薄壁圆筒件车床夹持变形分析及优化毕业论文
2020-04-15 17:47:16
摘 要
伴随着机械制造业的不断发展,薄壁零件的加工精度要求在不断提高,然而因为自身的刚度差和耐冲击的性能低,在车床上加工过程中不容易被控制,非常容易发生变形,导致误差偏大从而影响加工所需要的精度,薄壁零件加工过程中的夹具夹持方法是控制变形是保证薄壁零件精度的关键。本文主要研究夹具夹持方法对薄壁零件的变形影响。
本文利用ABAQUS有限元分析,选取三爪卡盘、四爪卡盘、六爪卡盘、三爪三内支撑卡盘、四爪三内支撑卡盘、四爪四内支撑卡盘、六爪三内支撑卡盘、六爪六内支撑卡盘、三吸盘、四吸盘和六吸盘这十一种模型,在ABAQUS中分析,不考虑其他外在因素,材料且相关参数相同的薄壁圆筒件在这些夹持下的变形情况,并且进行合并分类比较。得出结果,只有卡盘时,卡盘数目增加可以减小变形;吸盘数越多变形量越小;有内支撑时,卡盘数和内支撑数一样并且多的时候变形量较小。
在相同材料下没有特殊要求的时候,工件在夹具下的变形有一定的规律。从变形量来看,采用只有卡盘的夹具即可,当然在条件允许下夹具爪数越多,受力面积越大越均匀,工件发生的变形越小。当然还是要考虑一些特别的情况,比如夹持是否方便,制作夹具的容易度以及夹具能使用的年限等等,这些都是在选取夹具的时候要考虑的因素。
关键词:ABAQUS,夹具,卡盘,吸盘,变形分析
Abstract
With the continuous development of machinery manufacturing industry, processing accuracy requirements for thin-walled parts is constantly improving. However, due to its poor stiffness and low impact resistance, it is difficult to control during lathe processing, and it is easy to deform, resulting in larger errors which affect the processing accuracy. The clamping method in thin-walled parts processing is the key to control deformation to ensure the accuracy of thin-walled parts. This paper mainly studies the fixture clamping method produce an effect on the deformation of thin-walled parts.
In this paper, ABAQUS finite element analysis is used to select eleven methods, namely, three-jaw chuck, four-jaw chuck, six-jaw chuck, three-jaw chuck, four-jaw chuck, three-jaw chuck, four-jaw chuck, four-jaw chuck, six-jaw chuck and six-jaw chuck, to analyze in ABAQUS, without considering other external factors, materials and related parameters. Deformation of the same thin-walled cylinder under these clamps is compared and classified. In conclusion, only when they are chucked, the number of chucks can be diminished. In addition, the variation may be smaller of the number of suction cups is more than before . Besides, if they have internal support , the number of chucks is the same as the number internal support . In other words, when there is more, the deformation is smaller.
When the same material has no special requirement, the deformation of workpiece under fixture has certain regularity. From the point of view of deformation, only the chuck clamp can be used. Of course, the more the number of clamp claws is allowed, the larger the force area is, the more uniform the deformation of the workpiece is. Of course, we should also consider some special situations, such as the convenience of clamping, the ease of making fixtures and the length of service of fixtures, etc. These are all factors to be considered when selecting fixtures.
Keywords: ABAQUS;Fixture;Chuck;Sucker;Deformation Analysis
目录
第一章 绪论 3
1.1 课题的研究背景以及意义 3
1.2 国内外研究现状 3
第二章 车床夹具 5
2.1 车床夹具定义 5
2.2 车床夹具的组成部件 5
2.3 车床夹具的分类 5
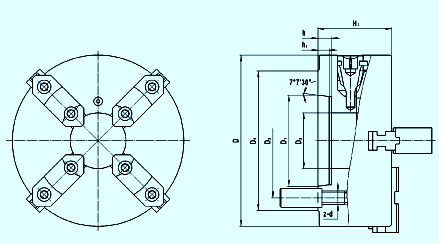
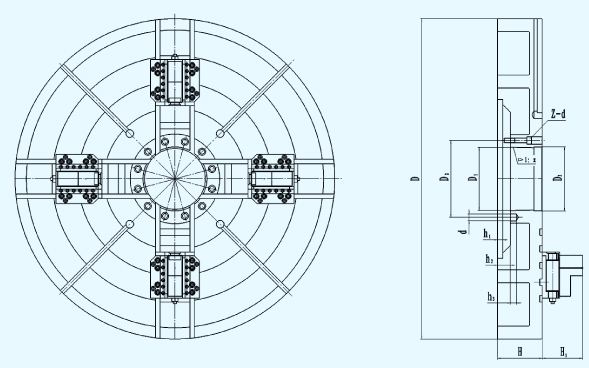
2.3.1 卡盘式车床夹具 6
2.3.1 吸盘式车床夹具 6
第三章车床夹持有限元建模 10
3.1 ABAQUS软件的介绍 10
3.1.1 软件介绍 10
3.1.2 ABAQUS的求解器 11
3.1.3 ABAQUS的模拟仿真过程 11
3.2有限元模型的建立 12
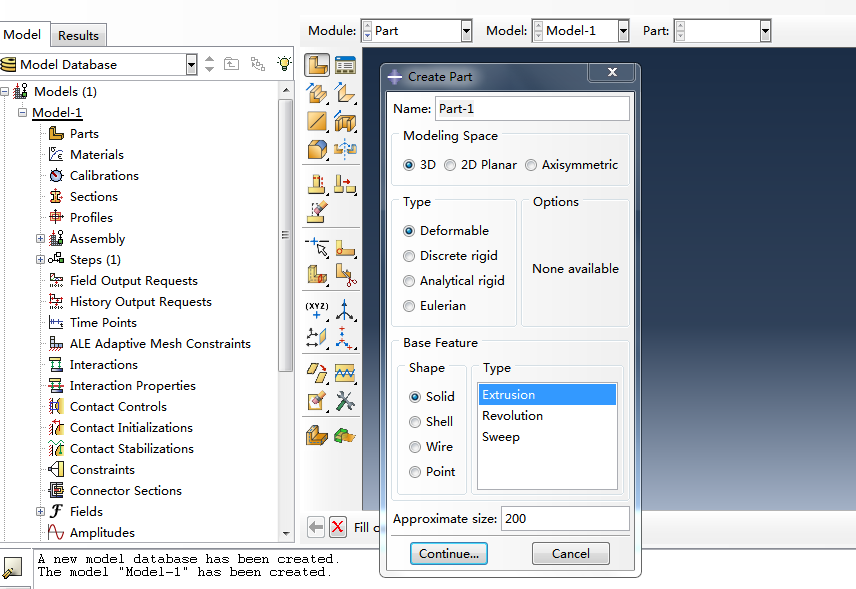
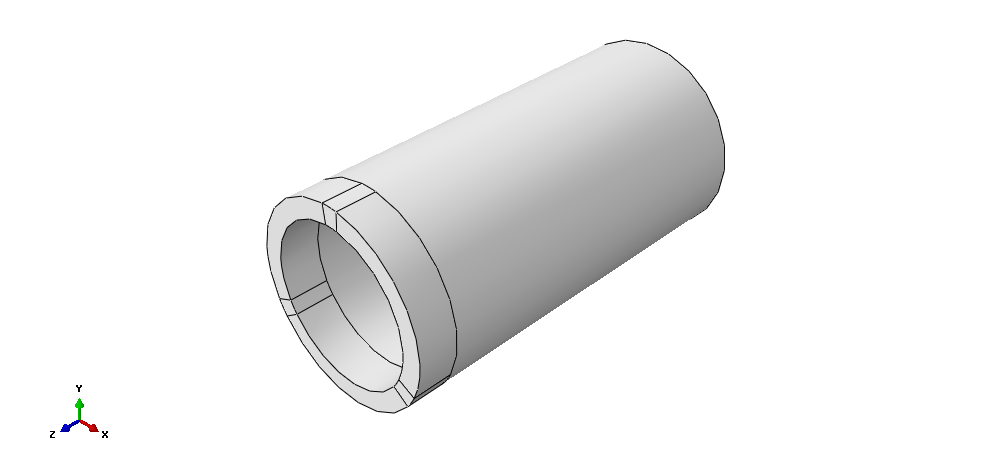
3.2.1 工件模型 12
3.2.2 工件属性设置 13
3.2.3 步骤设置 14
3.2.4 载荷设置 14
3.2.5 网格划分 14
3.2.6 运算 14
3.3数据的提取 15
第四章 数据结果及分析 17
4.1 工件的数据结果 17
4.1.1 卡盘夹持 17
4.1.2 卡盘夹持含内支撑件 18
4.1.3 吸盘夹持 19
4.2 夹持方法对薄壁圆筒件变形的影响 20
4.3本章小结 22
第五章 总结与展望 23
5.1 全文总结 23
5.2 展望 23
参考文献 24
致谢 25
第一章 绪论
1.1 课题的研究背景以及意义
夹具是在运用在焊接、检验、加工、装配过程中固定工件的零件,是机械加工过程里组成部分中十分重要的存在。随着机械制造业的发展,对薄壁零件的加工精度不断提高,然而由于其自身的刚度差,耐冲击的性能低,在车床上加工过程中不易控制,极易发生变形,导致误差变大从而影响加工的精度,薄壁零件加工过程中伴随着的高温、表面硬化层、残余应力等因素对工件的弹塑性变形、结构强度、疲劳寿命、可靠性和稳定性也有着很大的影响,所以控制变形是保证薄壁零件精度的关键。
1.2 国内外研究现状
在今天一些对于薄壁的夹持变形还有关于夹持这个常见问题所运用的技术的这些领域的深入探讨,在我们这个大国不乏出现一些学者对这些个方面进行了探讨,像目前就职于华中科技大的金闻瑞还有他的同事,看出了工件装夹的存在丰富的不同的特质,从而促使他们把工件夹具分成好多类型,还从这个角度又给出了新的定义。我们使用这些他探讨出的东西可以顺当的设计关于夹具的结构,还可以得到各种不一样的加工对象的不同的使用方法[1]。夹具会在它运用的过程里发生形变,还有工件一起导致变形。形变怎么算出呢 ,来自西南科技大学的这个学者想出了这个问题的方法,他就是李双跃,他在设计装夹的方式上也有被人接受的探讨[2]。在装夹的那个步骤,谁先安装谁后装以及它们应该装在哪个地方以及到底运用哪个加载办法,都会对加工形成不可预料的后果,如果选用有限元分析对这些进行一个优化,会导致很好的后果,同样在我们国家的浙大的一个名叫董辉跃的人就探讨过了,这为薄壁工件刚度差,容易因装夹而产生变形的工艺难题提出解决方案,这是有限元分析方法在分析精密薄壁零件变形方面的应用。在之前的研究中,浙江大学的董辉跃、柯映林等人也曾经运用有限元分析了装夹因拥有残余应力的框类零件的方式的优先选择问题,同时也将有限元分析方法和装夹方法共同利用[3]。 广东工业大学的陈洪军等人想出来了一种在PC的基础上组合夹具虚拟装配设计系统(VDMFS)来组合夹具装配的假设设计,这个系统能提供一个模拟现实的环境给组合夹具的设计[4]。 南航欧志球的论文中就关于获取最佳装夹方案的有效方法,还有对装夹方法的一些评价[5]。同为南航的武凯、何宁等人研究了运用在航空上的薄壁零件的加工变形,将于航空相关的铣削力的计算模型进行了改善,并且为薄壁件的变形分析构建了相关的有限元模型[6]。同时研究航空薄壁件的加工变形的人员还有南航的余伟、王珉等人,他们主要研究了加工过程中残余应力对工件的变形影响[7]。
在国外,传统的切削刀具夹持的设计方法是在加工过程中确定所需加工工件的夹持和支撑位置,在根据不同的切削刀具来正确的将工件固定,而J. Cecil给出了一个可以在自动化夹具设计上同时与传统设计方法使用的并且准确确定工件所需的夹紧面和夹紧点的设计方法[9]。因为切削加工过程中动约束力的存在,新加坡国立大学的AY C Nee等人了一种想法,在夹具中添加能根据工件在夹具的固定下不同的变形程度来自动调节夹紧力大小的夹持装置,在这里用到的重要技术有变形的测量和其对应的加上夹紧力大小的计算估计,想出来了一个更方便于解决夹紧精密的薄壁零件的好思路[12]。德国高等院校与企业产学研联系紧密,塔姆斯特工业大学生产技术与机床研究所在高速加工机床和高速加工技术工艺方面研究较为深入,利用数控机床高速加工技术,提高切削速度,减小吃刀量,减小铣削力,从而在保证了效率的基础上来减少了薄壁零件因加工而产生的变形[11]。薄壁零件不管怎么来加工,变形还是未有很有效的变低,如果同时在零件左右这两个侧面进行加工会有不小的减少作用这个方法来自日本的岩部教育洋[13]。Kline和Budak探究了每齿进给量对铣削力的改变,利用变化每齿进给量来减小薄壁零件的变形量[16]。 B. Li 等人将工件和夹具所接触的地方都模拟成有弹性的情况,可以分化为垂直和平行于工件且过作用点的约束力,同时可以运用牛顿欧拉运动方程式计算在拥有动态切削力的作用力下工件在作用点初的最大位移量,选用不同的定位点和作用点来确定最多位移的最小量,得到加工中夹具分布的最好方法[17]。Budak E 和 Altintas Y在Devor R E 只提出了优化的想法而没有提出具体的方案的基础上选用了变化进给量控制的方法[23]。
第二章 车床夹具
2.1 车床夹具定义
机械制造里有加工对象,加工它的时候加工对象不能随意挪动,为了让加工对象在他应该出现的位置保持不动,等待对它进行施工以及检测的装备[26]。为了达到加工对象不随意挪动的目的,于是就出现了夹具这样的装置,有了它加工的时候固定以及安装加工对象和工件就会变得简单和快捷,夹具我们也叫它卡具。
2.2 车床夹具的组成部件
夹具的组成比较简单,一般是由保证工件在夹具里面出现在它应该出现的地方的定位元件,还有让工件不会随意挪动的夹紧装置以及可以使工件在仅仅一次的安装过程里,就能把几个工位进行的加工一次性完成的分度装置,对刀引导元件、最后当然还有夹具里最重的底座夹具体,还有把这些东西连接起来的连接元件。
2.3 车床夹具的分类
夹具有很多,用于各种不一样的加工里,常用的是可调夹具,还有万能夹具以及组合夹具与专用夹具。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: