一种新的焊接热源有限元模型外文翻译资料
2021-12-26 17:23:07
一种新的焊接热源有限元模型
JOHN GOLDAK, ADITYA CHAKRAVARTI, and MALCOLM BIBBY
本文提出一种基于空间功率密度高斯分布的焊接热源数学模型。其中特别提出了一种可以轻易改变热源的尺寸和形状的双椭球形热源,以模拟浅穿透电弧焊接过程和深穿透激光和电子束焊接过程。此外,它还具有多功能性和灵活性,可处理非轴对称情况,如条形电极或异种金属连接。以前的热源模型假设为圆形或球状对称形。计算分析采用ASGARD进行,ASGARD是一种用于焊缝热应力分析的非线性瞬态有限元(FEM)热流分析程序。将计算出的厚工件中埋弧焊的温度分布与Christensen报告中的测量值和Krutz和Segerlind的FEM计算值(表面热源模型)进行比较。此外,将计算出的深穿透电子束焊缝的热历史与Chong报告中的测量值进行了比较。计算值和测量值之间的一致性非常好。
前言
焊接接头内和周围结构的变形,残余应力和强度降低的问题是焊接工业的主要问题。这些问题直接源于熔焊的局部强热输入引起的热循环。由热源产生的高温导致低碳钢焊缝周围显着的冶金变化。热历史,特别是高温下的浸泡时间和800至500℃的冷却时间决定了给定组合物的微观结构和机械性能。从400到150℃的冷却时间是氢气扩散和焊缝冷裂的控制因素。准确预测焊接结构的残余应力,变形和强度需要精确分析热循环。一些研究人员强调了良好的焊接热源模型在热循环分析中的重要性。在检查了几个模型的性能之后,本文提出了一种新的焊接热源模型,它不仅比现有的更精确,而且是第一个能够处理缺乏径向对称情况的模型。此外,该模型可以平滑载荷矢量,从而减少误差和FEM分析的计算成本。由Fourier提出并在20世纪30年代后期由Rosenthal应用于移动热源的热流基本理论仍然是计算焊缝热历史最常用的分析方法。正如许多研究人员所表明的那样,Rosenthal的分析(假设点,线和平面热源)对于融合区和热影响区内或附近的温度有严重误差。在温度低于熔点约20%的工件区域,Rosenthal的解决方案可以得出非常准确的结果。然而,在该模型中假设的热源处的无限温度和材料热性质的温度敏感性(假设与温度无关的平均值)随着接近热源而增加误差。Myers等人详细讨论了这些假设和其他假设对Rosenthal分析的温度分布准确性的影响。
为了尽力克服这些限制,一些研究人员使用FEM来分析焊缝中的热流。由于Rosenthal的点或线模型假设热源的通量和温度是无限的,因此温度分布与线性弹性断裂力学中裂纹尖端周围的应力分布有许多相似之处。因此,许多用于断裂力学的FEM技术可以适用于Rosenthal模型。当然,也可以使用奇异有限元法分析Rosenthal任意几何形状的公式。这种方法将保留Rosenthal分析的大部分局限性,但可以轻松分析复杂的几何形状。然而,由于它不能解释电弧中的实际热量分布,因此无法准确预测电弧附近的温度,因此这里不采用这种方法。
Pavelic等人首先提出应该分配热源。他提出了沉积在工件表面上的高斯分布通量(W / m2)。Andersson,Krutz和Segerlind以及Friedman的后续研究尤为引人注目。在参考文献2和7中,Pavelic的圆盘模型与FEM分析相结合,在融合和热影响区域实现了比使用Rosenthal模型计算的温度分布明显更好的温度分布。
虽然Pavelic的“圆盘”模型相比之下肯定是向前迈出了重要一步,但一些研究人员建议热量应该分布在整个熔融区域,以更准确地反映电弧的挖掘作用。Paley和Westby遵循这种方法,他们在熔合区(FZ)中使用恒定功率密度分布进行有限差分分析,但没有提供估算熔池长度的标准。此外,利用有限差分法很难适应实际焊池的复杂几何形状。
本次研究提出了一种非轴对称三维热源模型。在熔融区观测的基础上,有人认为这是一个更现实的模型,并且比已经提出的任何焊接热源模型更灵活。浅层和深层焊缝都适用于这种不对称的情况。通过将其与Rosenthal计算以及其他FEM模型和实验结果进行比较,证明了该模型的优势。
理论公式
本文中提出的模型是“双椭球”模型。结果表明,Pavelic等人的lsquo;圆盘rsquo;模型是Paley,Hibbert和Westby的体积来源,是“双椭球”模型的特例。为了给出双椭球模型的证明,有必要简要描述Pavel的lsquo;圆盘rsquo;模型和Friedman修改的FEM分析。此外,圆盘的数学扩展到球形,椭圆形,最后扩展到双椭球结构。通过这种方式,可以以连贯的方式呈现和讨论物理和数学。
模型考虑因素
热源(电弧,电子束,激光)与焊池的相互作用是一种复杂的物理现象,一直无法准确模拟出来。目前对于来自电弧源的压力分布,表面张力,浮力和熔融金属粘度的精确影响知之甚少。然而,众所周知,这些因素共同作用导致焊接熔池变形和相当大的搅拌。由于这些复杂性,在这篇文章中(或其他地方)没有尝试直接对流体流动现象进行建模。然而,由于电弧“挖掘”和搅拌,显然热输入有效地分布在工件的整个体积中。
“圆盘”模型比点状模型更加真实,因为它将热量输入分布在热源区域。事实上,对于不会导致熔化的预热火炬,这可能确实是一个非常精确的模型。然而,在没有对焊池自由边界位置,所施加的牵引以及焊池和电弧之间的对流和辐射条件进行建模的情况下,热源的某种程度的理想化对于实现解决方案是必要的。圆盘模型不能解释整个FZ的热量快速传递过程。特别是,不可能用表面圆盘模型预测EB或激光焊接的深穿透FZ。在此调查期间计算的热历史数据(圆盘模型)与测量值的比较强调了对有效体积源的需求,例如Paley和Hibbert提出的那种。此外,发现有必要创造一种具有相当大灵活性的体积源,即双椭球模型。对于较少的一般形状,例如半球或单个椭球,计算和测量所得的温度分布之间的显着误差无法得到解决。
通过认识到固体液体界面是熔点等温线(假设两个相位效应可以忽略不计),“双椭球体”的尺寸和形状可以是固定的,即半轴长度。同时,熔池温度测量表明熔融区几乎没有过热。热源模型预测FZ的尺寸和形状以及峰值温度的准确度可能是对模型性能的最严格测试。在该研究中,发现当椭球体的尺寸和形状精度等于熔池的精度时,获得了最高的精度。Christensen提出的无量纲系统可用于估计椭球参数。
在Paley和Hibbert的“有效体积热源”中,功率密度在整个熔融区中是恒定的。这在物理上是不现实的,因为搅拌速度必须在FZ边界处衰减到零并且在弧焊界面处上升到最大值。这在数学上也是不合需要的,因为功率密度的步骤需要在FEM分析中使用细网格以获得精确的结果,这在计算上是不可接受的。在该研究中,假设高斯分布集中在热源的原点。直观地说,这在数学上和物理上都是优选的。结果也证实了这一论点。
高斯表面通量分布
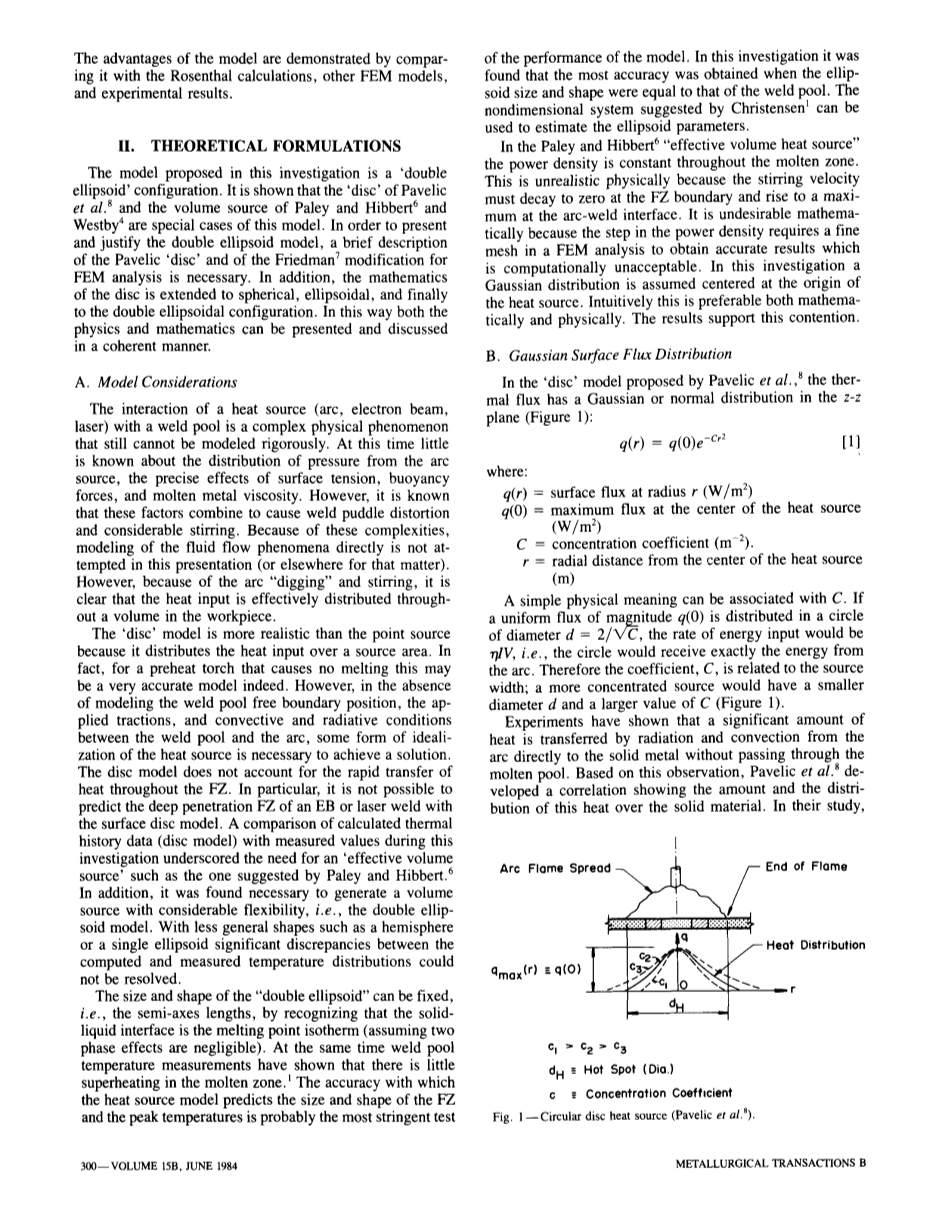
在Pavelic等人提出的“圆盘”模型中,热通量在z-z平面上具有高斯分布或正态分布(图1):
q(r) = q(0)e-Cr2
式中:
q(r) = 半径表面通量r (W/m2)
q(0) = 热源中心的最大通量(W/m 2)
C = 浓度系数(m-2)
r = 距离热源中心的径向距离(m)
一个简单的物理意义可以与C相关联。如果均匀的磁通量q(0)分布在直径为d = 2/radic;C的圆中,则能量输入的速率将为eta;/nu;,即,圆盘将精确地接收来自电弧的能量。 因此,系数C与热源宽度有关; 更集中的来源将具有更小的直径d和更大的C值(如图1)。
图1 圆盘热源(Pavelic等)
实验表明,大量的热量通过辐射和对流从电弧直接传递到固体金属而不通过熔池。基于这一观察结果,Pavelic等人发现了一种相关性,显示了这种热量在固体材料上的量和其分布。在他们的研究中,规定了从加热板到周围环境的对流和辐射损失以及可变材料特性。
Friedman和Krutz以及Segerlind提出了另一种形式的Pavelic#39;圆盘#39;模型。用与热源一起移动的坐标系表示,如图2所示,采取以下形式:
式中:
能量输入率(W)
C = 通量分布的特征半径(m)
图2 根据Krutz和Segerlind用于圆盘模型FEM分析的坐标系
引入固定在工件中的(x,y,z)坐标系是方便的。另外,需要滞后因子 来定义在时间t = 0时源的位置。与固定和移动坐标系相关的变换是:
式中焊接速度(m / s)。在(x,y,z)坐标系采取以下形式:
对于,对于。
为了避免完整的三维有限元分析的成本,一些研究人员假设纵向的热流可以忽略不计,即。因此,热流被限制在x-y平面,通常位于z = 0处。除了低速高热输入焊接外,这种方式已被证明几乎不会产生误差。圆盘热源沿z方向在工件表面移动,并在其穿过时在参考平面上沉积热量。然后热量向外扩散(x-y方向)直到焊缝冷却。
C. 半球功率密度分布
对于有效穿透深度较小的焊接情况,Pavelic,Friedman和Krutz的表面热源模型非常成功。然而,对于诸如激光或电子束的高功率密度源,它忽略了在表面下方传热的电弧的挖掘作用。在这种情况下,半球高斯功率密度分布(W / m 3)将朝着更逼真的模型前进。半球形体积源的功率密度分布可写为:
式中是功率密度(W/m3)。式5是下一节中研究的更一般的椭球形配方的特例。
虽然预计半球形热源比圆盘热源更好地模拟电弧焊,但它也有局限性。许多焊缝中的熔池通常不是球形。而且,半球形光源不适用于非球对称的焊缝,例如条形电极,深穿透电子束或激光束焊接。为了消除这些约束,并使配方更准确,现在提出椭球体积源。
D. 椭球功率密度分布
中心在(0,0,0)和半轴a,b,c平行于坐标轴x,y,sc的椭圆体中的功率密度的高斯分布可写为:
式中是椭圆体中心的功率密度的最大值。
节约能源需要:
式中:
热源效率
电压
电流
评估该方程可得:
为了评估常数A,B,C,定义椭圆体a,b,c在x,y,st方向上的半轴,使得功率密度在椭球体的表面处下降到。
在x方向:
于是
同样
所以
坐标变换可以代入方程,为固定坐标系中的椭球提供表达式。
如果忽略z方向的热流,则可以在位于z = 0的z-y平面上进行分析,该平面类似于“圆盘”热源(图2)。在椭圆形源与该平面相交的情况下,计算每个时间增量的功率密度。
E.双椭球功率密度分布
椭球热源模型的计算经验表明,热源前面的温度梯度并不像预期的那样陡峭,熔池后缘的温度梯度比实验经验更陡峭。为了克服这个限制,如图3所示组合两个椭圆形源。源的前半部分是一个椭圆形源的象限,后半部分是另一个椭圆体的象限。 沿着轴的功率密度分布如图3所示。在这个模型中,需要在前后象限中沉积的热量的分数ff和fr,其中ff fr =2。前面的功率密度分布象限变成:
同样,对于光源的后象限,椭圆体内的功率密度分布变为:
图3 双椭球热源配置以及沿轴的功率分布功能
在方程中,参数a,b,c可以在前后象限中具有不同的值,因为它们是独立的。 实际上,在焊接不同金属时,可能需要使用四个八分圆,每个八分圆具有a,b和c的独立值。
有限元分析
评估双椭球模型
为了最小化计算成本,初始分析在垂直于焊接方向的平面中进行,如图4和5所示。因此,忽略了焊接方向上的热流。在焊接方向上从电弧流出的热量相对较少的情况下,上述简化是准确的。当电弧速度很高时,这是合理的。 Andersson给出了这种近似效应的估计,他认为,除了在电极附近之外,忽略在移动电极方向上的热流引入的误差并不大。
图4 Christensen提出的板焊接厚截面焊缝的实验布置和有限元网格
图5 Chong提出的深熔焊缝的实验布置和有限元网格
验证模型
为了证明双椭球体热源模型的灵活性和评估其有效性,考虑了两种截然不同的焊接情况。分析的第一个案例是板上的厚截面(10厘米(4英寸))埋弧焊(低碳结构钢—0.23 pct C)焊缝,如图4所示。焊接条件包含在图中。Christensen发现该焊缝800至500OC的冷却时间为37秒,图中显示的FZ和HAZ尺寸。图中还显示了用于计算这些量的FEM网格。如前所述,它在x和y中是二维的。当热源通过时,计算“分析的横截面”中的温度分布的一系列时间步长。以这种方式,可以确定FZ和HAZ横截面尺寸,并且从时间步长温度数据计算800至500 oC的冷却时间。
第二种焊接情况取自Chong的研究。它是板上的部分穿透电子束珠(低碳钢—0.21 pct C)焊缝。传统上,Rosenthal 2D模型将用于分析此焊缝。 然而,在贯穿厚度尺寸中存在一些热流,因为穿透是部分的,当然,理想的线热源是可疑的。 通过选择合适的特征椭球参数,椭圆模型可以很容易地适应这种焊缝几何形状(参见下面的第3-B节)。通过Chon
英语原文共 7 页
资料编号:[3436]



