油标孔端面-钻泄油孔、油标孔攻丝-粗精铣轴承孔端面-粗精镗两轴承孔-去毛刺-清洗-检验
编号 | 设备名称 | 型号 | 编号 | 设备名称 | 型号 |
1 | 工具铣床 | X8130 | 12 | 台式钻床 | Z512B |
2 | 工具铣床 | X8130 | 13 | 工具铣床 | X8130 |
3 | 台式钻床 | Z512B | 14 | 工具铣床 | X8130 |
4 | 工具铣床 | X8130 | 15 | 台式钻床 | Z512B |
5 | 台式钻床 | Z512B | 16 | 工具铣床 | X8130 |
6 | 台式钻床 | Z512B | 17 | 卧式镗床 | T68 |
7 | 检验台 | 18 | 钳工台 | ||
8 | 工具铣床 | X8130 | 19 | 清洗机 | |
9 | 工具铣床 | X8130 | 20 | 检验台 | |
10 | 台式钻床 | Z512B | |||
11 | 台式钻床 | Z512B |
表2.1 减速箱箱体加工车间设备清单
2.2生产线机床布置设计
2.2.1生产线机床布置设计定义与原理
减速箱生产线是减速箱在生产过程中的加工路线,也即生产过程中加工工序总和,而生产线布置是指在加工减速箱过程中所使用机床的布局设计,其合理性保证了减速箱的正常高效无误的生产。其设计需要考虑的因素很多,例如企业规模、车间大小、企业资本实力等等一系列条件,但是终归需要满足以下约束:
- 物流线路最短原则,以零件加工顺序为基础布局,直线布置为主,少采用折线曲线;
- 需要达成生产计划,在限定的时间内制造出质量过关顾客满意的产品;
- 物料进入车间以及成品导出车间的便捷性;
- 机床布置注意合理调配机床性能使其达到效益最大化,同时考虑到使多数员工操作方便。
2.2.2生产线机床布置设计模型
对减速箱企业来说,生产减速箱的生产分为几个阶段(工艺流程),每个加工节点都要其特殊要求,这是必须要满足的。
为将设备性能和生产运输成本降至最小,此生产线的布局结构设计将使零件按照特定加工顺序(特定加工路线),将参与这个流程的机床串并联组合成其特定的加工生产路线并以此来观察其规律。
综合考虑此次生产线布置我采用多台专用机床加工以及双排形式布局,采用专用机床可以方便快捷地完成零件加工过程中的每一道工序,设备利用率大大提高,方便检查故障发生点,工作人员效率提高,而且双排布局使得加工路线大大缩短,减少了加工空间以及成本。简化后的图形模型下图所示:
磨床组 钳工台 清洗机 质检
车床组 铣床组 钻床组 镗床组
图2.2生产线布置设计模型
2.3本章小结
本章主要讲了减速箱的主要加工工艺及其加工路线和生产线布局设计方法及其约束条件,且使用了多台专用机床和双排布局方案联合的布置形式。
第3章减速箱企业人员自动排班系统设计原理
3.1 人员自动排班系统设计简介
减速箱企业人员自动排班系统是用来管理车间人员生产排班信息的工具,类似这样数据庞大众多的系统,首先各类工人信息和机床设备信息必不可少,只有信息无误准确才能以此为基础设计自动排班系统。此次设计主要包括以下几个方面:首先统计车间人员及设备性能信息并建立数据库,其次是以此为基准设计生产线人员和非生产线人员的排班管理系统,最后将系统分为管理员和普通用户两种模式,实现管理员管理人员排班信息和普通人员查询自己的排班信息的功能。
3.2 人员自动排班系统设计目标
减速箱人员自动排班系统的主要用途在于快速分配全体员工以及排班布置和加工生产线的流程管理。该系统可实现以下功能:
1.系统维护人员(管理员)通过登录系统修改约束条件使其满足企业需要来对生产线上员工和非生产线上员工(区别于线上员工,此类员工还可分为好几类例如包括采购、销售等)进行针对性排班,同时也可采用历史纪录(前几次排班表)直接调用。
2.管理员可以通过登录系统实现查询生产线上员工和非生产线上员工的排班信息以及管理调用人员排班信息和机床信息,同时还可直接调用精确到个人的员工的排班信息,普通用户可通关登录系统来确认自己的排班信息表。
3.对于排班是否进行以及是否加班能凭借机床工作状况和车间信息来进行预估,可以对有加班需要的人员或是工作岗执行加班管理操作。
3.3 软件和系统简介
减速箱制造企业所需要的线上和非线上的客户权限、员工信息、设备信息排班插入的排班查询的数据库均由sql数据库产生,除此之外一些比较重要的数据库也需要它生成,之后在VS环境下建立改版设计的人员排班设计,此次设计的系统可以实现管理员通过登录系统对减速箱企业员工(包括线上加工员工和非线上员工)的排班管理(包括加班)、员工信息管理、机床信息管理、历史排班调用和排班表调用等一系列功能。而普通用户则通过登录该系统检验个人基础信息,预览自己排班表(表上标明了上下班时间)。这里我们主要采用sql数据库技术和ASP.NET开发技术来生成该自动排班系统,接下来我们对它们做一些简单的了解
SQL其数据表设计方法如图3.1所示:
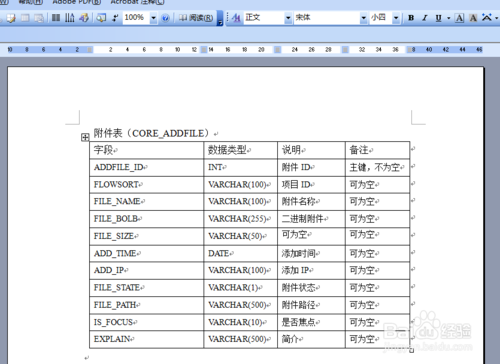
图3.1 数据库表格设计
3.4排班人员数据库的设计与建立
由于自动排班系统涉及的数据库太多,线上和线下的信息表、设备信息表、员工岗位信息表、排班总表等一系列表格。因此这里我主要讲解线上设备信息表和用户权限管理表格,来概括讲解一下数据库表格的生成和修改。
此系统使用SQL来建立数据库,其数据库简要命名为排班。而自动人员排班系统的数据库中存在数目繁多的表,以下我就直接对此系统中存在的线上人员信息数据库表和用户权限管理表进行大致分析与数据库表结构说明。
- 线上设备数据表的构成如表3.2所示。
表3.2 04线上设备信息表结构
名称 | 数据类型 |
设备ID | Short |
设备编号 | Short |
进入系统时间 | Short |
设备状态 | Short |
故障类型 | Short |
备注 | Short |
(二)用户权限管理数据表的构成如表3.3所示
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: