汽车水泵壳体压铸成形工艺分析及模具设计毕业论文
2020-02-19 19:21:49
摘 要
压力铸造属于特种铸造的一种,是一种将处于液态或者半固态的金属在高速高压下充入型腔内,并在保持压力输出的状态下凝固成型的方法,具有高效、精密、高质量的特点,如今在制造业中被广泛使用。压铸模的设计一直在革新和进步,现如今的模具设计已与旧时代的方法思路大有不同,如今的模具设计结合了计算机数值分析方法,利用模拟软件为设计提供更可靠的思路和选择,大大提高了设计周期与设计质量,本课题基于汽车水泵壳体零件,展示了:
- 压铸模具的各个系统的设计过程与方法。
- 利用Anycasting模拟软件对充型过程进行模拟,确定溢流槽开设的位置以及验证冷却系统的合理性以提供改善方案。
- 将设计的模具零件利用solidworks建模并进行装配,导出CAD图并修改完善。
关键词:压铸模 汽车水泵壳体 数值模拟 Anycasting
Abstract
Pressure casting is a kind of special casting. It is a method of solidifying the metal in a liquid or semi-solid state under high speed and high pressure and solidifying it under the condition of maintaining pressure output. It is efficient, precise and high quality. The characteristics are now widely used in manufacturing. The design of die-casting molds has been innovating and improving. Today's mold design is very different from the old-fashioned method ideas. Today's mold design combines computer numerical analysis methods, using simulation software to provide more reliable ideas and choices for design. The design cycle and design quality have been greatly improved. This topic is based on automotive water pump housing parts and shows:
(1) Design process and method of each system of die-casting molds.
(2) Simulate the filling process using the Anycasting simulation software, determine the location of the overflow tank and verify the rationality of the cooling system to provide an improvement[13].
(3) Model and assemble the designed mold parts using solidworks, export the CAD drawings and modify them[14].
Keywords: die-casting mold, automobile water pump housing, numerical simulation, Anycasting
目 录
摘 要 I
Abstract II
第1章 绪论 1
1.1 研究背景及意义 1
1.1.1 研究背景 1
1.1.2 研究意义 1
1.2 国内外研究现状 1
1.2.1 压铸模具CAD/CAE研究现状 1
1.2.2 压铸行业的发展现状及趋势 2
1.3 采用的技术方案和措施 2
第2章 压铸件的工艺分析 4
2.1 压铸件简介 4
2.2 压铸件的材料 5
2.2.1 材料分析 5
2.2.2 ADC12的压铸工艺参数 5
2.3脱模斜度的确定 6
2.4 充填速度的确定 6
2.5 压铸温度的确定 6
2.6 确定型腔数量和排列形式 7
第3章 初选压铸机 7
3.1. 计算压铸机所需锁模力以及压实压力的确定 7
3.2. 压铸机的选择 9
3.3. pQ²压铸机选型方法介绍 10
第4章 模具设计 11
4.1 浇铸系统的设计 11
4.1.1 内浇口的设计 11
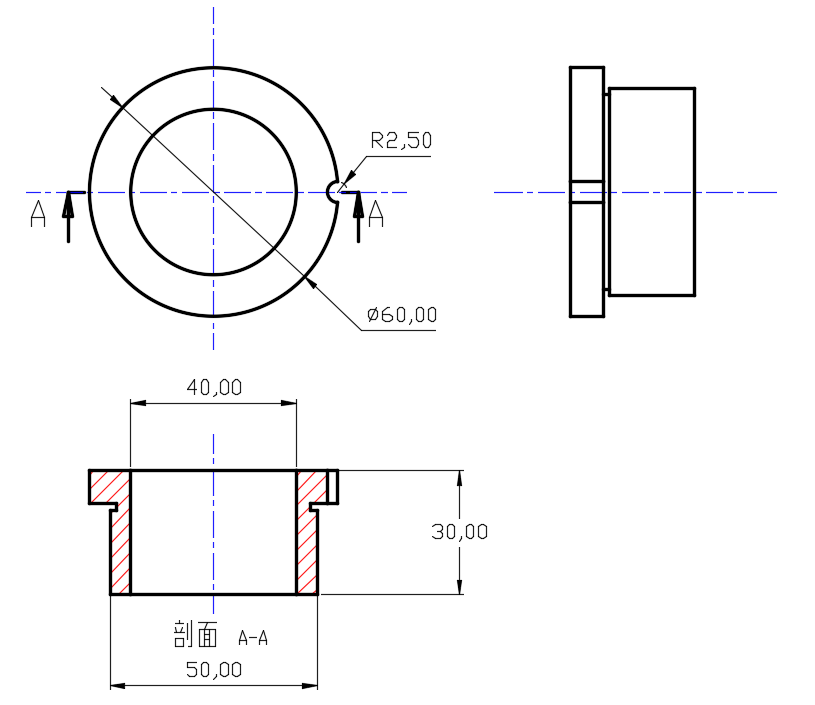
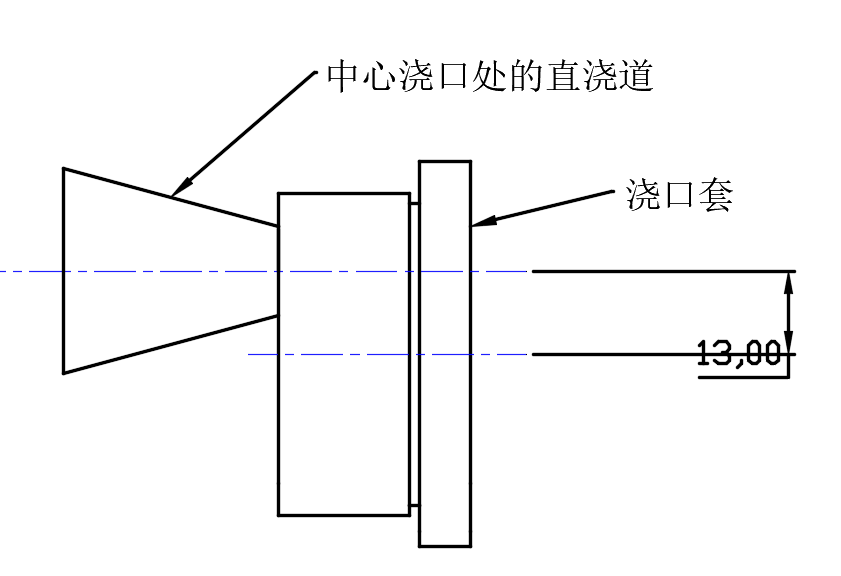
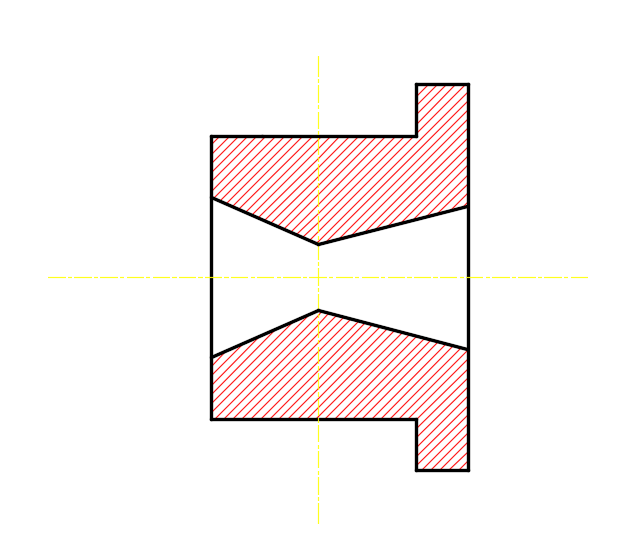
4.1.2 直浇道的设计 12
4.1.3 横浇道的设计 15
4.2分型面的设计 17
4.3 模架的设计 18
4.4 加热与冷却系统的设计 20
4.4.1 加热与冷却系统的作用 20
4.4.2 加热系统的设计 20
4.4.3 冷却系统的设计 21
4.5 成型零部件的尺寸计算与设计 23
4.5.1 成型零件的结构 23
4.5.2 成型零件的尺寸计算和公差选用 24
4.6 抽芯机构的设计 27
4.6.1抽芯力和抽芯距离的计算 28
4.6.2 液压抽芯机构的设计 28
4.7 Anycasting模流模拟分析 32
4.7.1 Anycasting软件介绍 32
4.7.2 模拟设定流程 32
4.7.3 结果分析 32
4.7.4 溢流槽的设计 34
4.7.8 冷却系统的改进 35
4.8 推出机构的设计 36
4.8.1 推杆推出机构的推出部位的选择 37
4.8.2 推杆的推出端形状与整体尺寸设计 37
4.8.3 推杆的止转及固定方式选择 38
4.9 模具工作原理及爆炸视图 38
第5章 校核计算 39
5.1 压铸机校核 39
5.1.1 模具厚度的校核 39
5.1.2 动模座板行程的校核 40
5.1.3 最大注射量的校核 40
5.2 冷却水道面积的校核 40
5.3 推杆稳定性的校核 41
第6章 模具工程报价 41
6.1 模具报价的计算方法 41
6.1.1 经验计算法 41
6.1.2 材料系数法 42
7.2 模具报价的计算 42
第7章 结论 44
参考文献 45
致 谢 45
第1章 绪论
1.1 研究背景及意义
1.1.1 研究背景
汽车水泵壳体在汽车水泵中主要起到支撑的作用,而现如今汽车行业都在朝着轻量化的方向发展,铝合金是最被广泛使用的一种汽车水泵壳体材料,而恰好铝合金在压力铸造中是一种比较理想的材料,而且压铸件具有组织细密,表面质量好,力学性能优良的特点,恰好符合汽车行业对零件的要求,因此在汽车零件制造业中,压力铸造是绝对的首选生产工艺。
1.1.2 研究意义
对于压铸模具的设计研究意义就在于缩短设计周期、提高设计的可靠性、使得所设计的模具更精密、更高效、成本更低。而去完成这一系列目的的关键方法便是结合计算机数值模拟分析去改良设计。通过计算机数值模拟分析,压铸过程中的熔融金属溶液的流动和凝固状态都可以被展现,这也代替了实际试模,为压铸件的设计及其模具设计提供了可靠的依据和较优的参数,为压铸件的品质提供了保证。与计算机技术结合对于压铸模具的设计无疑有着重大的意义。
针对许多小型模具厂家生产模具时的浇铸方案设计困难,装配试模修模反复次数多,导致生产周期长,以及模具生产质量不高,制件精度低,变形等问题,本课题希望能利用CAE设计改善此类问题。此外,本课题中的模具设计全都采用3D设计,使得设计更直观,数据统一性好,不容易出现人工疏忽,缩短设计周期,最终也便与后续的加工。
1.2 国内外研究现状
1.2.1 压铸模具CAD/CAE研究现状
区别旧时代与新时代的压铸模具设计的最重要的特点便是在设计中对CAD和CAE的研究与使用,而对于这两种结合计算机计算机的设计的的发展程度在某种程度上业反映了一个地区或者国家的模具设计水平。
国内的模具设计对于CAD和CAE的使用如今已经高度普及[2],这系列软件也成为了高校对人才培养的重要内容,而对于其研究和发展仍处于一个较为劣势的位置,有待继续提高和发展。
对于国外对CAD/CAE技术的研究,与国内情况相比确实要略胜一筹,例如AutoCAD、solidworks、ProE、UG等三维建模软件,又如Anycasing、Moldflow、Procast等模拟软件。这些软件都为模具设计提供了充足的技术保障。
1.2.2 压铸行业的发展现状及趋势
国内外的压铸行业发展现状区别仍比较大,但是竞争都比较激烈。
国外的压铸企业较少,但是每个企业的规模较大,专业化程度也比较高,资金充足,技术力量雄厚,发展稳定。在国内,压铸企业数量大,发展水平参差不齐,小型企业较多,而在小型企业中,主要以盈利为目的,对于技术的研发稍有忽视,因此整体发展较慢。
在未来的压铸行业中,顺着计算机数值分析模拟方法这条图腾,未来的压铸件必朝着轻量化、精确化、稳定化、集成化、均一化的方向发展。
1.3 采用的技术方案和措施
一、材料的选择
本次设计采用ADC12,ADC12是日本牌号,又称12号铝料,相当于中国国产的合金代号YL113,Al-Si-Cu系合金,是一种压铸铝合金,适合气缸盖罩盖、传感器支架、缸体类等。
二、压铸机的选择
1. 压铸工艺
压铸工艺内容主要包括:
压力:压射力、压射比、胀型力
速度:压射速度、内浇口速度
温度:合金的浇注温度、模具温度及模具的热平衡
时间:充填时间、增压建压时间、持压时间、留模时间
这方面的设计在确定浇注系统及模型壁厚后可以进行选择。
三、浇注系统和排溢系统的设计
1. 浇注系统
2. 排溢系统
排溢系统是熔融金属液在充填型腔过程中,排出气体、冷污金属液以及氧化夹杂物的通道和存储器,用以控制金属液的充填流态,消除某些压铸缺陷,是浇铸系统中的重要组成部分[1]。排溢系统包括溢流槽和排气道两个部分。
四、分型面的选择及成型零件与结构零件的设计
1. 分型面位置的确定
分型面的选择要点主要在于利于开模、保证表面质量、使模具结构尽可能简单。
2. 型腔数目、型芯结构的确定
型腔的数目的确定主要根据生产纲领确定,小批量可以使用但型腔模具,降低成本,而对于大批量生产,一模多腔将大大提高生产效率,降低生产成本。
本模具的型芯结构主要根据水泵壳体的内部结构而定,侧抽芯主要根据侧孔形状而定。
五、模架的选择
模架是整个模具框架,起到支撑作用,且包括了导向机构,在模架的标准结构中都包括了导向机构,根据所设计的浇注系统、铸件的总体尺寸以及型腔数量选择标准模架。
六、确定模具加热冷却方式
模具的加热系统主要用于预热模具,而冷却系统主要用实现合理的温度场分布,达到顺序凝固的要求。
对于加热系统主要有燃气加热、热介质加热、用模具温度控制装置加热。可以确定本课题中使用模具温度控制装置加热。
而对于冷却系统主要有风冷和水冷。可以确定本次设计中使用水冷。
七、确定侧抽芯机构
八、确定脱模推出机构的具体结构
在成型之后,必须有结构将铸件自动推出,而这种用于推出的机构既为脱模推出机构。在推出机构推出后,还需复位机构复位。本课题采用一次推出机构,使用推杆推出机构,使用复位杆复位。
九、绘制模具装配图及部分结构零件图
十、制作3D动画演示
十一、利用3Dmax软件制作动画演示开模、抽芯、推出、合模的过程。
第2章 压铸件的工艺分析
2.1 压铸件简介
汽车水泵,是于汽车发动机冷却系统中至关重要的一个元件。发动机具有多条与在汽车前部的水箱相连接的冷却水道,这些水道与水箱构成了一个冷却液循环系统,而汽车水泵则是安装在发动机出水口的一个动力装置,泵出发动机管道内的热水,泵入水箱内的冷却水。
对于汽车水泵,其壳体主要起到支撑和连接作用,支撑内部轴承、扇叶等结构,连接发动机。
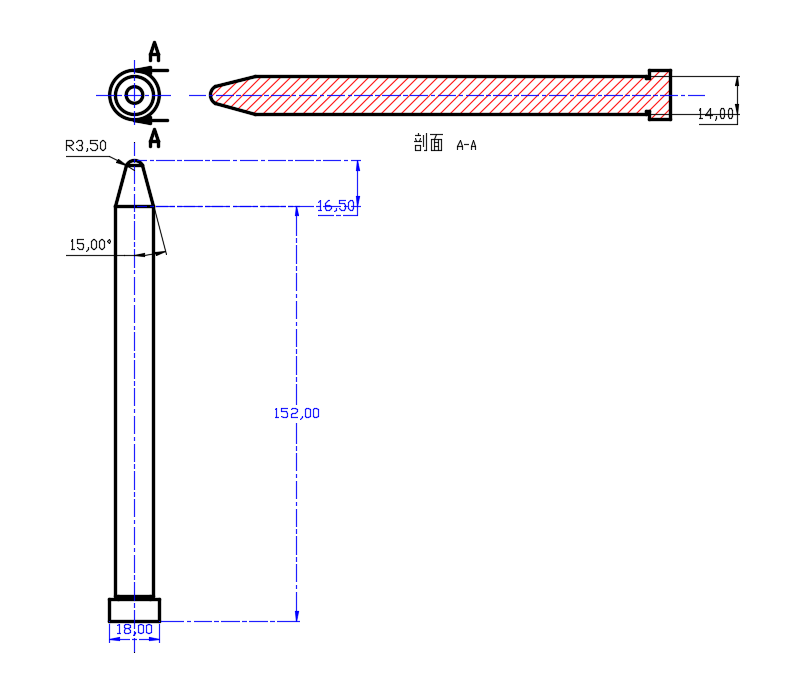
该壳体结构较复杂,壁厚分布不均匀,表面光洁度、质量要求较高且质量要轻,传统砂型铸造生产效率低,壳体表面粗糙度、造型复杂容易产生缩孔缩松,成品率低。水泵尺寸为150mm116mm163mm,如图2-1所示。该水泵壳体内部为空心结构,由两个回转体构成,在铸件顶部有一处长57.5mm厚4mm的肋板,底部有两个厚大连杆套,最厚处12mm。铸件壁厚最薄部位3mm,最厚部位18mm,壁厚差别较大。
根据铸件的材料:铝合金,以及铸件的使用功能选择铸件的公差为CT6。
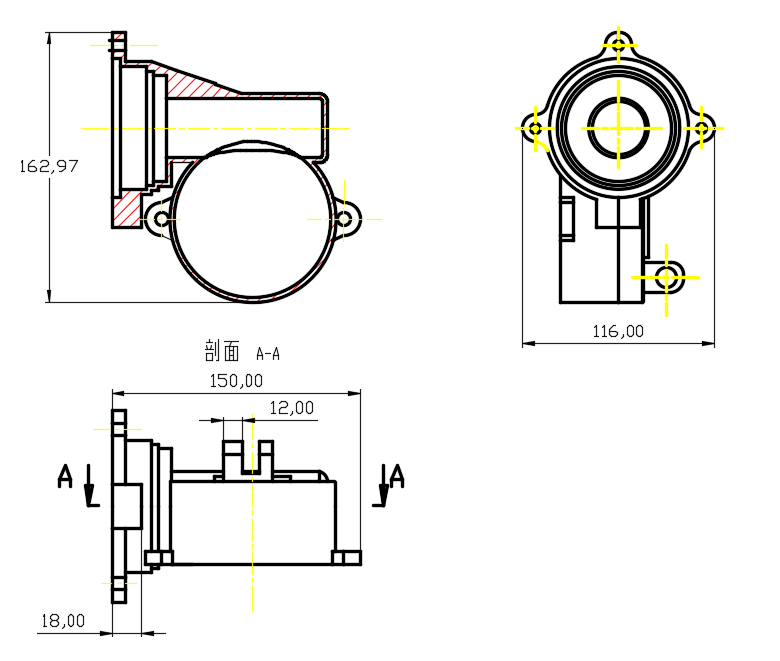
图2-1 汽车水泵壳体
2.2 压铸件的材料
2.2.1 材料分析
由于汽车水泵壳体要求质轻但强度高,于是选用ADC12材料。ADC12为日本牌号(JIS),是一种铝合金,为Al-Si-Cu系合金,相当于中国国产的合金代号YL113。ADC12基本都是由已报废或者旧铝材重复利用,在成产而得,缓解了铝材市场的原材料紧缺问题,在压铸行业中被广为使用。
2.2.2 ADC12的压铸工艺参数
铝的熔点一般为660°C,而铝合金的相对会稍低,但ADC12的却为660.32°C。其导热系数为96.2(W/m .k),密度为2.70g/cm³。该铝合金的机械及物理性能见表2-1。
表2-1 ADC12的机械及物理性能
2.3脱模斜度的确定
在脱模过程中,铸件的脱模斜度尤为重要,它将直接影响脱模的难易程度,以及铸件将留于定模一侧或是动模一侧。为了便于脱模,一般情况下脱模斜度都建议取大值,以降低对推出力或抽芯力的要求。
根据实际情况,该铸件于配合面的外表面的斜度取0°30′,内表面取0°15′,于非配合面的外表面取1°15′,内表面取1°[3]。外表面的的脱模斜度取值均比内表面的大,为了使得铸件在开模后可以包裹在型芯上。
2.4 充填速度的确定
充填的速度一般根据铸件的壁厚以及质量要求而定,若壁厚较厚且内部质量较高的铸件建议使用较高的充填速度,反之选择较低的充填速度,充填速度的选择同样因压铸金属的不同而不同。充填速度的选择可根据表2-2进行。
表2-2 推荐充填速度
合金种类 | 铝合金 | 锌合金 | 镁合金 | 铜合金 |
充填速度(m/s) | 20~60 | 30~50 | 40~90 | 20~50 |
由于汽车水泵壳体结构较为复杂且平均壁厚为3.33左右,遵循“对于厚壁或内部质量要求较高的铸件,应选择较低的充填速度”的原则,选择较低的充填速度[4],因此充填速度选择为30m/s。
2.5 压铸温度的确定
压铸温度包括浇注温度和模具的初始预热温度,浇注温度和模具的初始预热温度是两个重要的工艺参数,浇铸温度可以影响铸件的流动与凝固过程,与铸件的质量密切相关[8]。压铸温度是指从压室进入型腔时金属液的平均温度,而模具温度即为模具的预热温度,这两个温度因素都需要加热系统来控制,来保证金属液充型时的流动性。
压铸温度的选择根据经验值可确定为670~710°C,而模具的初始预热温度设定为200~230°C。
2.6 确定型腔数量和排列形式
由于该铸件的产量中等,且不属于大型铸件,因此综合成本、效率与质量,决定选择一模两件的形式,其排列形式见图2-2。
图2-2 型腔排列形式
第3章 初选压铸机
选择压铸机是对于生产符合要求的高质量的压铸件一个重要环节,如今有两种主流的选择方法,一是利用最大锁模力来选取,二是利用pQ²图来选取,后者较前者来说更加的精确,更加的有效,更加的明了。由于在设计过程中缺乏相应的数据条件,因此仍是采用前者——利用最大锁模力选取压铸机。
3.1. 计算压铸机所需锁模力以及压实压力的确定
[5]计算锁模力的三个主要因素便是主胀型力,分胀型力,以及安全系数,计算所需锁模力的公式见式3-1。
式中,
—压铸机所需的锁模力(kN);
—安全系数(一般取);
—主胀型力,作用在在分型面上的胀型力,其计算公式见式(3-2)(kN);
—分胀型力,作用在侧抽芯上的胀型力,其计算公式见式(3-3)(kN)。
式中,
—主胀型力(kN);
—铸件在分型面上的投影面积,一般加上30%作为浇铸系统与溢流排气系统的面积(cm²);
—压实压力(MPa)。
由于本次抽芯拟采取液压抽芯,因此分胀型力的计算公式为:
式中,
—各个型芯所产生的法向力之和(kN);
—侧型芯成型端的投影面积(cm²);
—侧抽芯的楔紧角(度);
—液压抽芯器的插芯力(kN)。
由于计算主胀型力需要确定压实压力,因此先选择压实压力,压实压力的选择可根据压实压力推荐表选择,见表3-1。
表3-1 压实压力推荐值
铝合金 | |
一般件 | 30~50 |
承载件 | 50~80 |
耐气密件性或大平面薄壁件 | 80~120 |
(单位:MPa)
汽车水泵壳体为承载件,因此将压实压力确定为70MPa,利用solidworks的测量功能测得单个铸件在分型面的投影面积为4725.49mm²,考虑一模两件以及浇注系统需要多加30%,因此投影面积可计算=14176.47mm²,主胀型力可计算得=99235.29N,即约等于99.23kN。由于还未对抽芯机构尽心设计,因此将主胀型力增大50%作为主胀型力与分胀型力之和,因此计算得所需锁模力为=186.05kN。
3.2. 压铸机的选择
压铸机分一般分为热室压铸机与冷室压铸机,也可分为立式压铸机和卧式压铸机。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: