陶瓷SLA光固化成型切片支撑算法设计与实现毕业论文
2020-07-16 20:21:23
摘 要
快速成型技术是 80 年代后期发展起来的一门新兴技术 它的出现给传统的制造业带来了革命性的变革 光固化快速成型技术是世界上研究最早 精度最高 应用最广泛的一种快速成型技术 工艺支撑生成技术是光固化快速成型中的关键技术 它能约束零件的变型 是光固化快速成型技术顺利制作零件所不可缺少的,本文展开了对陶瓷光固化快速成型中支撑算法的研究
陶瓷SLA光固化快速成型切片支持算法的设计与实现是在现有研究和研究成果的基础上,基于现有支撑生成方法的优点和存在的问题,探索另一种支撑结构。满足陶瓷成型后拆离支撑不会损坏制品的要求。本文主要研究等距偏移的支撑方式。通过STL 格式文件完成了陶瓷制品支撑的生成。经过反复修改与计算使得算法在计算机仿真与实验效果均取得良好成果。
关键字: 快速成型 光固化 等距偏移 分层
Design and implementation of support algorithm for ceramic SLA curing
Abstract
Rapid prototyping technology is a new technology developed in the late 80s. Its emergence has brought revolutionary change to the traditional manufacturing industry. The rapid prototyping technology is the most widely used in the world, the most widely used in rapid prototyping technology is the most widely used in the world. The key technology which can restrain the variant of the parts is indispensable for the smooth making of parts by the light curing rapid prototyping technology. In this paper, the research on the supporting algorithm for the ceramic light curing rapid prototyping is carried out.
The design and implementation of the ceramic SLA light curing rapid prototyping slicing support algorithm is based on the existing research and research results. Based on the advantages and existing problems of the existing support generation method, another supporting structure is explored. Meet the requirements of ceramic forming without supporting the product. This paper mainly studies the support mode of offset offset. The support of ceramic products was completed through STL format. After repeated modification and calculation, the algorithm has achieved good results in computer simulation and experimental results.
Key words: Rapid Prototyping Stereolithography Offset offset Layered
目录
陶瓷SLA光固化成型切片支撑算法设计与实现 I
摘要 I
Abstract II
第一章 绪论 5
1.1陶瓷光固化成型切片支撑算法设计与实现的国内外研究现状 5
1.1.1陶瓷SLA光固化成型切片技术的概述 5
1.1.2陶瓷光固化成型切片支撑算法设计与实现的基本方法 7
1.2本文的主要工作及章节划分 8
第二章 陶瓷SLA光固化成型切片支撑算法设计与实现的理论基础 9
2.1引言 9
2.2陶瓷SLA光固化成型切片支撑算法的基本理论 9
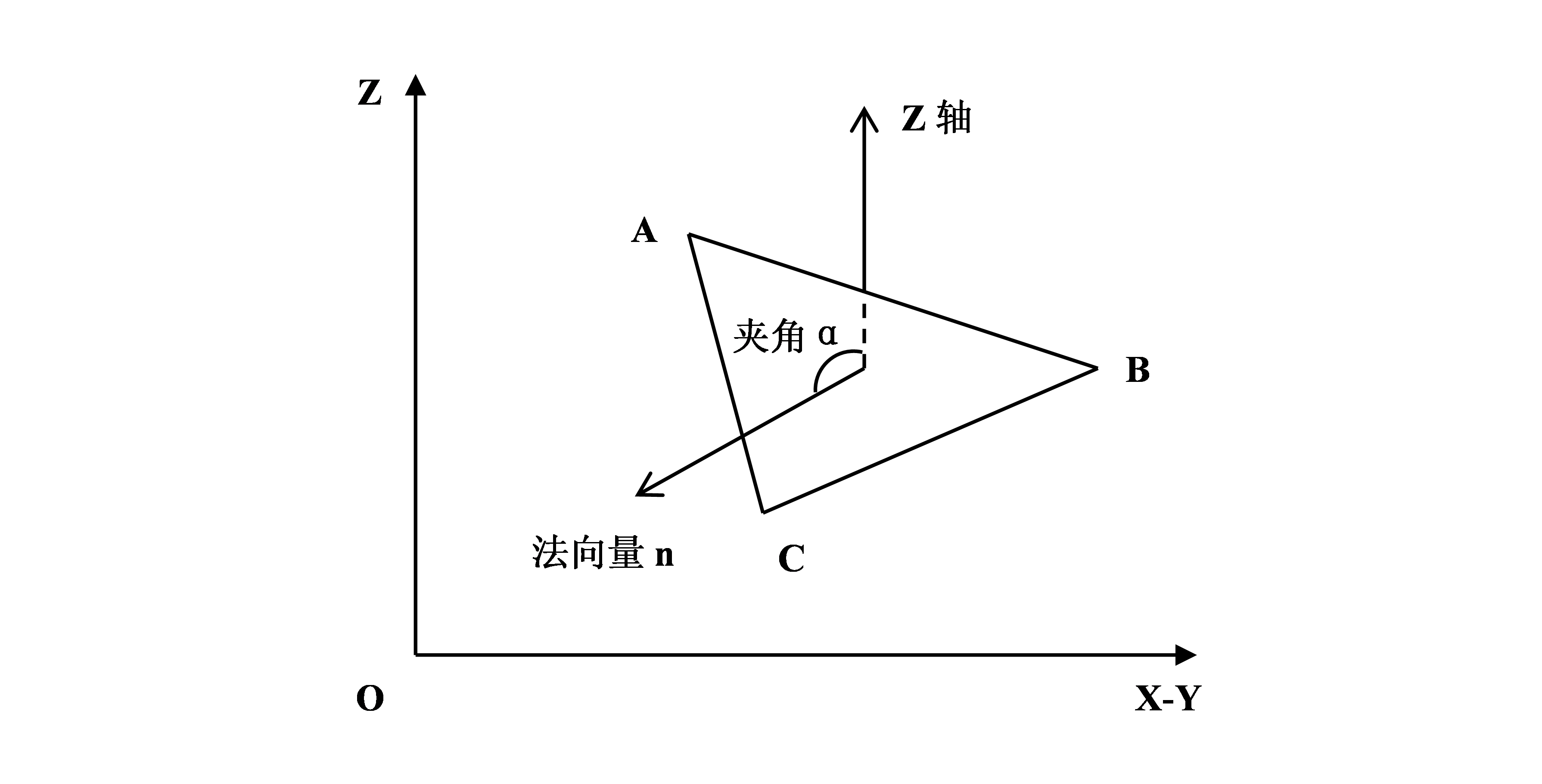
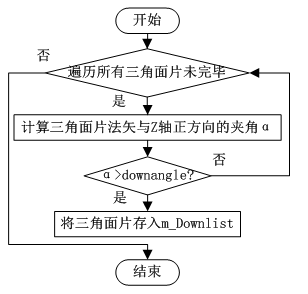
2.2.1 待支撑面的几何特征及算法提取 9
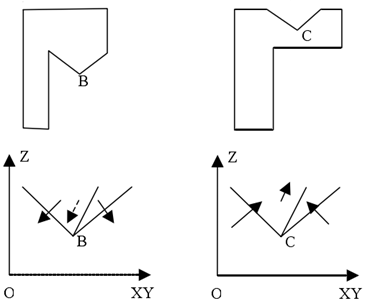
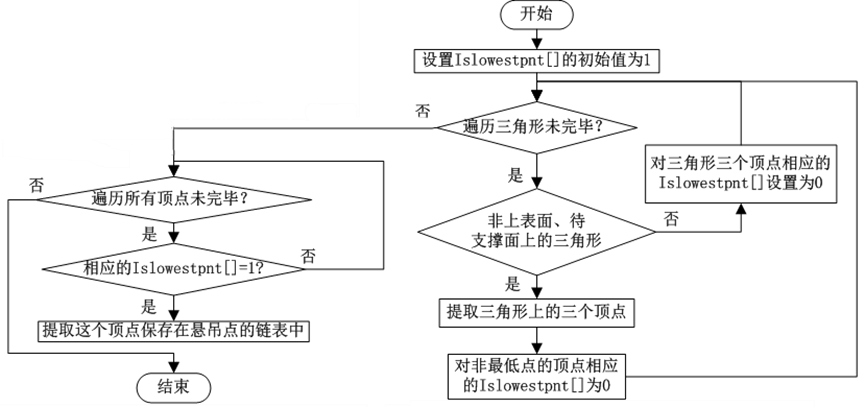
2.2.2 3D悬吊点的几何特征及算法提取 10
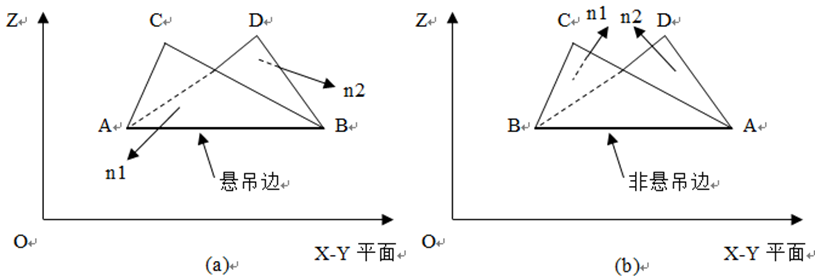
2.2.3 悬吊边的几何特征及算法获取 11
2.3 给各待支撑部分增加支撑结构 12
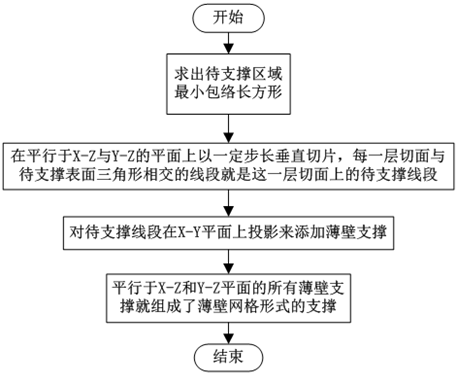
2.3.1 给待支撑面增加支撑 12
2.3.2 给悬吊点增加支撑 14
2.3.3 给悬吊边增加支撑 14
第三章 陶瓷SLA切片支撑算法的优化 16
3.1简介 16
3.1.1陶瓷已有的3D打印技术对比 16
3.2等距偏移算法的研究 21
3.2.1引言 21
3.2.2等距偏移算法的理论推导 21
3.3 陶瓷SLA光固化成型切片支持算法优化的实现 24
3.3.1 STL模型拓扑结构的建立 24
3.3.2 STL文件的读取 24
3.3.3 软件结果展示 26
3.3.4 优化后的算法和Cura软件中算法的效果对比及经济性分析 27
第四章 总结 1
4.1 总结与展望 1
参考文献 2
致谢 4
第一章 绪论
1.1陶瓷光固化成型切片支撑算法设计与实现的国内外研究现状
1.1.1陶瓷SLA光固化成型切片技术的概述
3 D打印属于快速成型中的一种技术,其原理是基于数字模型格式文件使用一些粉末可粘合的材料经过增材制造的方法来加工出预期的三维实体模型。主要过程是建模,切片,打印。若待打印的陶瓷三维模型有较为平坦或者悬空的地方,那么打印是无法按预期的程序进行的。这种情况,在编写打印程序时就需要给模型添加多余的支撑以确保模型能够正常打印。本篇论文在前人对3D打印陶瓷模型支撑算法研究的基础上取长补短并研究出了一种新的支持算法。这种全新的算法与一般陶瓷三维打印时处理切片时的方法相比较,在顺利完成模型打印的前提下,可以避免原材料的浪费以及缩短打印时间。该算法的基本理论是首先要获取待打印模型上一切不可以打印的地方,然后在不能够打印的地方增加支撑结构。这些支撑结构与待打印模型相连接,依此来保证模型得以顺利打印。新增添的支撑部分可以进行调整来提高模型打印时的稳定性,同时也要确保模型打印完成后这些支撑能够顺利去除。本文与原方法相较,可以在根据模型大小的不同改变增加的支撑的密度及宽度的同时能够更精准的确定要打印的部分。这样待打印的三维模型的可靠性与稳定性便得到保障的同时打印的材料以及打印的时间也可以得到节省。
三维打印与传统制造业相比较有如下几点优势:
相关图片展示: