钢构焊接坡口图像识别及三维重构技术研究毕业论文
2020-04-05 11:06:10
摘 要
与钢筋混凝相比,钢构件具有高、大、轻等优势,因此被广泛应用在建筑中。在城市化进程加快的背景下,如何提高钢构件焊接的质量和效率成为了需要解决的难题,而自动化焊接是解决这一问题的技术。在自动化焊接中,焊接坡口的几何参数决定了自动化焊接过程中焊接工艺参数。所以能否准确获得焊接坡口参数会影响能否高质量的完成焊接工作。 随着工业技术的发展,计算机视觉的应用越来越广泛。由于基于计算机视觉的工业测量方法具有高精度、无接触等优点,因此计算机视觉技术被广泛应用于工业测量中。本文搭建了用于测量焊接坡口几何参数的激光视觉实验平台,为自动化焊接中调节焊接工艺参数采集焊接坡口信息。本文的主要研究内容如下:
(1)介绍了坡口的加工方法和类型,以及非接触测量坡口的几种方案。搭建激光视觉测量实验平台。通过CCD相机获取能够反映焊接坡口几何参数的激光条纹图像。
(2)标定测量系统,建立图像平面到三维空间的映射关系。在实验中基于平面靶标的标定方法,同时标定相机和激光器,提高标定效率。
(3)通过对激光条纹图像预处理,采用灰度重心法提取条纹中心线;提出根据截距变化提取激光条纹特征点的方案,并通过实验验证,方案可行。
(4)基于开源库OpenCV(Open Source Computer Vision Library)和Qt,采用模块化编程,用C 编程语言开发系统标定和计算坡口特征点三维坐标程序,并根据三维坐标使用Matlab绘制焊接坡口的三维轮廓。
(5)对坡口进行实际测量并验证结果,激光视觉测量系统的测量误差在±1.2mm以内,可以取代人工测量,为自动化焊接中设置焊接工艺参数提供必要的数据。
关键词: 计算机视觉;系统标定;坡口图像处理;三维重构
Abstract
Compared with the coagulation of steel bars, buildings can be higher、bigger、lighter with using steel components. Under the background of accelerating urbanization, how to improve the quality and efficiency of steel components welding has become an urgent problem to be solved, luckily, automatic welding is the key to solve this problem. In automated welding, the geometric parameters of the welding groove determine the welding parameters. Therefore, accurately obtaining the geometric parameters of the welding groove determines the quality and efficiency of the welding.
With the booming development of computer vision, measurement methods based on the computer vision have been widely adopted thanks to high accuracy. This paper builds a laser vision measurement system based on computer vision, which can provide the necessary parameters for adjusting welding parameters in automated welding. The main research content of this paper is as follows:
(1) A measurement system based on laser vision is built. The laser stripe image that can reflect the geometric parameters of the welding groove is acquired by a CCD camera.
(2) The laser vision measurement system is calibrated and the find the relationship between the image plane and the three-dimensional space. In the experiment, based on the calibration method of the planar target, the camera and the laser can be calibrated at the same time, which improves the calibration efficiency.
(3) By preprocessing the laser stripe image, the gray center method is used to extract the centerline of the stripe, and the analog slope change method is proposed to extract the feature points of the laser stripe according to the intercept change.
(4) Based on open source libraries OpenCV and Qt, using C programs system calibration programs and computer characteristic point in welding groove , as well using Matlab to program three-dimensional reconstruction.
(5)The actual groove is measured and the result is verified. The accuracy error of the actual measurement result is within ±1.2mm, which can replace the manual measurement and provide the necessary data for welding automation.
Key Words: computer vision; system calibrate; weld image processing ;3D reconstruction
目 录
摘要 I
Abstract II
第1章 绪论 1
1.1研究的背景与意义 1
1.2国内外研究现状 1
1.2.1激光视觉研究现状 1
1.2.2图像处理技术研究现状 2
1.3本研究的主要内容 2
第2章 钢构焊接坡口测量方案 4
2.1钢构焊接坡口 4
2.1.1坡口的加工方法 4
2.1.2坡口的类型 5
2.2坡口测量技术 5
2.3坡口测量系统组成 6
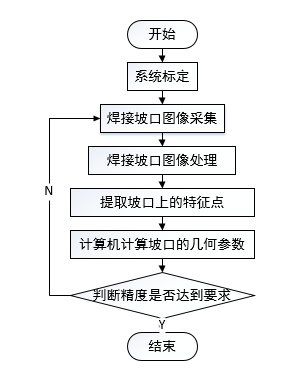
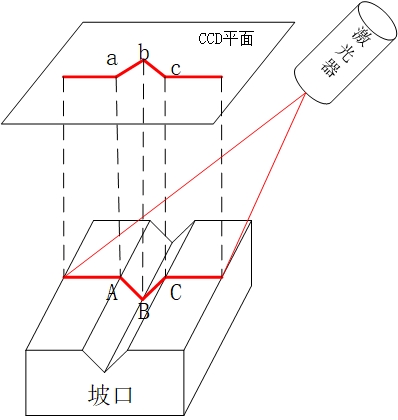
2.4坡口测量系统原理 7
2.5坡口测量系统总体设计 7
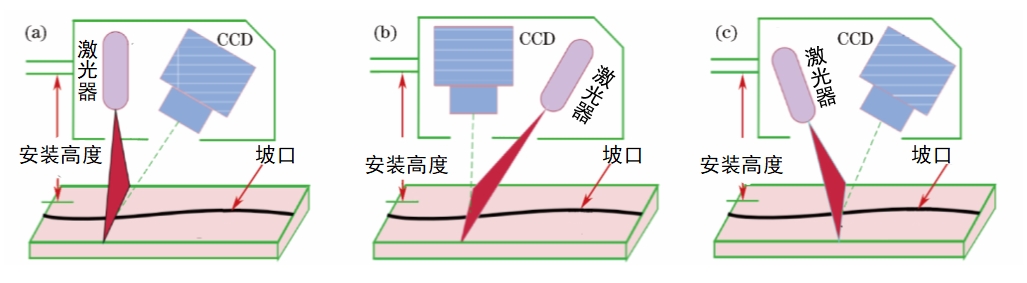
2.5.1激光器和相机的位置关系 7
2.5.2激光器和相机的夹角 8
2.5.3 CCD相机的选型 8
2.5.4 激光器的选型 9
2.6本章小结 10
第3章 钢构焊接坡口图像采集和处理 11
3.1激光视觉系统标定 11
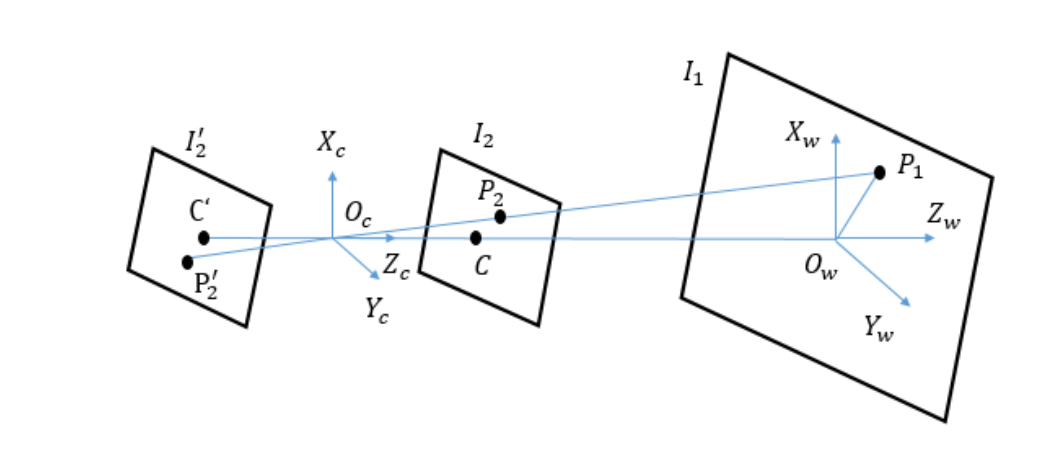
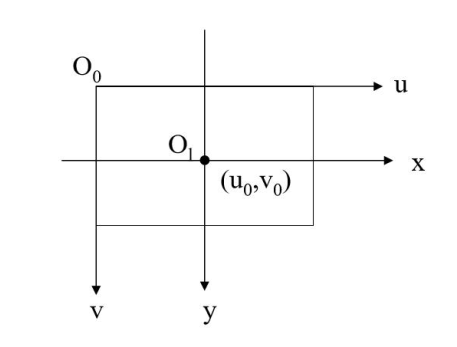
3.1.1相机成像模型 11
3.1.2常用相机标定方法 14
3.1.3激光标定的目的 15
3.1.4常用激光标定方法 16
3.1.5基于棋盘同时标定相机和激光原理 16
3.1.6相机标定和激光标定实验 17
3.2焊接坡口图像预处理 18
3.2.1焊接坡口图像获取 18
3.2.2图像滤波处理 19
3.2.3动态ROI设定 20
3.2.4图像阈值分割 21
3.3激光条纹细化 22
3.3.1灰度重心法 23
3.3.2Canny边缘检测算子 23
3.4提取特征点 24
3.5本章小结 26
第4章 坡口三维重构和实验验证 27
4.1坡口三维重构原理 27
4.2三维重构系统软件设计 27
4.2.1开发环境的选择与配置 28
4.2.2标定程序流程及实现 28
4.2.3特征点坐标计算流程及实现 31
4.3焊接坡口三维重构实验与验证 33
4.3.1焊接坡口尺寸测量 33
4.3.2测量误差分析 35
4.3.3焊接坡口三维重构 36
4.4本章小结 37
第5章 总结与展望 38
参考文献 39
致谢 41
第1章 绪论
1.1研究的背景与意义
与钢筋混凝土结构相比,钢结构具有在“高、大、轻”等优点,使得钢结构在建筑领域中得到广泛的应用。钢结构中各构件通常采用铆钉、螺栓和焊缝连接。其中焊缝连接具有构造简单、施工快速、省工省料、连接性能好、刚度大、密闭性能好等优点而被广泛使用[1][2]。随着改革开放的步伐、西部大开发的战略、城市化进程的加快、国家扩大内需的政策,使建筑行业得到了迅猛的发展。因此钢结构中的焊接规模需求量巨大,传统的手工焊接施工,不仅生产效率低,焊接的质量也难以保证。所以如何实现焊接自动化来保证焊接的质量、提高焊接效率、降低工人的劳动强度成为了热点问题[2]。
在自动化弧焊过程中,能否准确、快速的获得焊接坡口几何参数很大程度上决定了焊接的效率和质量[3]。目前,测量焊接坡口的方案有接触式测量和非接触式测量。接触式测量是利用步进电机驱动探针接触坡口表面,计算机读取发送给步进电机的脉冲个数,根据相关的算法计算坡口几何参数。由于探头和工件表面接触,所以探头容易磨损变形,影响测量精度。非接触式测量主要利用光学技术和计算机技术,利用相机和辅助设备采集坡口图像并交给计算机处理,进而计算坡口的三维信息。由于此方法不与工件接触、抗干扰能力强、提供的信息丰富、灵敏度高、精度高等优点成为了众多学者研究的对象[2]。
综上所述,利用计算机视觉和图像处理技术能够获得焊接坡口几何参数,并根据焊接坡口几何参数计算焊接中的工艺参数,满足焊接中准确性、高效性上的需求。此外,基于图像处理技术获得焊接坡口的中心也是工程中的热点问题。所以该研究有重要的学术价值,还具有实际工程意义。本研究正是在这样的背景下,将计算机视觉和图像处理技术应用于焊接系统中,实现焊接的自动化。
1.2国内外研究现状
1.2.1激光视觉研究现状
视觉传感器一般分为主动和被动视觉两类。被动视觉是直接利用相机拍摄工件;主动视觉是加以辅助光源,再获取工件图像。在焊接工业中,激光视觉传感器获取到的图像具有噪声干扰易去除,图像稳定、简单、实时性高等优点,使得激光视觉在焊接领域的应用主要集中在坡口识别、焊缝跟踪、初始焊接位置检测与引导、焊枪位姿调节、焊缝成形及熔透控制、多层多道焊识别及焊接路径规划、焊接熔池三维检测与测量等方面[4][5]。
R.A.White开发了焊缝轮廓检测装备[6],能够对焊缝进行实时检测。其中率先提出提取激光条纹中心线的算法,且被应用在了该系统中,实验中能够得到比较精确的中心线。
哈尔滨工业大学伏喜斌等人开发了激光视觉系统的焊缝检测系统[7],对焊缝能够提取焊缝的中心线和实现检测、计算焊缝的外观尺寸,算法鲁棒性强。
哈尔滨工业大学的李永哲等设计基于线结构光的视觉传感器[8],通过对结构光图像进行处理,获得到熔敷焊道的宽度和高度;通过面积法辨识堆敷速率,并获取焊道宽度和加以控制,达到了±0.7mm的控制精度。
由于普通的激光器存在视觉超前现象,哈尔滨工业大学寇毅等人设计一种双线结构光传感器[9] 。研究中采用双直线激光器,可以测量焊缝的相对位置,可以实现曲线焊缝跟踪和消除焊枪导前误差。
1.2.2图像处理技术研究现状
Jian Qin等人提出了一种基于双目视觉的焊缝识别算法[10]。该算法中采用中值滤波和同态滤波器组成的级联算法对焊接图像去噪,该算法已被证明是有效的分割图像的自适应阈值算法,即级联OTSU(最大类平方误差)。
Dinham等人提出了一种使用霍夫变换来检测焊接件的外部边界[10]。该算法不仅能检测直线焊缝,而且可用于弯曲、锯齿等各种焊缝形状。它检测直缝和曲线焊缝, 而不需要事先了解焊缝的位置。同时该方法不仅能探测到焊缝,而且能检测给定剖面的三维构型。
Ding Xuepin 等人首先提取激光条纹的上下两个边缘[11], 将其两者的中心线作为激光条纹的单像素线,然后采用 Ransac和最小二乘法相结合的方法提取激光条纹直线。
华南理工大学石永华教授课题组研究基于激光结构光的双目视觉法在焊接领域的应用较为深入,该课题组实现了焊缝识别、 三维重建和轨迹规划等功能[12]。
美国肯塔基大学张裕明博士在主动式视觉领域曾进行了一系列研究工作[13],获得了较好的研究成果。他首次将结构光法用于焊接三维重建研究,通过计算熔池反射的结构光的变形量来获取熔池表面高度信息,于2007年设计了一套由面阵点状激光器和高电子快门摄像机组成的熔池视觉检测系统。
从以往有关识别、检测、重构的文献来看,我们可以注意到图像识别、三维重构问题已经得到了广泛的研究。但对焊接坡口的三维重问题研究远不如焊缝追踪、焊后检测等方面,故本文开展基于激光视觉的焊接坡口三维重构技术方向上,为自动化焊接设置焊接参数提供必要数据。为使焊接朝着智能化、高精度、可靠性、集成化和小型化方向发展[5]。
1.3本研究的主要内容
自动化焊接对减轻人工劳动强度、提高焊接质量和效率有着重要的意义,而准确获得焊接坡口参数是自动化焊接中重要一环。以此为背景,本文基于国内外的研究,开展了基于激光视觉测量系统测量焊接坡口的几何参数的研究。本文将分五个部分来进行展开:
第一章为绪论,主要阐述了项目的背景以及研究的实际价值和意义;介绍了激光视觉在焊接中的国内外的研究现状;最后介绍了该研究的主要内容及其相关安排。
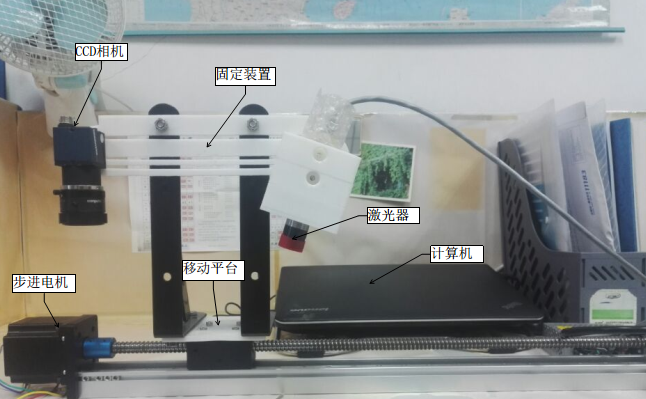
第二章首先介绍了钢构件中焊接坡口的加工过程和坡口的类型,同时介绍非接触测量的几种技术,在最后搭建了基于激光视觉的实验平台,并阐述整个测量系统的原理,分别设计系统的结构和对CCD相机和激光器进行选型。
第三章为钢构焊接坡口图像处理,包括系统标定和坡口图像处理。系统标定分为相机标定和激光标定,并提出了基于平面靶标同时标定相机和激光的方法,并使用c 编程语言编写基于OpenCV的系统标定程序,获得相机的内参和在相机坐标系下的激光平面方程。第二部分介绍了激光条纹的处理,通过中值滤波、对比度增强、提取ROI、自适应阈值分割去除图像噪声;基于灰度重心法提取条纹的中心线;基于截距变化的方法提取条纹特征点。
第四章建立坡口三维重构理论;基于模块化编程,使用C 开发了基于OpenCV和Qt的三维特征点计算的软件界面;根据三维特征点,使用Matlab绘制焊接坡口的三维轮廓。为了检验测量系统的精度和可行性,开展了实验进行验证,并对实验结果进行分析。
第五章为总结,总结本文的研究目的、研究内容和研究方法以及实验结果,并提出本文的一些待完善的问题。
第2章 钢构焊接坡口测量方案
本章首先介绍钢构件中焊接坡口的作用和加工过程与工程中常见的坡口类型,其次介绍目前非接触测量坡口的几种方式并比较优缺点。并采用基于激光视觉方案搭建焊接坡口测量系统,阐述了基于激光视觉系统测量坡口的原理以及系统的组成,并对系统中主要结构进行设计和硬件选型。
2.1钢构焊接坡口
焊接作为钢构件之间重要的连接手段,为了增加焊后钢结构的强度,需要在钢构件的待焊部位加工一定几何形状的坡口。坡口能保证焊缝根部焊透,提高连接强度并保证焊接质量。研究表明[14],当强度等级相同时,不开焊接坡口的金属填充量要多于开焊接坡口的金属填充量,越少的金属填充量将会对焊件的影响越小,不仅如此,焊接坡口还能保证接头焊透而减少焊接中的工艺缺陷。所以在钢构件焊接中当需要厚板熔透焊缝时,均需要加工坡口[14]。
2.1.1坡口的加工方法
通常坡口的加工方法有机械加工和热切割加工两种方式,且这两种加工方式所需成本较低[15]。
(1)机械加工方式
机械加工分为切削、剪切、磨削和铲削四种加工方法。切削加工通常有刨、铣两种加工方案,通过切削加工得到的坡口精度较高,表面光滑整洁;但是其加工表面有润滑油的存在,容易导致气孔、裂纹等焊接缺陷;剪切加工时对尺寸的控制并不精准,且时常出现断裂、飞边等现象。所以一般使用剪切加工后,还要进行进一步打磨才能使坡口达到标准;磨削加工一般是人工手持角磨机进行打磨,由于角磨机体积小、易操作,适用于厚度较小的钢材的打磨。但是该方法效率低、劳动强度大、坡口表面需要仔细清理才能正常施焊;铲削一般用于加工U形坡口,效率低,劳动环境差。
(2)热切割加工方式
热切割加工通常有等离子弧切割、激光切割、气割等方式。等离子弧切割中,等离子弧温度可达2000℃,利用空气流将熔化的金属吹走从而形成坡口。可以获得高质量的坡口,一般用于切割铝合金等;激光切割中激光具有很高的能量,可以使工件快速的上升到上万度的高温而进行切割工件。因为适用范围广、坡口质量好、效率高等用在汽车和核工业等领域;气割一般用于厚度较大的钢板坡口,可以获得I、V、Y、X形状的坡口。因为其设备简单、效率高、成本低等优点被广泛应用在钢材切割中。
2.1.2坡口的类型
坡口的形式有很多种,其基本形式有I形坡口、V形坡口、U形坡口、X形坡口,其他类型的坡口可在基本类型坡口上发展起来。常见的坡口类型如下:

图2. 1 常见坡口类型
(1)V形坡口:坡口形状简单,加工方便,但是由于是单面焊接,所以容易导致在焊后发生变形。因此要采取反变形措施。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: