小型瓦楞纸板厂减少1/20生产周期的方法外文翻译资料
2022-07-29 14:47:12
英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
小型瓦楞纸板厂减少1/20生产周期的方法
摘要:为了应对日本的人口下降,自2005年以来,小批量生产需求从大批量生产转向快速生产多种产品。在本文中,我们描述了在通常交付周期(以下简称为L / T)的二十分之一(1/20)进行生产的方法,这是革命性的短缺,能够响应用户的需求 交货,QCD(质量,成本和交货)。这种提出的方法是高能效的,它是为那些努力成为该地区最大公司的公司设计的。它旨在发展瓦楞纸板制造商和最佳的管理效率。
- JPACKS生产系统的背景 - 最大减少l / t
截至2015年,据说在日本有约3,000家瓦楞纸板公司,这意味着竞争非常激烈,中小型公司资本小的特别总是在散乱。 然而,通过创新和在有限资源内重新定位,有办法与大型企业竞争。
在检查业务的三个最重要的因素,即质量,成本和交付时,很显然,尽管质量和成本与大公司的质量和成本相当,但小公司在交付时可能处于非常有利的地位[ 1-5]。 在本文中,我们将描述“Jpacks生产系统”,其能够减少交货时间,而没有过度的生产压力,围绕“以多个过程优先进行采购订单的生产方法”,“进行每个过程的生产方法 并行”和“单元流动生产”。
2.优先进行多个流程的采购订单的生产方法
这是一种以过程的降序排列采购订单并从具有最多步骤的订单开始生产的方法,这就是为什么其被命名为“优先进行具有多个过程的采购订单的生产方法”的方法。通常,在作为印刷的瓦楞纸板制造的第一工序中,为了减少变色时的油墨损失,通常一次性大量地制造相同颜色的基板。然而,墨水损失的成本非常小,并且相对于工厂的整个运行成本可以忽略不计。事实上,在优先进行具有多个过程的采购订单的生产方法中,工人在第二至最后步骤期间的等待时间显着减少,因此可以预期有重大改进。生产过程中的延迟不能在理论上重新获得,并且还影响一直到最后的过程。因此,如何减少处理中的延迟对于L / T缩短是非常重要的。
2.1模拟
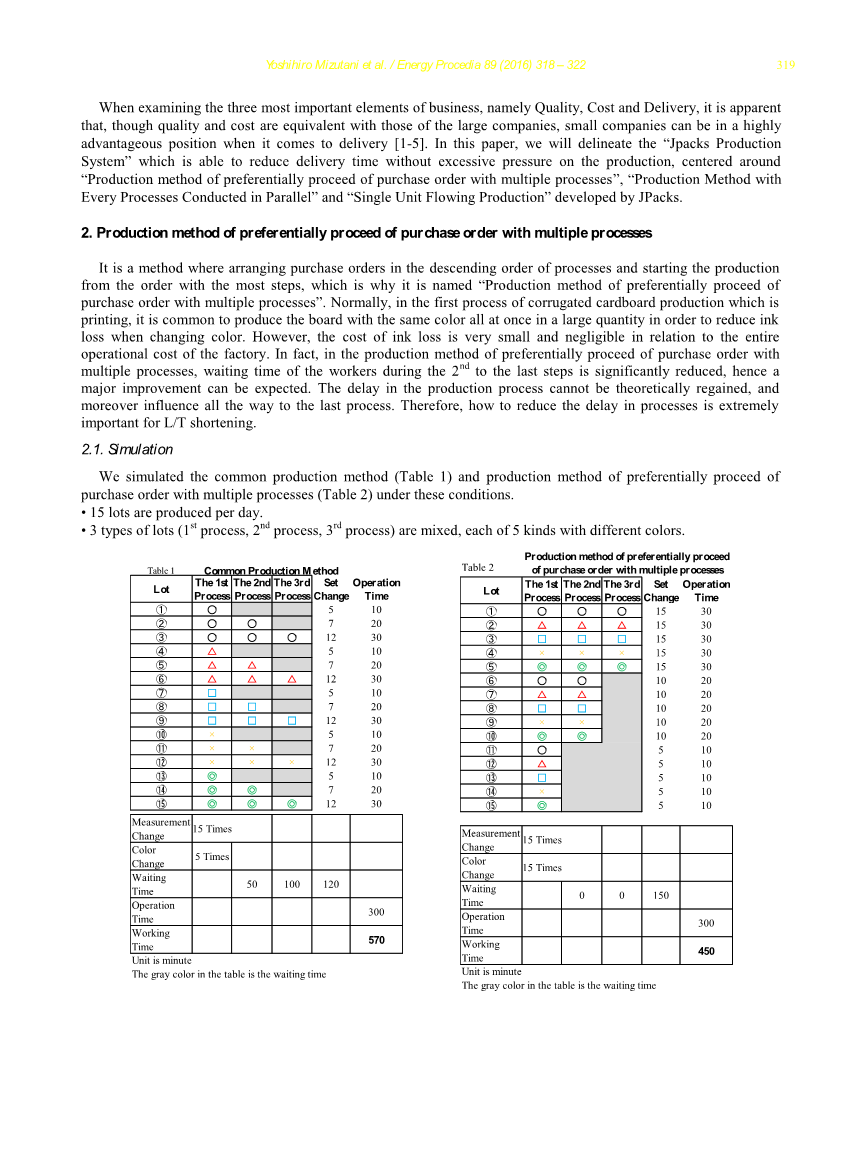
我们模拟了在这些条件下多个过程(表2)优先进行采购订单的共同生产方法(表1)和生产方法。
bull;每天生产15批。
bull;3种批次(第一工序,第二工序,第三工序)混合,每种5种不同颜色。
bull;每个过程应以相同的速度每分钟生产100张纸。
bull;每个过程的设置时间为5分钟。 然而,当在第一过程中没有颜色变化时,设定时间将是2分钟。
bull;比较批生产方法与常用颜色之间的暂停时间,以及优先采用多个流程进行采购订单的生产方法
3.结果
在第一过程中颜色改变时间增加30分钟。 然而,第二和第三过程的等待时间减少了150分钟,这意味着一个工作日的生产时间减少了120分钟,换句话说减少了21%。 (表3)单位和测量
3.1创造全方位的工作者和举行过程与许多步
当实现优先进行具有多个处理的采购订单的生产方法时,通常分散在整个生产过程中的空闲时间在每个处理的结束(灰色单元)被收集在一起。 因此,工人们参与其他过程的步骤。 此时,可以向通常是瓶颈的过程分配更多的工人,并且可以减少工作的负担并调整工作量之间的差异。
4. 生产方法每个过程并行进行
每个过程并行进行的生产方法是所有过程同时操作的方法,并且从开始到结束一次完成生产。 在通常的方法中,存在工作中堆积的时刻。 但是这种提出的方法从开始到结束直接进行生产。 因此,它被命名为生产方法,每个进程并行进行。
例如,在需要三个工序的12000张瓦楞纸板箱的生产中,如果每分钟可以生产100张,则每个工序需要120分钟。 在通常的制造方法(图1(b))中,在各工序之间停止加工,其平均生产量L / T约为3天。
另一方面,所提出的生产方法中每个过程并行进行(图1),每个过程之间的时间滞后只有1个托盘,如果1个托盘保持500张,第二个过程只能在大约5个 分钟。 此外,即使在运输和准备中花费额外的5分钟,也可以在总计10分钟后开始第二处理,并且可以在大约10分钟后开始第三处理。 因此,生产L / T为150分钟(制备过程:120分钟 10分钟times;3次)。
在常用方法中,1个过程需要1天。 因此,整个生产需要50小时10分钟(3,010分钟)。 当比较单张片材的循环时间时,平行进行的每个工序的生产方法为150分钟times;60秒divide;12,000片≒0.75秒/片,而常用方法为3010分钟times;60秒divide;12000片divide;15.05秒/片。 这意味着我们的生产方法可以将生产时间减少到常规方法的大约1/20。
图1(a)每个过程的生产方法; (b)常用生产方法
5.批量生产和单件流动生产(图2)
通常称为批量生产(批量生产多批次的方法),预期通过其用于大规模生产的稳定和有效的方法降低生产成本。 然而,中小型工厂几乎没有机会与使用相同生产方法的大公司竞争,认为他们应该增强其以小批量生产多种类型产品的能力。
在批量生产中,如果例如有一个作业要交付每天包含500张纸的案例,持续五天,则通常在第一天生产2500张纸,交付第一张500张并存储剩余的2,000张,运送500张纸 剩下的时间从存储。 然而,在该方法中,总共需要存储和运输操作,并且还需要存储空间和库存的管理。 此外,响应于顺序(规格或数量)的变化是不灵活的,并且存在诸如存储期间造成的损坏的缺点的可能性。 特别是,当生产要存储的产品时,它延迟了下一批次的开始和完成,使得难以缩短L / T。
另一方面,单件流动生产实际上是用单个单元生产的方法。 例如,在上面讨论的情况下,该方法将产生每天500张纸,将消除每批要存储的生产的生产时间,使得随后批次的开始时间向上移动并加快开始 并完成每个过程。
此外,不仅不必在工厂内进行8次来回运输,而且还将减少叉车等运输车辆。 事实上,在Jpacks,我们设法将叉车从5减少到2,而不影响生产率。 通常,叉车的租赁费约为每月30,000JPY,这意味着每月导致90,000JPY或每年1,080,000JPY的运营成本降低。 此外,该方法消除了对存储空间的需要,允许我们利用存储空间来扩大生产能力,导致生产率的提高以及使用用于其他任务的库存管理的时间。
图2 批量生产
6. 总结(实现完整产品的零存储)
在Jpacks,我们通常接收订单从单张到几万张。 通过将“采购订单的优先进行多个流程的生产方法”,“并行进行的每个流程的生产方法”和“单一单位流动生产”结合起来,实现了每个批次的L / T的大幅度削减的完整产品。
通常,当月末库存计数的销售 - 库存比率小于10%时,瓦楞纸板厂被认为是好的。 然而,当没有库存产品时,意味着等于总销售额的10%的资金被筹集,导致管理的大大改善。
下面是Jpacks生产方式下L / T的公式:
TL / T:提前期,ts:按过程的降序排列采购订单所需的时间,ti:每个过程所需的时间,tp:过程之间准备所需的时间,n:过程数。
在本文中,假设处理之间准备所需的时间相同。 然而,有必要概括未来的每种生产模式。
7.结论
通过优化管理效率赢得竞争 –
包括Jpacks在内的小型企业管理资源有限,他们经常处于困境。 然而,通过使用Jpacks生产系统(这是必须充分利用的力量),比其他公司更快地交付产品,可以赢得用户的信任并在竞争中生存。
通过采用提出的方法,不仅可以提高销售额,而且还可以创造额外的时间和空间,为更好地为客户提供服务的产品创造额外的价值。 在未来,我们的目标是普及这个Jpacks生产系统,并使许多公司受益。
参考文献:
[1] Berger RW,Benbow DW,Elshennawy AK,Walker HF,Editors。 认证的质量工程手册。 第2版。 威斯康星州:ASQ质量新闻; 2006年
[2] Hakes C,Edited。 全面质量管理是企业改进的关键。 纽约:Chapman&Hall; 1991年
[3] Weil R,Maher MW。 成本管理手册。 第2版。 New Jersey:John Wiley&Sons,Inc。 2005年
[4] Wood DC,Editors。 质量成本原则。 第4版。 威斯康星州:ASQ质量新闻; 2013年
[5] Chaffey D,White G.商业信息管理:使用信息系统提高绩效。 第2版。 英国:Pearson教育; 2010
在高湿度条件下使用纳米级薄雾保持瓦楞纸板的强度
摘要:该论文评估了三种商业用瓦楞纸板箱的水蒸汽吸收和压缩强度,用于包装草莓,水果和西兰花。在恒温和95%相对湿度(RH)下对样品和空的纸板盒进行实验。将样品在7天的时间内在两种类型的雾的环境下储存,即纳米和超声雾。被称为纳米组织并被定义为直径为约60nm的颗粒的纳米尺寸的雾容易蒸发,并且被认为与较大尺寸的超声雾相比不会阻尼波纹盒。首先以6,12和24小时的间隔测量样品的水分含量的变化,然后每天超过7天测量水分含量的变化。压缩强度试验通过使用拉伸和压缩试验机进行测量。结果显示,在实验结束时暴露于纳米组织和超声雾的试样和纸板盒试验的水分含量为19.9%d.b。和30.4%d.b.(干基:g-水材料/ g-干重),尽管温度和相对湿度对于两种情况几乎相同。此外,在5.8℃和94.2%RH下7天后用nanomist调节的纸板样品的强度在超声雾化条件下降低了44.3-56.9%,取决于纸板类型,其降低了66.5-70%。类似地,暴露于纳米组织和超声波雾化的瓦楞纸板箱的最大压缩载荷随时间逐渐降低。分析预测,暴露于纳米组的箱在28%时保持其最大压缩载荷,而暴露于超声雾的箱在7天后保持在14%。瓦楞纸板的最大压缩载荷随着水分含量的增加而呈指数下降。
关键词
纳米颗粒;环境退化;超声波;力量;瓦楞纸板
- 介绍
瓦楞纸板是用于包装和分配从水果和蔬菜,消费品到工业品的各种商品的最广泛使用的包装类型。它同样适用于所有不同的存储和运输模式,例如海运或空运。由瓦楞纸板制成的容器的最重要的特征是保护包装的商品在储存和运输期间不受损坏。因此,需要考虑在储存,营销和分销园艺商品期间维持纸板的强度。
产品的储存通常保持在低温环境下。然而,就商品的蒸腾而言,存储环境的高相对湿度在保持产品质量方面起着重要作用。近来,低温和高湿度储存已经吸引了日本园艺工业的注意[1]。储存新鲜水果和蔬菜的推荐湿度水平是商品特有的;水平一般在85-95%[2],[3]和[4]的范围内。存储在高湿度环境下的瓦楞纸板的问题之一是瓦楞纸板降低其强度,因为盒在储存期间变湿。纸板强度的降低可导致包装塌陷,从而对产品造成进一步的机械损伤[5]。此外,润湿可能导致纸板的生物降解[6]。
对瓦楞纸板和其抗压强度进行了各种研究[7],[8],[9],[10]和[11]。他们发现瓦楞纸板对环境条件,特别是高相对湿度是非常敏感的材料。一旦湿润,瓦楞纸板失去其刚性。 Modzelewska [9]指出,当环境空气的湿度约为100%时,由瓦楞纸板制成的箱实际上瓦解。由于这个原因,认为使用具有较小液滴的雾用于在储存环境中提高高湿度的想法是适用的。 Barrow和Pope [12]报道,较小的液滴的蒸发速率较大,因为与较大的液滴相比,小液滴相对于其体积(表面积与质量比)具有更大的表面积。液滴的快速蒸发导致瓦楞纸板的表面上更多的干燥;以这种方式,保持板的强度。
目前,大尺寸或常规的雾被用于提高存储环境中的相对湿度。这些雾主要由超声波加湿器产生。我们最近的研究表明,超声波加湿器发射的雾范围大小从200 nm到1250 nm [13]。大尺寸的薄雾可能容易地弄湿瓦楞纸板,从而损失它们的强度。纳米组件被定义为直径约60nm的颗粒,假定在雾化之后立即蒸发,并且认为与较大尺寸的超声波相比不会阻尼波纹盒[14]。本研究的目的是研究纳米组织和超声雾对高湿度条件下瓦楞纸板的水分含量和抗压强度的影响。
- 材料和方法
2.1样品制备
对三种类型的商业制造的瓦楞纸板盒进行实验,所述瓦楞纸板盒用于草莓,西兰花和水果的包装。 本研究中使用的纸板是单壁型。 表1列出了测试的瓦楞纸板箱的名称及其关键规格。 在两个试样和空盒上进行含水量和强度测试。
表1
根据JIS Z0403-2 [15](图1)制备选定的瓦楞纸板的样品试验。 对于每一种水分含量的测量,对每种类型的纸板盒测试五个样品的样品。 样品的边缘用铝带包裹以防止水蒸气和雾从边缘渗透。 关于机械测试,使用12片的样品来测量水分吸附和抗压强度之间的关系。 为了研究样品的水分吸附特性的差异,将样品水平和垂直放置在室中心的支架上。 对于瓦楞纸板盒测试,测试了五个草莓和西兰花盒的样品。 将样品放置在加湿器的出口附近和储存室的中心。
图1瓦楞纸板样品的几何。
对于水分含量的测试,将样品在常温条件(23℃和50%RH)下在恒温恒湿器中调节超过24小时[16]和[17]。一旦达到平衡,称重样品并将这些测量用作干基。然后将样品置于约6℃的温度和95%的相对湿度的储存环境中,其中喷雾纳米喷雾和超声雾以提高湿度。通过超声波雾化器(FT-30N-14,日本UCAN有限公司)发射超声雾,通过纳米加湿器(试验模型,Mayekawa Co.,Ltd.,通过作为时间的函数的板的质量变化测量吸水量。首先以6,12和24小时的间隔测量样品的质量变化,然后每天超过7天测量样品的质量变化。对于机械测试,样品也如上所述进行调理,并在如前所述的相同温度和RH条件下储存。储存后,样品达到水分饱和状态,然后测试它们。使用湿度和温度变送器(型号HMT337,V
全文共11220字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[143601],资料为PDF文档或Word文档,PDF文档可免费转换为Word



