TS-160524-1工具灯的生产线设计毕业论文
2020-04-08 13:22:25
摘 要
对于制造型企业,产线所采用的生产方式对生产效率和产品质量的提高有着极其重要的作用。对于型号为TS-160524-1工具灯之前的流水线生产方式,该工具灯的生产共涉及到12道工序,在生产过程中涉及到许多问题,诸如工人的工作水平不够;产品生产节拍固定,工人出现等待浪费;工人的劳动强度大,长时间的前倾抓取,安装,放回三个重复动作,容易疲劳;工装设计不合理,在装配时会影响到配件的安装;工序设计不合理等等。
基于上述情况,本文主要研究了如何能够将流水线的工序经过改进运用于细胞线生产。通过对生产出现的问题进行分析,在提高效率、减轻工人劳动强度、和保证产品质量的前提下对生产工装进行了改进和设计,对细胞线工位单元结构进行了设计并且部分运用到生产中。
经过生产试验结果表明:在保证产品质量的前提下,将流水线改为细胞线生产方式,生产速度提升了52.8%,生产面积减少了62.1%。
本文对TS-160524-1工具灯产线的重新设计,能够降低产线工人的劳动强度,减少产线占地面积,提升工作效率,对生产实际具有重要意义。
关键词:细胞式生产方式;产线设计;工装设计
Abstract
For manufacturing enterprises, the production mode plays a significantly vital role in improving the productivity and product quality. For the TS-160524-1 tool lamps, it used to adopt assembly line and produced a total of 12 processes involved in the process of production which involved many problems, such as the worker's is not competent; product production beat is fixed, which cause unnecessary waiting. The labor intensity of workers is high, and it is easy to fatigue after a long time grabbing forward, installation and putting back. The design of jig is unreasonable because it will affect the installation of accessory when assembling, etc..
Based on the analysis of the problems in production, the improvement and design of the production tooling are carried out on the premise of improving the efficiency, alleviating the labor intensity of the workers and guaranteeing the product quality, at the same time, the cell unit structure is designed and applied to the production.
The result of production test shows that the production speed is increased by 52.8% and the production area is reduced by 25.2% in the premise of guaranteeing product quality.
In this paper, the redesign of the production line of the TS-160524-1 tool lamp can reduce the labor intensity of production line workers, reduce the area of production line and enhance the working efficiency, which is of great significance to the production practice.
Key Words:Cell production; Production optimization;Tooling design
目 录
第1章 绪论 1
1.1 研究目的与意义 1
1.2 国内外现状研究 2
1.3 本章小结 3
第2章 TS-160524-1工具灯的总体设计 4
2.1 TS-160524-1工具灯的总体方案描述 4
2.1.1 TS-160524-1工具灯的工序设计方案 5
2.2 本章小结 6
第3章TS-160524-1工具灯工装夹具设计 7
3.1 TS-160524-1工具灯安装自攻螺钉工装设计 7
3.2 TS-160524-1工具灯紧固底座工装夹具设计 8
3.3 TS-160524-1工具灯安装挂钩工装设计 10
3.4 本章小结 11
第4章TS-160524-1工具灯生产线工位单元设计 12
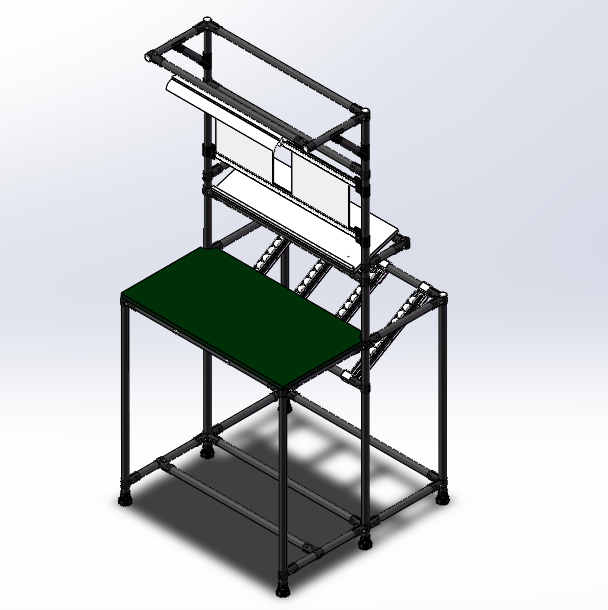
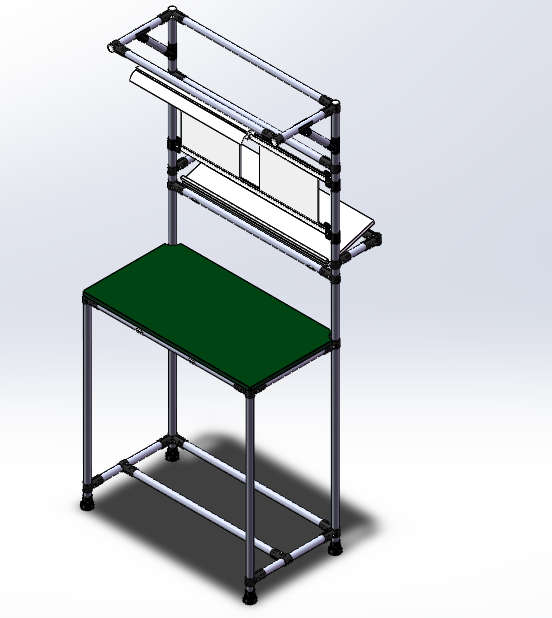
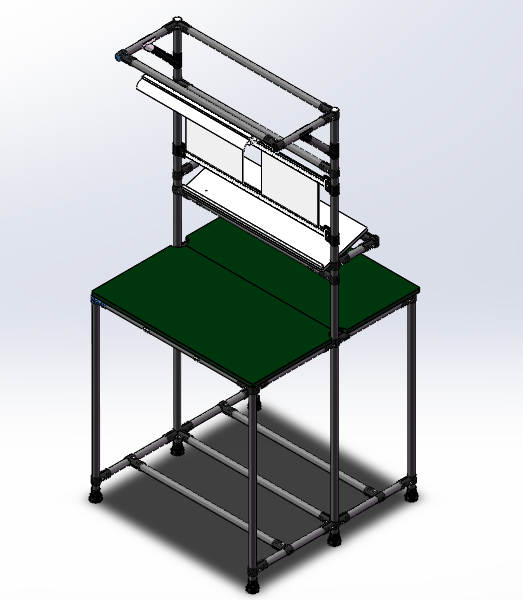
4.1 TS-160524-1工具灯工位单元结构设计 12
4.1.1 A型工位单元设计说明 12
4.1.2 B型工位单元设计说明 15
4.1.3 C型工位单元设计说明 15
4.1.4 D型工位单元设计说明 15
4.2 本章小结 15
第5章 TS-160524-1工具灯组装底座组件夹具有限元分析 17
5.1 TS-160524-1工具灯组装底座组件夹具静力学 17
5.2 TS-160524-1工具灯组装底座组件夹具结构优化 18
5.3 本章小结 18
第6章 结论 19
6.1 总结 19
6.2 展望 20
参考文献 21
致 谢 23
附录 24
第1章 绪论
1.1 研究目的与意义
随着时代的变迁,科学在发展,时代在进步,社会生产力在提高,工业生产方式也随着时代发生变迁。在工业生产中,生产方式决定了企业的生产效率和产品质量。
工业生产方式经过多年的发展,生产方式发生了很大的转变,从开始的分散的生产方式,到流水线式大规模集中生产,再到现在的精益生产,生产力水平随着生产方式的改变一步步提高。现如今,工业生产方式有传统的流水线生产方式和细胞式生产方式等。传统的流水线生产方式是指每一个生产单位只专注一个片段的工作,以提高工作效率,具有工作的专业化程度高,每道工序都按统一的节拍生产的特点。细胞式生产方式是由成组技术发展而来,为了适应多种产品的需要,将在制品和生产设备按照品种分成若干个单位,这些制品单位或者设备单位被称之为“细胞”。所谓“细胞式生产方式”是指有一个或者少数几个作业人员承担和完成细胞内的所有工序的生产方式。相较于流水线生产方式,细胞式生产方式具有生产数量和种类灵活多变、缩短生产周期、节省人力和空间、投资设备规模小、建设周期短、设定和调试时间短、改善人际关系和提高工作兴趣等优点,使得细胞式生产方式具有很大的优势。特别是在产品重量较轻,工序较少的产品生产中具有很强的优势,这将成为制造业的大趋势。
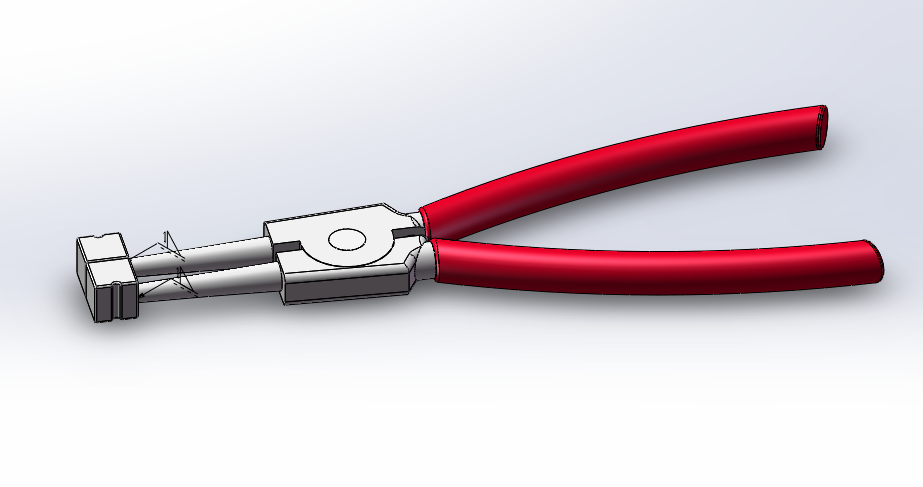
如图1.1所示是型号为TS-160524-1工具灯及其相关零部件。该产品由上盖,下盖,电位器组件,细牙螺母,平垫圈等零件组成。
|
图1.1 TS-160524-1工具灯及其相关零部件 |

该款产品的生产流程如下图1.2(具体流水线工艺流程图见附录A):
装电位器组件
安装透明罩、指示灯
安装控制线路板
内部接线
安装下盖
固定下盖
测试
组装底座组件
装配底座组件
安装开关旋钮
图 1.2流水线生产流程图
TS-160524-1工具灯的生产采用的是传统的流水线生产方式,在调研过程中发现,该种生产方式在实际生产过程中暴露出了如下问题:
(1)工人的工作水平不够,未能按照作业标准进行生产,导致了大量的残次品;
(2)产品生产节拍固定,对于某个工位上出现的装配时间很难精确把控,往往在上一工位的工序还没完成的情况下下一工位在等待物料的传送,这一过程会造成大量的时间浪费;
(3)工人的劳动强度大,长时间的前倾抓取,安装,放回三个重复动作,容易疲劳;
(4)生产量不高,对于流水线生产方式来说不合适;
(5)工序设计不合理,还需要进行适当的改进。
上述种种问题的出现,说明采用流水线的生产方式对于这种小件小批量的生产来说是不合适的。而TS-160524-1工具灯生产批次小,产品尺寸不大,相较于流水线生产方式,细胞式生产方式具有其独特的优势,这对于企业提高生产率,降低生产成本方面具有重要意义。
1.2 国内外现状研究
现如今,国内外对于细胞式生产方式的研究与应用成果显著,作为精益生产的一种生产方式,细胞式生产方式所带来的经济效益是巨大的。在日本,细胞式生产方式已经进入广泛应用阶段,佳能,卡西欧、三洋、松下、日历、东芝、富士等企业均已经采用了细胞式生产方式,佳能公司在废除了福特式16公里长的流水线,建立细胞式生产方式后,年平均生产效率提高了50%左右,在大连采用细胞式生产方式之后效率更是提高到了370%。在欧美地区,也在采用此种生产方式,比如康柏电脑公司等。在中国,已经有很多企业对细胞式生产方式进行了运用并且产生了很好的经济效益,国内的企业如东莞伟易达电子公司在映入细胞式生产方式后第一年便产生了5000万元的经济效益;美的在大规模定制柔性生产线之后,将供货周期缩短为原来的三分之二;英顺达公司在投入使用细胞式生产线之后,日产出率提高了50%,工作面积却减少了30%,还有长虹电器等。目前,细胞式生产方式正成为一种新兴的,日渐成熟的生产方式得到发展。细胞式生产方式也因其灵活机动,更能适应多变的市场特点,正在慢慢成为制造业的主流生产方式。
1.3 本章小结
本章对现有的TS-160524-1工具灯的生产现状和生产工艺进行分析,明确了研究目的及意义,同时对国内外研究现状进行了研究,对后续的产线方案,各部分的结构设计具有指导意义。
第2章 TS-160524-1工具灯的总体设计
2.1 TS-160524-1工具灯的总体方案描述
目前,对于TS-160524-1工具灯的生产工艺进行调研分析之后发现,实际生产过程中,利用流水线进行生产很难对产线进行平衡,同时,由于每一次出货批次的产量都不是很大,用流水线生产方式有很大的局限性,效率低,成本高。
TS-160524-1工具灯从开始的电位器组件安装到最后的打胶固定开关旋钮,整个过程在流水线上进行生产的时候需要12道工序(包括包装工序),经过分析考虑将其改成细胞式生产方式进行生产装配之后,可以进行工序集中,最终确定只需8道工序便可进行生产,在布置细胞式生产线时,采用的是U字形产线布置方案,下图2.1是产线布置方案图。
工位1
工位2
工位3
工位4
工位5
工位8
工位7
工位6
图2.1 产线布置方案图
对于以上产线布置图,工位6和工位7在同一张工位单元的两侧进行,因为工位6是进行组装底座组件工序,该工序与其他装配工序是并行的,而且工位7进行的是装配底座组件工序,所需要的是工位5和工位6的半成品作为物料,故而巧妙地将工位6安排在工位7的对面,可以解决工序7所需物料的拿取搬运问题。
在实际生产过程中,工人位于U型线内侧工作(除工位6外),物料上料是从产线的外围上料,有专人的物料上料工每1小时配送一次。生产线上的工人在生产装配过程中物料的流动是通过人工手递手式传递的。一个工位完成该工位的装配工序之后用手传递给下一道工位的工人进行下一道工序的装配。
2.1.1 TS-160524-1工具灯的工序设计方案
在实际生产过程中,由于需要对原有流水线工序改为细胞线的生产工序,故而针对原有的生产流程图(图1.2)的工序在流水线上进行了一次“手递手式”生产以发现原有生产工艺的不足,在根据附录A和图1.2在进行生产过程中,以下两道工序出现等待和物料堆积的情况:
(1)安装控制线路板和内部接线之间有物料堆积;
(2)安装开关旋钮处有物料堆积的情况;
对“手递手式”生产进行生产测速,同时根据宽放率计算出标准工时,标准工时的计算公式为:
其中电子制造业宽放率一般取10%。根据以上公式计算的每一道工序的标准工时见附录A。
根据以上问题和标准工时,我们对附录A工艺流程图进行了过了一次工序调整,将前两道工序合并为一道工序。在进行“手递手式”生产过程中发现出现很多少放零部件的情况和少量放错螺钉的情况,分析原因发现是在生产过程中将相似物料放置在相近位置的时候没有进行防呆法标识,发现问题之后,给每一个小的物料框都贴了不干胶标签纸用于提醒工人,之后此类情况出现次数大大减少。这也为后面的细胞线布线时提供了一个注意事项,保证产品质量。
在进行首次使用细胞线进行试生产前,对原来的附录A流水线工艺流程图进行了改进,制定出了附录B细胞线工艺流程图,生产流程如下图2.2.
在用流水线生产的时候,一天的产量可以达到800支左右,12人一天工作时间8小时,平均单人生产速率为8.33支/小时。根据表2.1.1细胞线工艺流程图对实际情况进行了一次试生产,试生产进行了4小时(下午1:30-5:30),以1小时为单位进行试生产,去除开头1小时的数量,对中间2小时数量进行计算,中间2小时生产了204支工具灯。相当于每人每小时的产量为12.75支/小时。故而细胞线生产的生产速率比流水线生产速率要高出52.8%。同时,根据图2.1进行产线布置后,产线占地面积为10.24㎡,而流水线占地面积为13.75㎡,占地面积减少了25.5%,得到了良好的效果。
装电位器组件、安装透明罩、指示灯
安装控制线路板内部接线、测试
安装下盖
固定下盖
测试
组装底座组件
装配底座组件
安装开关旋钮
图2.2 细胞线生产流程图
2.2 本章小结
本章对产线进行了布置,对工序进行了分析同时还对工艺流程图进行了优化,对下面的工装和工位结构设计提供了依据。
第3章TS-160524-1工具灯工装夹具设计
在进行手递手生产过程中,发现某些工位的工人劳动强度比较大,一天工作下来工人抱怨很大,同时由于没有工装,很多产品表面会有微量刮伤,故而有必要对某些工序进行工装夹具设计。生产中发现有以下工步需要工装夹具:
(1)固定控制电路板工步;
(2)固定下盖工步;
(3)组装下盖组件工步;
(4)安装挂钩工步。
其中固定控制电路板工步和固定下盖工步需要相同的工装:安装自攻螺钉工装。
3.1 TS-160524-1工具灯安装自攻螺钉工装设计
安装自攻螺钉时,由于上盖部分是不规则平面,在开关处如果不用辅助工装的话,开关处(未打胶时)和头部顶端会与桌面发生接触,由于接触面积小,同时桌上有可能有金属颗粒或者其他硬物,会造成铲平表面划伤,出现不良品。同时在固定自攻螺钉的时候上盖容易左右滑动,故而需要对安装自攻螺钉这一道工步设计辅助工装。
经由上述分析可以得知,上盖外表面容易出现刮伤是由于发生了刚性接触同时会有硬物或者金属粉末造成的刮伤,故而辅助工装的材料不宜过硬,宜选择偏软的材料。由于硅胶材质比较软,富有弹性,即使有少量金属颗粒与上盖表面接触也不会对产品造成明显的划伤,但是考虑到成本,于是采用电木材料作为该工装的加工材料,在生产时放置一块棉布于接触面上。
该工装的设计目的除了防止划伤以外还有辅助定位的作用。工装的设计图如下图3.1。
该工装的定位面(具体见图3.1 )是上盖的外表面,上盖外表面定位时限制了6个自由度,上盖在辅助工装上是处于完全定位状态,夹紧靠手压住上盖,由于在固定自攻螺丝的过程中电动螺丝刀有一个下压力,故而另一只手不需要很大的夹紧力,只需要稍微按住一点即可。
|
图3.1 安装自攻螺钉工装 |
|
图3.2 上盖零件图纸 |
3.2 TS-160524-1工具灯紧固底座工装夹具设计
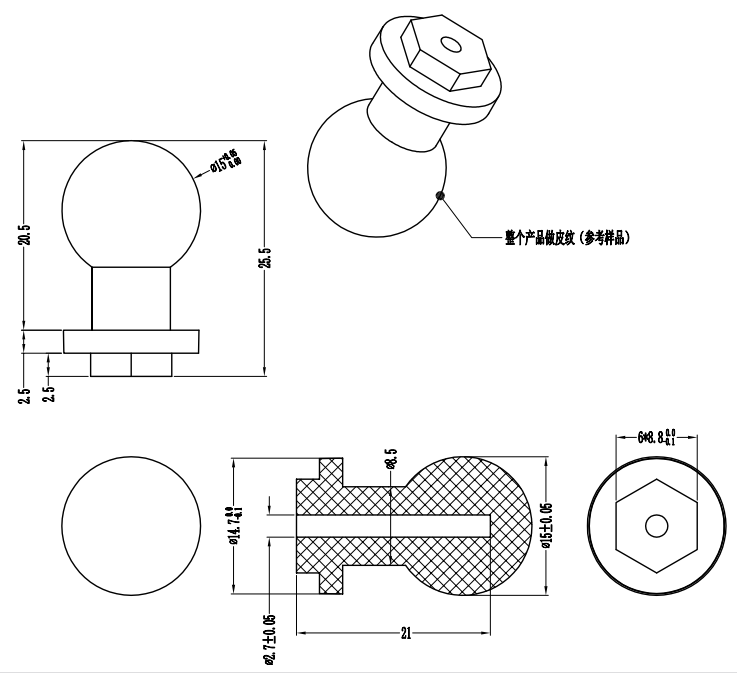
在组装底座的过程中,由于底座连接器球头在紧固的过程中是需要抵着手心进行紧固的,同时由于自攻螺钉是ST2.9*18的,底座连接器开孔较小,故而在紧定螺钉时需要比较大的力量按住上下盖,操作过程中有一定难度,长时间工作下去手部会被压得血液流通不畅,劳动强度很大影响工人劳动状态,因此,需要对此工步设计一套工装。
分析底座组件不难发现,底座组件体积很小,故而可以同时对5套底座组件进行夹紧,效率可以大大提升。下图3.3是紧固底座组件工装夹具图。
|
图3.3 紧固底座组件工装夹具图 |
|
图3.4 底座连接器零件图 |
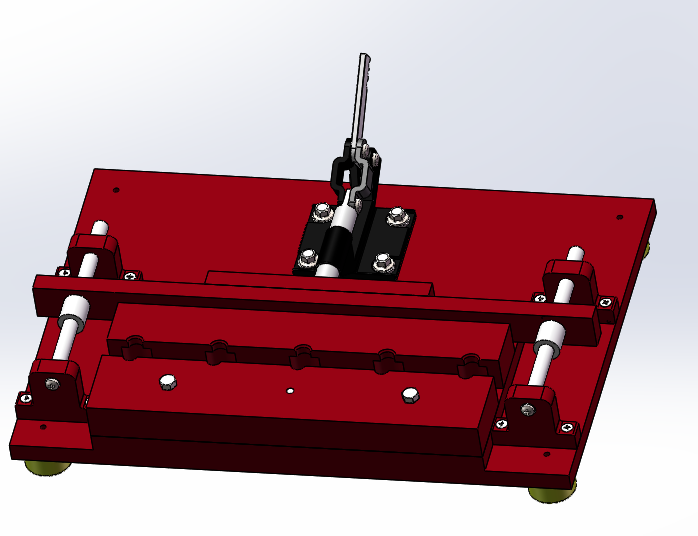
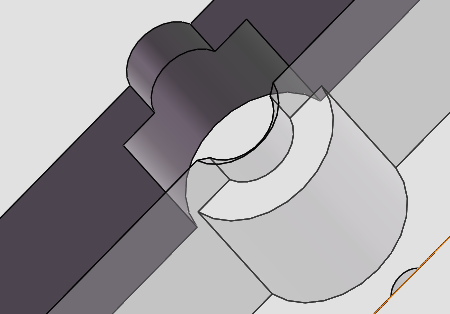
以上工装夹具的其中一个工作部如图3.5。此夹具的定位方式是支撑板限定了Z轴的平动,小半个圆柱面限定了沿X,Y州的平动和沿X,Y轴的转动,共限定了5个自由度,对于沿Z轴的转动可以不用约束。夹紧部分采用快速夹结构,一次夹紧五个,工作部分前面贴有硅胶条,由于硅胶条具有较大的弹性,可以防止因单个或者一两个连接器与电木板发生刚性接触而导致夹不紧的状况。同时,从动部分夹紧设置有倒角,用于引导连接器在没完全放平时引导其正立而不会出现顶死的情况。
该工装的设计可以大大降低工人的劳动强度,对实际生产效率的提高有很大意义。
|
图3.5 紧固底座组件夹具工作部 |
3.3 TS-160524-1工具灯安装挂钩工装设计
工序5这道工序中的挂钩材料为65Mn钢,直径为需要将开口撑大才能安装入孔。由于挂钩在撑开时具有较大的阻尼,需要的力很大,同时挂钩本身很小巧,故而在安装过程中如果徒手撑开的话会很吃力,所以需要设计一副安装挂钩的工装。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: