Hot stamping die design for vehicle door beams using ultra-high strength steel外文翻译资料
2022-10-02 22:03:21
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
Hot stamping die design for vehicle door beams using ultra-high strength steel
(基于超高强度钢的车门横梁热冲压模具设计)
摘要:
节能安全是汽车工业发展的永恒主题。超高强度钢车身结构的热冲压已被广泛使用,具有减少车辆重量同时提高安全性能的双重优点。本文以车门梁的淬火一体化成形研究为例,通过对模具强度数值模拟优化整个模具结构、热冲压过程、冷却管道的布置及其他相关因素。并用该模具生产抗拉强度1550mpa,伸长率6.5%,精度为plusmn;0.3mm的式样梁。此外,梁的刚度提高了2.2倍和3.8倍的强度,导致在C-NCAP碰撞测试满分。与原管状梁相比,降低厚度截面和拉深深度,可使门梁质量降低9.32%,具有有效的节能减排效果。
- 简介
重量轻的车身和乘客安全成为汽车行业的趋势,同时节能环保意识也深入人性。超轻强度钢具有重量轻、安全性能高的双重优点,其应用范围迅速扩大,同时具有高强度、高精度的特点,已成为行业热点。
一方面,成形工艺参数是热冲压工艺的关键,另一方面,热冲压模具需要设置冷却系统,以保证模具的冲压和淬火功能。这是完全不同于普通冲压模具的。在冲压成形过程中,主要针对加热温度、保温时间、成形速度、冲击压力、保压时间、开模温度、流速等主要参数进行优化,以保证成形零件的高强度、高精度。以中国自主品牌汽车的门梁为例,本文研究超高强度钢板热冲压成形技术和轻量化设计。
2.超高强度钢制门梁热冲压模具的研制
2.1热冲压模具的材料优化
热冲压过程中,零件通过模具成形后完成相变强化,因此模具需要冷却管实现淬火冷却的功能。从材料性能的性能角度来看,模具材料必须具有很高的导热系数,才能达到快速均匀的冷却效果,要求在较好的热疲劳性能和较高的热强度在冷热交替状态下工作,并且有强耐磨性去承受氧化皮和坯料的热摩擦。
热作模具钢材料的组合物含有铬(如表1所示)来提高其耐腐蚀性能的应用。常温下,硬度为HRC48 HHD以上,可在600℃时保持在HV 498.2,这显示出高强度和高温热稳定性。材料表现出优良的耐磨性,在高温下,不到assab840的三分之一。
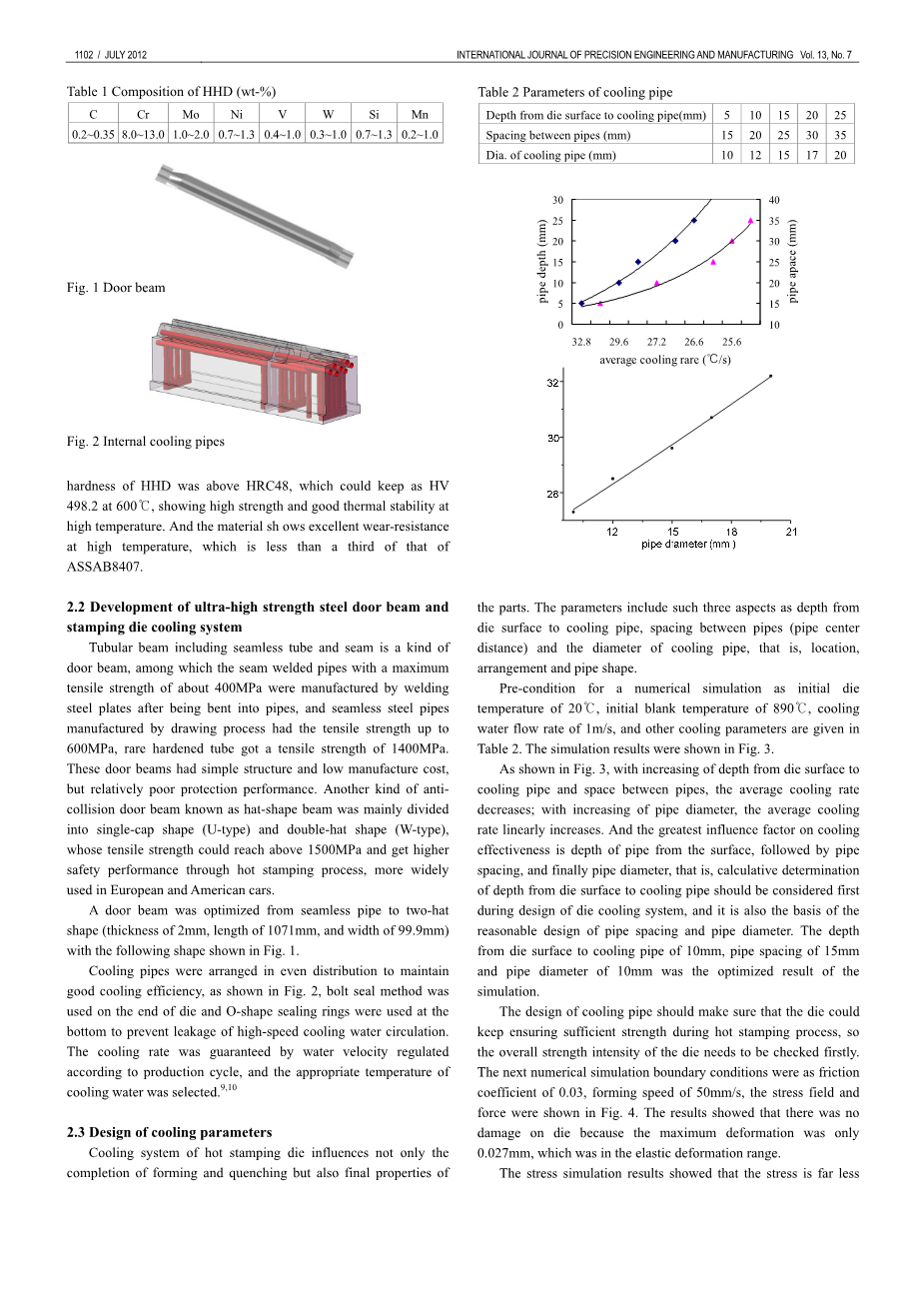
图2 内部冷却管
图1 门梁
表1 成分组成
2.2超高强度钢制门梁及冲压模具冷却系统的研制
管状梁包括无缝钢管及焊缝是一种门梁,其中焊接管的最大抗拉强度约400mpa,由焊接钢板弯曲成管后制造的,回火过程后无缝钢管抗拉强度达到600MPa,罕见的硬管,有1400mpa的抗拉强度。这些门梁结构简单,制造成本低,但防护性能较差。另一种防撞门梁称为帽形梁,主要分为单帽形状(U型)和双帽形(W),其抗拉强度可以达到1500mpa,通过热冲压工艺获得更高的安全性能,越来越广泛的应用在欧洲和美国的汽车上。
从无缝管到两个帽形的门梁进行了优化(厚度为2mm,长度和宽度1071mm,99.9mm)形状如图1所示。
冷却水管排列均匀分布保持冷却效果好,如图2所示,在端模用螺栓密封法和O形密封环来防止底部高速循环冷却水泄漏。冷却速度根据生产周期和合适的水温来选择的,由水速调节来保证。
2.3冷却参数设计
热冲压模具的冷却系统不仅影响成形和淬火的完成,而且影响零件的最终性能。这些参数包括从模具表面到冷却管的深度,管间距(管中心距)和冷却管直径的三个方面,即位置、布置和管道形状。
20℃模具初始温度条件下,890℃初始坯料温度、1m / s的冷却水流量、冷却和其他参数在表2中给出。仿真结果如图3所示。
如图3所示,随着模具表面到冷却管和管间距的增加,平均冷却速度减小;随着管径的增加,平均冷却速度线性增加。对冷却效果影响最大的因素是管距离模具表面的深度,其次是管间距,最后管道直径,即模具冷却系统的设计过程中应首先考虑模具表面冷却管深度的确定,同时管间距和管直径的合理设计也是设计基础。下面是模具表面到冷却管深度10mm,管间距为15mm,管径为10mm的仿真优化结果。
冷却管的设计应保证模具在热冲压过程中能保持足够的强度,因此模具的整体强度必须首先进行校核。下一个数值模拟的边界条件为0.03的摩擦系数,形成50毫米/秒的速度、应力场和力如图4所示。结果表明无损伤,因为模具的最大变形仅为0.027mm,这是在弹性变形范围内的。
应力模拟结果表明,应力远小于坯料的机械强度,不会发生开裂现象。相应的门梁模具实体如图5所示。
表2 冷却水管参数
图3 冷却参数的影响
图5 具有不同冷却系统设计的热冲压模具
图4 热冲压成形的应变场模拟
3.热冲压工艺应用
3.1热冲压成形仿真
热冲压工艺主要涉及板材的高温变形行为,这与工艺参数的优化密切相关。在本文中,宝钢热轧BR1500HS(如表3所示的成分),硬度hv193,666mpa抗拉强度,实验测量了铁素体和珠光体组织。从CCT曲线(图6),可以看出,AC3 811℃,AC1是736℃,临界冷却速率15℃/ s,马氏体的起始点是350 ~ 380℃之间,终点是280 ~ 300℃。
实验分别使用Gleeble3800热模拟试验机研究了流变行为。部分样品在15℃/ s的速度下被加热到950℃,在这个温度保持5分钟,以获得均匀的奥氏体组织,然后以70℃/S迅速冷却完成等温拉伸试验。在数据分析过程中,采用诺顿霍夫定律建立模型:
根据性能参数和材料模型进行热冲压数值模拟,结果如图8所示。由于大部分地区的防撞梁弯曲和少数属于伸展,大部分区域有相同的厚度。材料在图7区快速流动,变形较大,最大减薄率为20%,最大应力很容易产生应力集中。材料流动在B区挤压,温度最高,厚度增加,这是最后一次接触模具。最低温度是在两侧,明显冷却的最大压力在这里,第一次接触模具。
根据模拟结果,该零件的最低温度在600°以上,可满足马氏体相变的要求。模具全过程的最高温度在200℃,那么所形成的部分的温度低于150℃,淬火15s后模具温度低于60℃,零件成形良好,无皱裂。
淬火时间对成形件马氏体相变的厚度分布有帮助,其结果如图8所示。可以看出,热冲压后厚度为2mm(92.21%),淬火后厚度更均匀(93.34%的厚度为2毫米)。
图6 BR1500HSCCT曲线(宝钢)
表3 BR1500HS的组成
图7 数值模拟结果
图8 变形部分厚度
图10 超高强度钢门梁
表4 保险杠横梁最佳热冲压工艺参数
图9 破坏部分
3.2热冲压工艺及优化
高温钢板的抗拉强度是100MPa,如果有压边力(BHF的简称),物质流动快,零件由于零件的抗拉强度不足以承受的摩擦阻力会被破坏,可以从图9看出。热冲压件因为可以自由伸展与高温下强度低,在无压边力情况下很少会出现起皱。
试验结果表明,加热参数对微结构相变的影响较大,成形参数对热冲压件力学性能的影响较大。由于淬火时间对马氏体相变具有显著的影响,合理的冷却速度和冲压力对冲压件的形状有影响。此外,坯料的传递时间是一个重要的因素,即,随着传递时间的增加,初始变形温度降低,需要更大的压力完成冲压。此外,马氏体相变将不完整。
最佳工艺参数如下表4,优良的防撞梁如Fig. 10
3.3机械性能测试与分析
拉伸试验,硬度试验的结果,厚度测试、残余应力测试和精度测试,如表5所示,从中可以得出以下结论:抗拉强度达到1550mpa,是冷弯管的3.8倍(约400 MPa),最大减薄率为17%,满足冲压厚度要求,白光扫描显示梁的焊接装配精度完全满足要求,两端焊接表面尺寸精度(plusmn;0.5mm)如图11所示,并显示为均匀的板条马氏体组织。
三点弯曲试验如图12表明,位移大于20mm时,冷弯管束无法继续承受力,然而热冲压具有良好的弹性可以承受冷弯管梁的2.5倍的力。
根据gb20071-2006汽车侧面碰撞标准,车辆侧面碰撞的对比图片与冷弯管、热成形的门梁是在图13所示。基于C-NCAP的评估规定,采用冷弯管车的分数是10.85分,而热冲压门梁车评分为16分(满分)。超高强度钢对提高整车侧面碰撞安全性能起到重要作用,确保各项指标符合国家碰撞标准。
与冷弯管件相比,2mm厚的W型热冲压门梁在安全性能显著增加,体重增加38%。为满足车身轻量化的要求,两种设计通过这种梁的深度和厚度来优化。热冲压钢板的厚度减少2mm至1.6mm,梁的重量比冷弯管增加7.7%以上;当保持长度和宽度尺寸不变,而深度从32毫米减少到23.6毫米,梁的重量减少了9.32%,这些都利于节能减排。
三点弯曲实验的门梁(图14)表明,随着板材厚度或深度的减少,同时减少了热冲压梁弯曲性能,金属板的厚度对弯曲性能发挥重要的作用,所以汽车部件可以通过厚度变薄而达到更轻的目的。
如图14所示,变形的轻量化优化门梁相比,厚32mm等我深门梁增加15mm相比 2mm,有6.7%的原始变形量,变形量的增加对汽车侧面碰撞试验的结果没有影响。因此,改进的轻型门梁满足安全性和轻量化的双重要求。
图11均匀组织扫描试验结果
表5 热冲压门梁性能参数
图13冷弯管(左)与热成型门梁(右)车侧碰撞对比图
图12 点弯曲试验的比较
图14 4种门梁的三点弯曲试验对比曲线
4结论
- 影响管材冷却效果的最主要因素是模具成型表面的管深,其次是管道间距和管径。从模具表面到冷却管的深度应该是合理设计管道间距和直径的基础。
- 热冲压模具优化系统和工艺参数,可以保证全马氏体组织和优良的机械性能,拥有1550mpa平均抗拉强度,伸长率6.5%和plusmn;0.5mm形状精度;优化工艺后的参数为930℃加热温度、保温时间的4.5min,形成速度75毫米/秒,7MPa冲孔压力,淬火时间15s,1.1m/s的流速。
- 对超高强度钢门梁进行了优化设计,实现了冲击试验满分,刚度提高了2.5倍,强度提高了3.8倍,比原管道轻了9.32%倍,达到了安全轻量化的双重目标。
参考文献:
1. Zhuang, B., Shan, Z., and Jiang, C., “Hot Stamping Technology
and the Application in Automobile Body,” Machinist Metal
Forming, No. 21, pp. 62-64, 2010.
2. Gu, Z.-W., Shan, Z.-D., Xu, H., and Jiang, C., “Hot forming
technology of automotive high strength steel sheet stamping
part,” Die amp; Mould Industry, Vol. 35, No. 4, pp. 27-29, 2009.
3. Sikora, S. and Lenze, F.-J., “Hot-Forming Important Parameters
for the Production of High-Strength BIW Parts,” IDDRG, pp.
295-301, 2006.
4. Kim, Y.-J. and Choi, C.-H., “A study on life estimation of hot
forging die,” Int. J. Precis. Eng. Manuf., Vol. 10, No. 3, pp. 105-
113, 2009.
5. Shan, Z., Zhang, M., Jiang, C., Xu, Y., and Rong, W., “Basic
study on Die Cooling System of Hot Stamping Process,” Proc.
of the Int. Conf. on Advanced Technology of Design and
Manufacture, pp. 1-4, 2010.
6. Hoffmann, H., So, H., Steinbeiss, H., “Design of Hot Stamping
Tools with Cooling System,” Annals of the CIRP, Vol. 56, No. 1,
pp. 269-272, 2007.
7. Ahn, D.-G., “Applications of laser assisted metal rapid tooling
process to manufacture of molding amp; forming
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[136842],资料为PDF文档或Word文档,PDF文档可免费转换为Word



