新型3d打印设计中压电头性能的研究外文翻译资料
2023-09-04 15:11:24

英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
研究一种新型压电头性能
三维印刷设计
摘要
快速成型(RP)是一种利用计算机生成的CAD或数字图形等数据,逐层叠加构建高度复杂的三维实体的计算机化制造技术。三维打印(3DP)就是利用喷墨打印技术对粉末材料进行加工的技术之一。在制造过程中,打印机头被用来根据系统计算机生成的物体轮廓将液体打印到薄层粉末上。为了提高所构建模型的精度、表面光洁度和色彩质量,本文对3DP机进行了重新设计。与上述系统创建的层之间的25到150micro;m 25micro;m(步骤)。
关键词:原型;三维印刷(3 dp);压电的头
介绍
固体自由成形(SFF)技术是一种制造/原型技术,通过在晶圆组件中逐层添加材料来实现。这些技术也被称为分层制造和快速原型。逐层构建方法允许在一个制造步骤中构建比以前更复杂的部件,从而简化了过程规划。
因此,SFF技术可以在计算机控制下实现零件的工艺规划和制造自动化
因此,唯一需要的输入是一个实体模型的部分[1,2]。
在过去的十年中,许多不同的SFF技术已经得到了发展。从广义上讲,目前可用的SFF技术可分为立体光刻技术、固体熔融凝固技术、层合物技术
制造和粉末为基础的技术。本发明利用固态熔融固化技术,对液态光聚合物进行选择性固化,并逐层熔覆。叠层物体制造技术从零件材料的薄片上切割出层压板,并将它们粘合或融合在一起。在SFF的大多数方法中,都是特殊的需要支撑结构来支撑零件的悬挑特性[1,3]。
目前已商品化的两种主要粉体技术是选择性激光烧结和三维打印(3DP)。对于基于粉末的方法,通常不需要支持结构来创建复杂的形状。粉末被选择性地固结成一个部分,剩余的粉末可以被除去。在SLS过程中,工作空间容器中沉积一层薄薄的粉末,
然后用激光束将粉末熔合在一起,激光束跟踪所需截面的形状。该工艺是通过沉积一层又一层的粉末来实现的。在3DP工艺中,粘结剂材料选择性地将沉积在层中的粉末粘结在一起。
采用喷墨打印头(IJH)技术进行打印
粘结剂的形状为各层粉末上零件的截面形状(图1)。[4,5]。
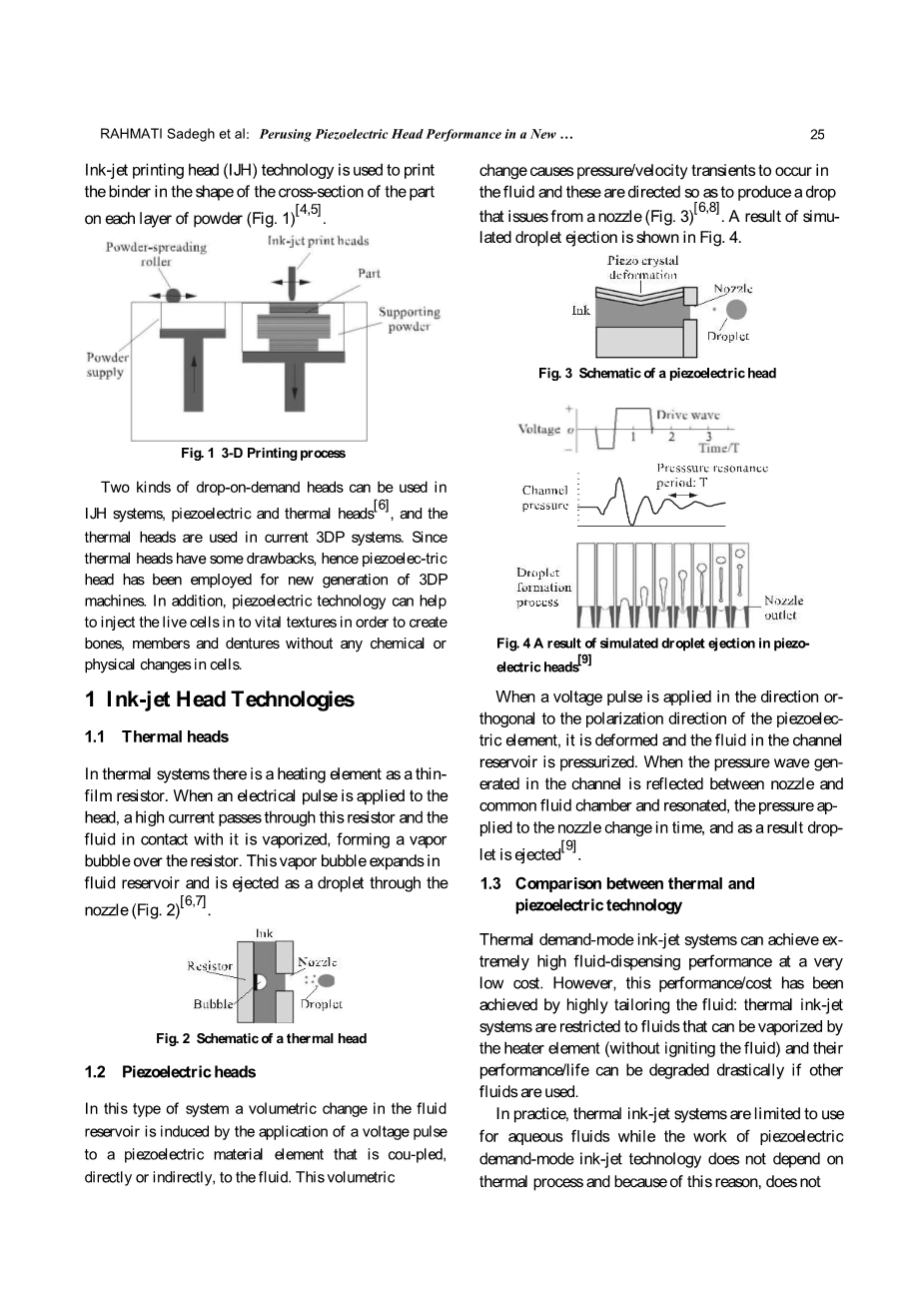
变化引起压力/速度瞬变
流体和这些被导向,以便产生从喷嘴中喷出的水滴(图3)。[6,8]。是simu-的结果
延迟的液滴喷射如图4所示
图1三维打印过程
IJH系统可采用压电式和热式两种按需滴头[6],目前的3DP系统采用热封头。由于热封头的一些缺点,压电封头已被应用于新一代3DP机。此外,压电技术可以帮助注入活细胞到重要的纹理,以创造骨骼,成员和假牙没有任何化学或物理变化的细胞。喷墨头技术
- 热的头
在热系统中,有一种作为薄膜电阻的加热元件。当电脉冲作用于电阻器头部时,大电流通过电阻器,与之接触的流体汽化,在电阻器上形成蒸汽泡。这个汽泡向内膨胀流体储集器,并作为液滴通过喷嘴喷射(图2)。
图2热头示意图
- 压电头
在这种类型的系统中,对直接或间接耦合到流体中的压电材料元件施加电压脉冲,可引起流体储层的体积变化。这个体积。
图3压电头示意图
图4压头液滴模拟喷射结果[9]
当电压脉冲作用于压电元件的偏振方向或垂直偏振方向时,压电元件发生变形,通道储层中的流体受到压力。当在通道中产生的压力波在喷嘴与普通流体腔体之间反射并共振时,压力ap-对喷嘴进行及时更换,从而使液滴被排出[9]。
- 热与压电技术的比较
热需求型喷墨系统能够以极低的成本获得极高的排液性能。然而,这种性能/成本是通过对流体的高度定制实现的:热喷墨系统仅限于可被加热元件汽化的流体(不点燃流体),如果使用其他流体,它们的性能/寿命会急剧下降。
在实际应用中,热喷墨系统仅限于水相流体,而压电要求型喷墨技术的工作不依赖于热过程,正因为如此,才不依赖对从头部喷嘴喷射出来的液体产生热应力。与此同时,可由压电头喷射的流体的多样性大大增加[6]。此外,一些热喷墨系统与压电型相比,产生与卫星和雾滴不一致的液滴较多,导致模型尺寸误差大,表面精加工粗糙,颜色质量较差[9]。
- 控制弹射和冲击现象
由于喷墨打印模型的结构对液滴的速度、初始尺寸和扩散前的运动轨迹有较大的影响,因此对其进行控制是十分必要的
这些不同的特性作为打印头驱动参数的函数[10]。获得这根据数据,利用5 V和12 V两种不同电压下的数学方程,发现振幅的增大(高达12 V)导致卫星液滴的形成,随后卫星液滴会赶上主液滴。此外,这表明最终体积随着脉冲振幅的增大而增大(图5)。
图5共振频率与液滴体积的关系
|
方程为[10] |
|
|
V pi;r 2V /(2 f) |
(1) |
|
d |
在Vd 为雾滴体积,r为喷嘴半径,V为雾滴速度,f为响应频率。由式(1)可知,当Vd 增大时,液滴的必要速度迅速增加。此外,头部运动的频率减少打印层当代。考虑到这些条件,可以得到精确的模型尺寸层。这些态度的唯一缺点是构建层的速度,因为工作头的频率直接影响印刷层的位置。
3喷嘴
另一个重要的参数,以建立准确的层是内喷嘴直径。当喷嘴直径减小时,液滴体积减小,但喷嘴内的粘性阻力增大,能量损失迅速增加。图6为喷嘴直径与水滴速度的关系。
图6不同粘度下喷嘴直径与液滴速度的关系
在黏结剂粘度增大的情况下,喷嘴喉道面积减小,速度降显著。换句话说,与通过改变喷嘴截面面积来提高速度相比,增加粘结剂粘度对速度下降的影响最为显著。内喷嘴直径、液滴大小与液滴体积的关系如表1所示。
表1内喷嘴直径、水滴大小与液滴体积的关系[11]
|
内喷嘴直径 |
液滴尺寸 |
滴体积 |
|
(micro;m) |
(micro;m) |
(pL) |
|
30. |
35 |
20. |
|
50 |
55 |
90 |
|
70 |
70 |
180 |
4绑定属性
调整有机悬浮液的流体性质,使之与打印头类型相适应,粘度和表面张力必须为5- 20mpa s和分别为35 - 40 mJ / N。这就得到R的比值e / we1/ 2 在适当的范围内(1-10)
占主导地位,意味着大的压力,为弹射;反过来说,如果这个比率太大,一个连续的柱体就会被喷射出来,从而导致卫星落体在主落体后面形成。
如前所述,压电头技术能够更有效地连续地从喷嘴喷射粘结剂。此外,该技术保证粘合剂下降后,离开喷嘴,将准确停留在感兴趣的位置。因此,在一般情况下,压电技术是最适用于喷墨打印技术的流状体喷射或微点胶,特别是快速成型的应用[6]。因此,具有这些规格的压电头具有如表2所示的特性。
表2压电头特性
|
印刷方法: |
Drop-on-demand喷墨 |
|
|
喷嘴配置: |
单色:48喷嘴(120dpi) |
|
|
颜色(48喷嘴times;5) |
青色,品红色,黄色,浅色 |
|
|
青色,光磁铁 |
||
|
打印方向: |
双向逻辑搜索 |
|
|
打印速度: |
238 CPS |
|
|
打印头的生活: |
30亿点/喷嘴 |
|
|
进料速度: |
110毫米/秒 |
|
|
最大分辨率: |
dpi (720times;2880) |
图7显示了从打印头后面看到的喷嘴配置。喷射粘合剂液滴所需的能量包括形成粘合剂液滴所需的能量
图7压电头喷嘴结构
液滴表面和液滴的动能。此外,喷管中粘结剂的流动消耗了相当大的能量。此外,即使在液滴喷射后,也会产生更多的能量,直到粘结剂的残余振动终止为止。
5的结论
研究了压电头和热头的优缺点。在此基础上,确定了精度、寿命、材料多样性、压电头等参数最适合快速成型应用。在此基础上,采用压电振型技术将粘结剂从noz-zles中喷射出来。带有压电头的打印层样品如图8所示。
图8新型3d打印机打印单层图
新3DP系统的尺寸精度、表面光洁度和制作模型的颜色质量等参数都比普通的3DP模型有显著的提高。此外,ca-pability层用的机制是提高了3倍(最低层厚度是25mu;m),和制作模型的表面处理也提高。
与目前商用3d打印机制作的模型相比,该模型色彩丰富、精度高、表面质量好。事实上,薄层厚度对模型的表面纹理质量有着重要的影响。应用压电技术使粘合剂渗透所需的深度,导致层厚度薄如25mu;m和改善表面纹理质量。这项工作目前正在进行中,初步结果很有希望。
3D打印技术在工业产品设计,特别是数字产品模型制造领域的应用正在成为一种潮流和热门话题。桌面级3D打印设备的逐渐成熟和应用开始推动全球3D打印市场的兴起,全球工业分析公司(Global Industry Analysis Inc)的研究报告预测2018年全球3D打印市场将达到29.9亿美元。
3D打印技术与3D印刷是两个完全不同的概念。3D印刷是将图片分离成不同角度的红、蓝两张图片,然后将这两张图片按照规定的视差距离套印在一起,并用特殊眼镜观看来形成3D视觉效果,或者将图片经过特殊处理后,直接印刷在特殊的光栅板上,从而呈现3D视觉效果的印刷技术。而3D打印技术是指采用三维喷墨打印技术,通过分层加工与叠加成形相结合的方法,逐层打印增加材料来生成3D实体,达到与激光成型等其他3D模型制造技术相同3D真实物体的数字制造技术。3D打印机按照所使用技术的不同,其工作原理可分为两类:
1.1基于三维打印技术的3D打印机
基于三维打印技术的3D打印机先由储存桶送出一定量的原材料粉末,粉末在加工平台上被滚筒推成薄薄一层,接着打印头在需要成形的区域喷出一种特殊的黏合剂。此时,遇到黏合剂的粉末会迅速固化黏结,而没有遇到黏合剂的粉末则仍保持松散状态。每喷完一层,加工平台就会自动下降一点,根据电脑切片的结果不断循环,直到实物完成。完成之后只要扫除松散的外层粉末便可获得所需制造的三维实物。
1.2 基于熔融沉积制造技术的3D打印机
基于熔融沉积制造技术的3D打印机的工作原理是先在3D打印机的控制软件中导入由CAD生成的实物数据,经处理生成支撑材料和热喷头的运动路径。然后热喷头会在计算机的控制下根据实物的截面轮廓信息在打印平面上进行平面运动,同时热塑性丝状材料由供丝机构送至热喷头,并在喷头中加热和熔化成半液态后挤压出,并喷涂在相应的工作平台上。喷涂热塑性材料快速冷却后
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[608983],资料为PDF文档或Word文档,PDF文档可免费转换为Word



