一个由旋转或移动组成的生产加工线系统设计外文翻译资料
2022-07-29 14:47:50

英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
一个由旋转或移动组成的生产加工线系统设计
O. Batta, A. Dolgui , N. Guschinsky , G. Levin
圣埃蒂安国家高级研究中心,法国
国家科学院信息问题,白俄罗斯联合研究所
关键词:
产品生命周期管理 加工系统 初步设计 决策支持工具 优化
摘要:
本文描述了为了开发决策支持系统(DSS)提供给加工生产线,设计师为设计早期认知援助。 DSS的目的是协助决策者,科幻nding新行的配置能够满足质量和生产效率的要求和尽量减少投资成本。DSS的当前版本是面向设计量产加工线由机械用回转工作台或移动。这个决策支持系统根据设计,提供魁数学模型和方法均与设计师新线路配置的最佳参数,包括所需数量的工位的不同种类的,在每一个工作在每个车站和主轴头的工作职位数量位置。该系统是在Autodesk Inventor中下实施,并包括部分模块建模,进程调度和加工系统的配置。其模块化和开放性架构完成升级,以适合于加工系统新的数学工具 - 其他容易和快速。此外,它可以采用无论是作为一个单独的软件或集成在一个产品生命周期管理(PLM)工具
一.简介
加工线设计人员需要进行交互连贯恩特雷里奥斯由单位所需的工艺技术进行生产和相应的加工系统。这导致难以优化问题并实施决策支持系统的就业(DSS)。该因此,机械加工系统的设计是一个全开放区制定和实施决策和决策支持方法和技术。非详尽的预的应用,例如介绍在下面给出。Ding等人。 [1]提出,具有快速的集成系统模具的基础上快速原型制造模具。由四个组成部分:数字化,虚拟化,物理原型和快速模具,该系统可以在模具设计有效帮助,分析原型设计和制造工艺开发模拟。口腔Cakir的[2]开发了决策支持系统应用生成过程的时间表回转类零件。在这系统,切削工具使用machin-自动选择能力数据,工件特定网络阳离子机床数据,workhold-ING方法和调校的数量。然后,优化工具和年与换刀最小数量的操作顺序和旅行时间是通过为此优化方法获得的有限的工具根据排名顺序聚类方法。
De Vin等. [3]在讨论决策信息融合支持系统是基于生产的仿真模型设计/配置,调度和运行sche-设施杜陵以及制造系统的维护。卡勒和伯德[4]证实今年架构归仁客户信息,计算机辅助工艺设计(CAPP)技术和基于活动的成本计算方法是并入到单个的DSS处理选择计划。休拉纳等。 [5]提出了一种模型集成工艺规划在金属切削过程和调度工具。 Hassan等人。 [6]提出了质量/成本为基础的概念过程的方法策划。制造成本被考虑到估计账户与工艺方案相关的风险成本。质量功能展开(QFD)方法用于选择的过程通过结合能力的功能替代品的过程项目。系统蒸发散恩特雷里奥斯CAD,分布式CAPP和CAM的应用规划生产环境。该产品和工艺被开发利用地理的基于XML的表示模型metry,特征和所得和制造工艺和包括关系恩特雷里奥斯对象,例如优先功能关系和加工过程。阿都卡迪等。[8]提供了一个全面的检讨现有的生产决策辅助虚拟系统。虚拟机床,虚拟加工,虚拟装配,虚拟工具和虚拟原型被认为。作者讨论这样的特性的虚拟现实系统,基于网络的技术校准,数学建模,和硬件相互作用STEP-NC-基础的方法。
即使整合产品设计和工艺安排过气了深入的研究[9-12],整个加工线的设计是检查在文献中更小。往往局限于出版物一个单一的机床[13-19]的设计。此外,现有的决策支持系统与魁产品造型整合生产过程和进度通常不具有模块化处理设计和全机加工生产线的组合优化。他们通常被限制在最合适的选择从给定的进程[20]
可用的一套设备。一些出版物奉献给了建筑的选择侦察网络gured为加工系统(RMS)。其中的第一个研究可以在[21]中找到。然后再进一步的结果[22,23]提出。用于侦察网络连接的设计策略,利用制造系统gured层次分析过程中suggeacute;reacute;[24]。建模多外观RMS架构的优化被认为在[25]。
然而,很少有作家,都把综合产品/工艺/输出线的设计。此外,在实践中,通常设计师继续用手工或半自动甲消耗臭氧层物质在整个产品/生产管理信息线的生命周期。这激发了预设目标的工作建立一个可靠的DSS把所有的主要步骤的设计amachining手建模,流程规划,系统配置和虚拟样机。
我们的一个工业合作伙伴时,P. M. Masherov明斯克线换乘厂(见www.mzal.by)占据显著年在大规模代加工系统的市场占有一席之地。一他们的实际趋势是设计新一代的行与回转工作台和移动组成两个机。这样目前线路选择就是很好的标准制造要求工件显着的输出音量。该因此,他们注定要制造一个共享的或一个家庭手苏夫网络ciently类似,不需要设立。
然而,本文系需求已经显着的投资,不宜在一次被利用要想成为支付长的时间。其结果,一个在生产线设计的小错误可能变成非常昂贵的。这些线路具备一个模块化的架构[26,27]。这意味着集群这已线是由模块组成的旋转魁机金每个移动表和机器可以配备的模块魁较低的水平位置的工作,几个多轴头可以被安装。由于模块化的这种性质,设计为线这样的问题,可以配制成组合优化的智能问题的解决方法魁peut理由发展到提升作出的决定,并缩短设计时间。本文的目的是不仅要提出这样的决定支持工具的目标进行相反的时间在一个连贯的决策支持系统集成在计算机辅助设计和工艺安排相结合的发展与文档和成本估算产品数据管理化。该版本提出的涉及加工线设计与移动和旋转工作台组成的机械。
然而,由于该系统的模块化特性和开放式体系结构,它可以轻松地与新的数学工具来升级到开发设计- 其他加工系统。此外,该系统可迅速集成在一个产品生命周期管理(PLM)工具。在下一节中,我们提出都把加工线本文他们的设计的主要步骤以及相关数据的输入和DSS的结构发达。
二.设计问题和决策支持系统的作用
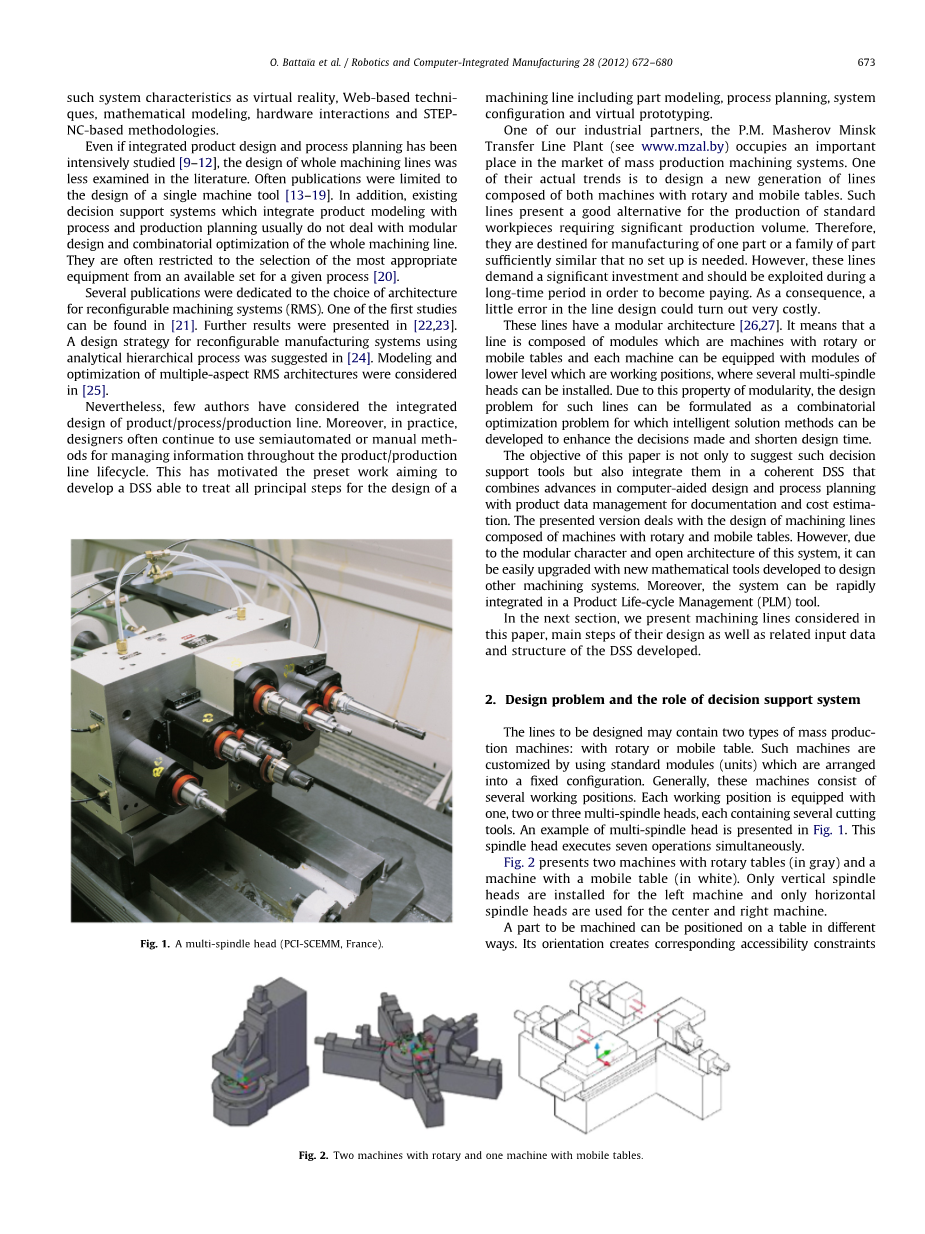
线被设计peut2种批量生产化机与转台或移动。这样的机器是通过使用标准模块(单位)定制的安排魁固定的成CON配置。一般来说,论文包括机械几个工作位置。每个工作位置装有一个,两个或三个多主轴头内容,每个都包含若干切削工具。多轴头的一个例子示于图1.本主轴头同时执行7操作。
图2提供了两个机回转工作台(灰色),并有具有可移动表(白色)的机器。只有立轴头安装了左发动机,只有水平主轴头被用于中心和右机。
除了待加工可对不同的表来定位方式。其方向创建所使用的类型的机器无障碍constraintsdepending。部分方向是香格里拉即使得到我们机器的所有位置可以改变恩特雷里奥斯目标二机器。在与旋转传输系统产生的一些研究单元可以在文献中找到。然而,他们主要是只关注局部的决策问题。转子偏差生产力自动化生产线均经Usubamatov等评估。 [28]。 CON组fi G-半自动化系统的uration与多台和多转动转盘进行了研究,[29]。的数学模型与转台或移动移机被认为在[19,30,31]。
当机器这样的行必须设计(或侦察网络gured)鉴于部分,设计问题,网络nding的交易与网络连接宁CON组fi gura-站以及最佳数量每个站的灰:使用发动机的类型,在其上的手的方向,工作职位数,在每个主轴头数位置,网络应受,由每个主轴头,执行的操作以及切削模式。的目标是最小化成本线包括站的费用,工作位置和主轴头。
显然,这个问题已经考虑到关于数据份额要生产和有关设备的信息可以使用的单位。多级迭代方法实施者mented在本文提出的DSS示于图考虑到从我们的工业合作伙伴,现实生活中的数据库无论是对产品和设备的单位,我们制订了一个综合由以下几个模块,决策支持系统(DSS):
- 零件建模模块首先,份额被加工采用加工特征建模。经常数据库使用创建功能,以及程序,承认论文鉴于该部分的3D模型的特征。这些特性asgeometry,公差与辅助功能有关。该模块在第3.1节提出的更多细节。
2.模块设置目标和设计特点排队:设计目标像站的最大数目和期望中的行吞吐量是固定的。一些技术character-istics机器作为冷却的方法,该种冷却液的,等等,都是网络定义。主要零件特性SONTeacute;galement声明喜欢的尺寸,可能的方向,粗糙的状态等。
3.处理模块规划:手与模型特定网络版的特点是通过分析在DSS PROCE-实现硬,以便选择加工操作的序列每个功能以及脱科幻NE技术限制因素的操作。元件如进料速率,速度,所使用的工具包括使用复合工具的可能性)的定义科幻为每个操作。这些程序详见3.2节。
4.逻辑布局(生产线平衡)模块:运营和反对straints其中包括用于配制组合优化zation问题处理一个加工线的设计。该这个问题的数学模型,提出在第4节。要安装的微细的数量和类型的机械中的溶液在该行,手的方向和工作职位数目每机数,并安装在每个类型的主轴头位置以及由每个主轴头执行的操作的一组并用切割模式。
5.物理线路布局模块:对于该行的所有机器,必要的设备是从设备设计人员选择数据库集成在DSS。它们的尺寸,功率,切割速度和精度是网络斯内德。控制和传递单位选中。为此是获得该行的初步3D模型。此模块在第5节讨论。
6.成本模块:它是用来尽可能准确地估计,在早期设计阶段线路的成本。
7.工作文档模块它所产生的prelimin-元线的设计文档。下一节介绍的单位零件建模
三.产品/工艺设计
3.1。零件建模
提供与加工生产线制造商客户一只手的特定网络阳离子已经设计了一个新的归仁需要加工线(的这种共享的例子鉴于图4)。在第一个决策步骤是共享模型,其中obtenir这样的份额元素为平面方面,不同类型的孔(双黄金结束了盲,圆柱,圆锥,螺纹等)鉴定网络版作为与相应的工艺参数加工特征,如要求的公差和区域的条件。一种功能关联加工的工艺特点元素换货与几何参数[32-34]信息通信技术。
由于DSS集成在Autodesk Inventor中,图形它提供了环境,用于创建的这种模式份额。两种技术实现了加工简介特点:从图形已知库手动选择其参数化特征或半自动识别。图图5示出从图形在10参数化特征库。功能#39;圆柱一些技术特点以沉#39;孔示于图。 6。加工功能去连接nition后,一些额外的手的特性是特定网络连接版,例如(参见图7):材料及其性能,特点票等然后,将目标是一致的吞吐量和一些其他所需的行属性被固定的,由于这些电台米最大可行次数,
工作的最大可行数量每个站和位置P在每个工作日的多主轴头最大可能数标题。 此外,机械部分技术特征如,例如,冷却的方法,该种冷却液的,等等,都
进行相反的指示。请注意,如果,需要在mfrac14;1只有一个发动机手加工。两种特殊情况下是可行的:对于第一个旋转台[19.30],第二次对一台机器的机器移动表。[31]
3.2。规划过程
该方法的目标是到步骤时间表选择的一个序列为完成部分所需的操作和它们的参数[5]。对于每项功能的现有在手模型,加工操作,所需的工具和它们的参数使用DSSsuggeacute;reacute;实施专家规则。这些规则考虑到继与功能相关联的数据网络的视场存储的数据:
1.加工前区的条件;
2.孔内径加工;
3.所需的加工精度。
通过DSSsuggeacute;reacute;对于每一个加工特征的地图程序包括集所需的操作。每个操作是煤通过不acterized下列参数详尽的清单:
1.种类和切削工具的材料;
2.粗糙;
3.切削深度;
4.加工长度;
5.工作行程;
6.切割时尚魁EST德网络由最低定义,最大可能和推荐值以下参数:
(Ⅰ)切削速度,(ⅱ)每转进给速率,和(iii)进料每分钟费率。注进行相反的那两种操作是有区别的。该第一个样下设业务,如果分配给当乐魁即使得到执行主轴头是常见的,每分钟的进给速度等于该主轴头的。反之内容的每个操作第二种类型,已经从不同其每分钟的进给速度主轴头(例如螺纹攻丝)。该属性将被在考虑在第4节的数学模型中使用。用户可以修改通过DSS任何平面suggeacute;reacute;或创建一个新的。新工艺的计划可以存储在数据库中以供将来利用。的suggeacute;reacute;过程图的例子示于图给出。 8。当加工平面网络定义的所有功能,有些约束引入其中的不同功能的操作,如:
1.优先约束[35-37]魁网络连接可能操作序列并取决于许多技术之一固定的保理一样的加工操作的逻辑序列功能,粗加工,半连接nishing网络连接和nish-的存在ING操作等
2.纳入约束[38,39]重新FL等的必要性进行在车站萨米人,相同的工作位置的黄金一些操作萨米甚至多轴头。他们被暗示所需的精度EAFRD相互提供(公差)Tures的,以及一些额外的保理业务。
3.排除约束[35,40,41]在盒子使用时,是不可能操作的若干对等分配给萨米车站,同样的工作位置或萨米主轴头。他们可以通过各种技术保造成的:相互这些行动的影响力,已禁止工具租赁等这种限制必须是操作respecteacute;进行相反的执行在手上的不同侧面,因为他们不能萨米执行的是主轴头。
4.切割模式约束[31,42-]是网络定义的操作的每分钟的共同进给速度的第一个样的系统蒸发散主轴头。DSS自动生成提到集的所有限制魁peut理由很容易被用户莫迪网络版,如果考虑。为了关联所需完成的操作与加工线的站共享,最优逻辑布局问题是制定和执行决策支持系统的特殊模块解决讨论在下一节。
四.逻辑布局线的优化设计
约束以及工艺设计为特色在上一步中选择是在数学模型中使用这里介绍的线路逻辑布局优化设计。事实上,操作分配到主轴头,工作岗位和车站不宜同时认为,否则,为此将获得加工生产线的最优性不能得到保证。的目标是最小化的成本的成本一致的行站(机),
全文共14445字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[143599],资料为PDF文档或Word文档,PDF文档可免费转换为Word



