用于铺放芯模纤维的多路丝束铺丝头设计外文翻译资料
2021-12-22 22:43:47
英语原文共 17 页
用于铺放芯模纤维的多路丝束铺丝头设计
发明者:James L.Koury,Rio Rancho,N.Mex
代理人:加拿大Isogrid复合材料公司
参考文献:
Evans, Don O;纤维铺放技术研究;SAMPE 第34研讨会论文集,5月8日至11日,1989年,第1-12页
初级考官:Jeff H. Aftergut
律师,代理人或律师事务所:Robert W. Becker&ASSociates
摘要:一种为模具铺丝的方法和铺丝头。通过将纤维按照模具的路径铺放在其上,以形成模具结构构件的肋条,包括面板,圆柱体和圆锥体,甚至是肋条结构本身。在模具和铺丝头作相对运动时,纤维通过铺丝头按照模具的路径铺放其上。不断地重复其运动,以便铺放模具所需厚度的纤维。
用于芯模铺放纤维的多路丝束铺丝头设计
技术背景
本发明涉及一种自动(机器人式的)将纤维按照路径导入模具结构构件以形成肋的方法。本发明还涉及一种用于将纤维优选自动地铺放在模具地槽中地铺丝头。所谓的等网格结构已经开发出来,在重量和强度方面非常有利。这种复合等网格结构本身包含一个带肋的格子结构,或者在肋的一侧或两侧添加一个蒙皮或面板。这种等网格结构是通过将纤维装置放入模具的槽中形成的。在将纤维装置放置到通道中之后,如有必要,将形成的格子结构固化并从模具中移除。一个皮肤,例如复合层,可以放置在格子的一侧,并在从模具中取出之前在那里固化,或者皮肤或面板可以放置在从模具中取出之后的一侧或两侧。例如,皮肤或面板可以通过适当的粘合剂固定到肋骨上。例如,皮肤可以是预浸胶带或编织布。面板可以由任何合适的材料制成。等网格结构可用于多种用途。仅举例来说,等网格结构,无论是面板、圆柱体、圆锥体或任何其他合适形状,都可用于铺板、船运集装箱、步行桥、住房材料、汽车应用、覆环、标志、支撑结构、机翼和机身、喷嘴、航天器结构等。其肋格结构例如,ELF可以用作已浇结构的钢筋,例如在混凝土板中。到目前为止,还没有一种快速、经济的方法将纤维材料放入模具中,形成肋形等网格网架结构。根据目前已知的一些方法,纤维方法一次只能放入一个通道中。这些程序最好至少部分是手动执行的。一个程序也从传统的纤维铺设系统知道使用往复鞋推拉一个宽带的纤维拖或磁带到模具顶部或模具通道。这个已知的过程不是连续的,它是脉动的,非常缓慢。此外,光纤铺设系统体积庞大且价格昂贵。申请人不知道有超过50种相关技术,当然也没有提供自动多头放下过程的技术因此,本发明的目的是提供一种时间和成本效益非常高的连续纤维放置方法和纤维放置头。
图纸说明
本发明的目的以及其他目的和优点将从以下说明书和随附的示意图中更清楚地显示出来,其中:
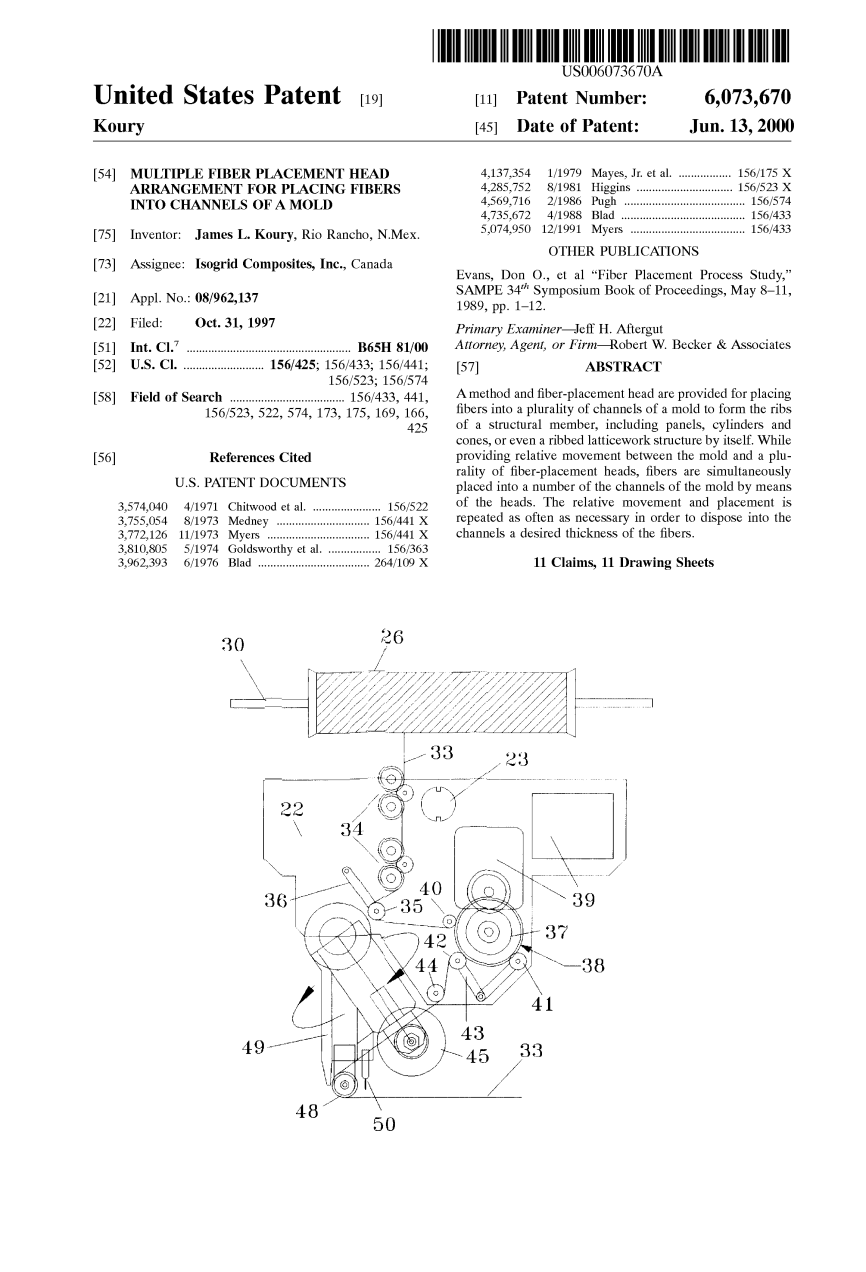
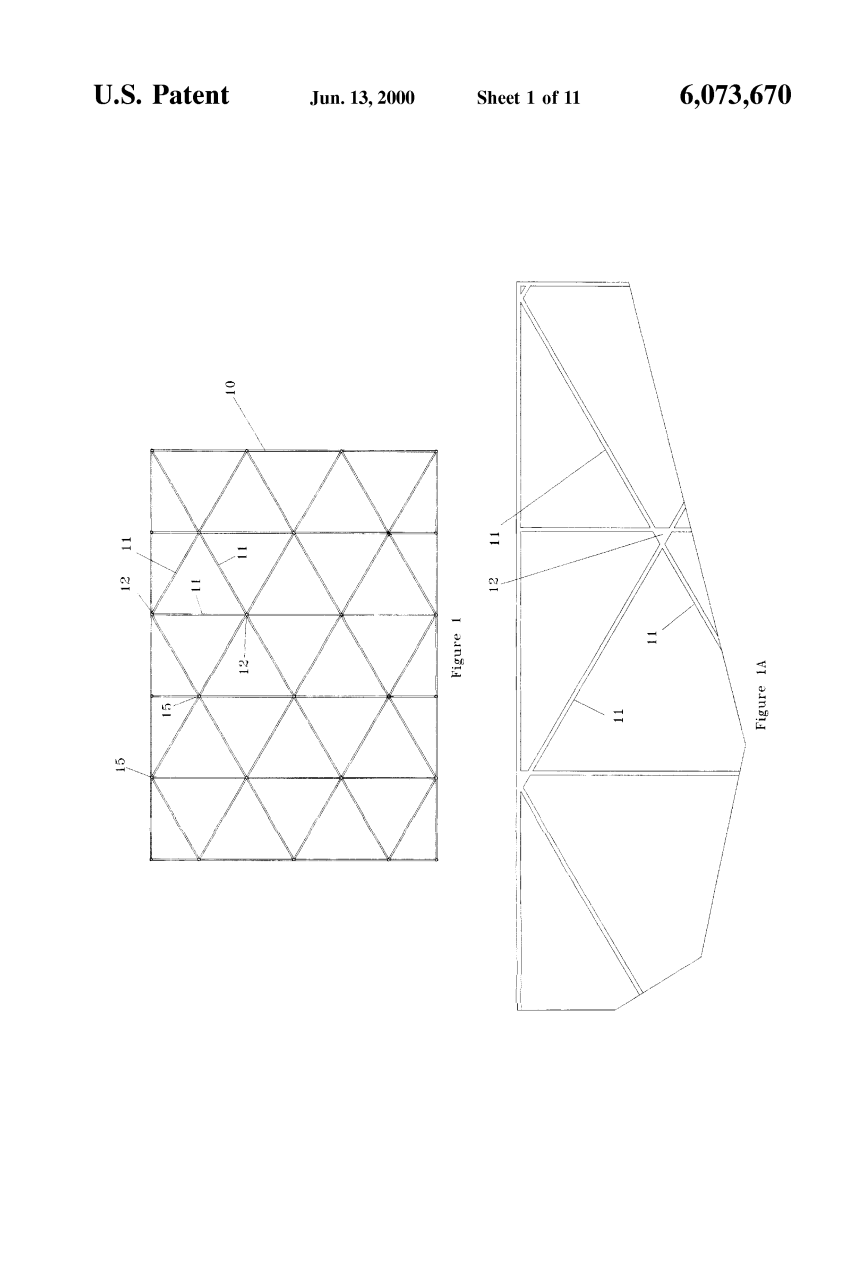
图1所示为具有用于实施本发明方法和装置的通道的凹模的一个示例性实施例;
图1a是几个三角形节点的放大图。
图1中模具的面积;
图2是用于放置的桌子和机架的前视图
纤维是指进入图1的模具中;
图3是图2装置的俯视图;
图4是图2的装置的侧视图;图5a和5b是详细视图,显示了当前inven的光纤放置头组件的两个位置。
图6显示了不带蒙皮的带肋等网格网架结构的一个示例性实施例,显示了连接装置
图7是用于加工圆柱形模具的另一个示例性实施例的侧视图;
图8是图7装置的俯视图;
图9是图7装置的俯视图;
图10是本发明用于加工锥形模具;
图11是图10装置的俯视图。
摘要
本发明的方法的特征主要在于提供模具和纤维放置头之间的相对运动,同时提供这种相对运动同时通过头部将纤维装置放入模具的多个通道中,并重复通常需要相对移动和放置以将所需厚度的纤维装置设置在通道中,从而形成网格结构。本发明的纤维铺放头的特征在于,用于从纤芯或其它供给装置连续地抽出纤维装置的装置,用于将纤维装置引导到模具的通道中的装置,以及用于在通道中压紧纤维装置的装置。
根据本发明,多个这种纤维放置头可以用在一种装置中,该装置的特征在于提供头和模具之间的相对运动的装置,以及用于自动控制头部和相对运动的装置。本发明的方法和光纤放置头使得可以显着减少用于散布光纤装置的时间和成本同时进入多个模具的通道以形成结构构件的肋。
特别是,通过使用几个这样的头,减少了将纤维装置放入模具通道所需的通过次数。换句话说,提供了纤维装置进入模具通道的多重铺设过程。另外,通过减少手动操作以及将纤维装置放置到模具通道中,实现这种纤维放置的时间大大减少,整体生产的成本也是如此。
下面将详细描述本发明的其他具体特征:
现在详细参照附图,图1中示出了与本发明的方法和设备结合使用的等格栅模具的示例。该模具通常用附图标记10表示,并且是从为特定应用设计的阳模铸造的阴模,或者也可以使用诸如router刨机的切割装置由固体或硬材料制成。模具可以由聚合材料制成,包括橡胶和泡沫,或可以由一些其他材料,如刨花板。上述阳模可以是加工的金属异格栅图案铸造托盘。然而,还可以使用立体平版印刷模具工艺提供复合阳模。然后可以通过在其中浇注聚合物材料(例如SILASTIC)来浇铸阴模10,并使浇铸托盘和SILASTIC硅橡胶例如在室温下固化24小时,以形成阴模。凹槽或通道11设置在模具10的一个表面中并形成等格栅设计。这些通道11沿三个不同的方向延伸,优选地相对于彼此以60°的方向延伸,例如 60,-60和0,以便在它们之间形成三角形,最好是等边三角形。实例图10中所示的模具10的形状如图10所示,1是扁平磨具。其他模具10的形状也是可能的,并将在后面详细讨论。
下面的讨论将首先结合使用图1的扁平阴模10制造平板。为了将纤维装置放入模具10的通道11中,将模具放置在X,Y,Z计算机台上,如图2所示。2; 在该实施例中,台架20完成X,Y,Z表的形式。现在可以通过将相应的预浸渍纤维装置(例如以纤维束S形式)放入凹槽中来制备诸如面板的等格栅结构,例如面板。模具10或通道11和节点12借助于多个纤维铺放头组件22以自动方式完成,这将在后面更详细地描述。纤维放置头部组件或头部22可相对于模具10移动,以便将光纤装置沿几个不同的方向放入通道11中。例如,头部22以可在其上移动的方式设置在头部传送轴23上。另外,台架20可在其基部24上在垂直于轴23的方向上以与其成一定角度移动。浸渍纤维装置的主轴或线轴26也通过适当的支架设置在机架20上。从图3的顶视图可以看出,为了将光纤装置放置在成角度的通道11中,头部22与轴23和轨道装置27成一定角度的运动是通过移动来完成的。头部22不仅沿着轴23而且还在与轨道装置27垂直的方向上。这是由计算机驱动的电动机28完成的,用于控制和移动头部22和从动头,用于控制和移动。还可以将模具10设置在工作台上,使得模具不是固定的,而是可移动的。因此,设模具10可以在彼此垂直的两个方向上移动,或者模具可以在一个方向上移动,同时头部22可以在与其垂直的方向上移动,从而能够将纤维装置放入所有的 模具10的通道11。图4示出了主轴26如何分别设置在安装在支撑装置31上的轴30上。本发明装置的侧视图还示出了头22如何沿轴23和轨道装置27行进以将光纤装置放入其中。模具10的通道11.主轴26的数量应对应于头部22的数量,并且优选地与头部一起移动。图5a和5b是显示纤维铺放头组件22的两个不同位置的详细视图。头部22允许纤维装置33的放置,压实,加热和切割,例如纤维束或浸渍有树脂的长丝带和 从各个主轴26存储和取出。纤维装置33首先通过一系列导辊34进给。纤维装置33然后绕导辊35通过,导辊35是摇臂张紧装置或机构36的一部分。作为弹簧支撑或任何其他合适的张紧装置,用于保持光纤装置上的适当张力和用于控制连续进给系统38的非往复轮37的速度。该轮37由马达装置39驱动。用于连续地从主轴26中取出纤维装置33并将其供给通过纤维铺放头组件22.提供压实辊40和41以帮助将粘性纤维装置33保持在其上。轮37和防止光纤装置相对于轮37的滑动。导辊42是另一个摇臂张紧装置43的一部分,其保持光纤装置33的适当张力,由此通过读取的计算机的方式如果需要,调节轮子37的速度以加速或减慢光纤装置的进给。两个张紧装置36和43优选地彼此同步并且与马达装置39的速度同步,使得如果纤维装置33的张力不在指定范围内,则可以自动进行适当的调节。还提供了一个导流辊44。在将纤维装置33放入模具10的通道11中的过程中,通过摇臂和旋转臂组件46降低压实辊45,其包括气动活塞和电磁阀47.气动活塞用于控制压实辊45的预压,通过对纤维装置施加适当的预压力,确保纤维装置33适当地设置在通道11中。例如V形引导辊,也设置在组件46上,将纤维装置33引导到压实辊45.该引导辊48还用于控制铺设和扩口(如果希望的纤维装置33及其切割。可以提供固化装置49,例如光纤管,热气管等,以便在将纤维装置33放置在通道11中之前,如果需要,部分地固化或加热纤维装置33切割装置50 还提供了当通道11的末端已经到达时切割光纤装置33,这将在后面详细描述。
根据本发明的当前优选实施例,纤维铺放头组件22的数量将对应于在模具10中沿给定方向延伸的最大数量的通道11.例如,在纤维铺放系统的实施例中 如图1所示。如图3所示,头22的数量将对应于沿任一角度方向延伸的通道11的数量。在这种情况下,对于每层纤维装置33,仅需要在模具10处进行三次通过,其中纤维放置头组件22将纤维装置放入模具通道11中,即一次进入模具通道11中。通道11延伸的三个方向中的每一个然而,头22的数量不一定必须对应于任何给定方向上的通道11的数量。对于大型模具,这样做可能不实用。尽管如此,总是提供多个头22,以便可以使任何给定方向上的通过次数最小化,并且等速网格结构的生产速度和成本将是非常经济的。尽管如所指出的,本发明的方法使用多个纤维铺放头组件操作,但是在图5a中,纤维铺放头组件22示出22,现在将结合仅一个头22更详细地解释本发明。如图所示,头部22如箭头所示向左移动。在放下之前的该位置,压紧辊45升高并且引导辊48下降。该导辊48可以设置有用于纤维装置33的“抓取装置”,或者可以设置有适当的表面,该表面用于“抓住”纤维装置。如图所示,光纤装置33已穿过头部组件22并准备放入通道中通道末端或甚至超出通道,纤维装置33被切割装置50切割;这再次在图1中所示的辊子的位置上完成。取决于纤维35装置33所需的条件,在将纤维装置33放入纤维装置33之前,可以加热这种纤维装置,例如以增加粘性,或通过前述装置49部分固化。第11频道为了讨论的原因,在相同的方向或优选在另一个方向上重复上述过程。随后,根据需要,为了在通道中获得所需的纤维厚度。为了避免在模具10的通道11的交叉处的较厚的肋部分,这些交叉区域具有加宽的三角形节点12允许光纤装置展开一些并防止在interSection或croSS-Over点积聚。交替纤维铺设的方向还将确保纤维装置33在节点12中均匀地展开。此外,这些富含树脂的节点区域至关重要获得与放置的皮肤或面板的可接受的粘合在肋骨上。另外,也可以使用这些节点区域作为连接点,例如用于安装铰链,柱子,电子盒等(参见例如安装在图6中的柱15上的铰链14)并且还可以用作意味着将网格结构互连到一个或其他结构也可以。例如,通过I束像手段相互连接。在完成将纤维装置33放入通道11中之后,肋状的栅格结构完成,尽管如前所述,结构可以是固化,皮肤可以附着或粘合在其上等在图1中示出了完整的肋状网格结构的例子,其上没有皮肤。6.虽然该结构用附接装置14示出结构不一定必须具有附件手段。还应该注意,附着手段可以这种结构的皮肤或面板,例如,再次通过柱15等附着。这种柱15也在图1中示出。例如,可以在固化之前插入模具10中的纤维装置33。应该注意的是,根据本发明的一个有利的实施例,纤维装置33可以通过头部22以90英尺/分钟的速率放入模具10的通道11中。光纤装置33的宽度例如为4英寸到1英寸,但是可以容纳高达1英寸的宽度。仅举例来说,典型的平板尺寸可以是3英尺乘4英尺或3英尺乘5英尺。前面的讨论是结合将纤维装置33放入扁平模具10的通道11中进行的。然而,根据本发明,也可以使用具有任何其他所需形状的模具。例如,现在参考图1和图2。参照图7-9,其示出了本发明与圆柱形模具10A结合使用的情况。该模具可以再次由聚合材料制成,例如柔性材料,其允许模具被包裹成所需的形状。然而,模具10A也可以是具有在其中加工的通道的固体材料。在图1中。如图7所示,模具10A设置在可旋转的心轴52上,心轴52由马达驱动。纤维铺放头组件22设置在机架20A的圆形部分上,如图2所示。机架20A安装成使其可以在轨道装置27上移动,从而使机架20A可以朝向头部22的方向移动图2的双箭头。通过在心轴52上旋转模具10A或通过在平行于心轴52的轴线的方向上移动头部22,光纤装置33可以在与心轴52的轴线平行的方向上旋转。使用头部22以前述方式将模具放入模具10A的所有通道11中。以类似的方式,本发明可用于制造锥形的等格栅结构,如图9.10.11所示。如前所述,本发明的方法和纤维铺放头组件旨在自动操作。这是通过可编程的方式实现的控制器,例如图7,8和图10,11中所示的控制器53。控制器53被编程为响应和控制许多操作参数,包括通过光纤放置头组件22的光纤装置33的馈送速度,光纤装置33的放置速度,以及光纤装置33的放置速度。正在操作的磁头22的数量,50要放入通道11中的光纤装置33的长度,由磁头22执行的通过次数等。控制器53与特定的isogrid结构一起被编程。通过适当的方式产生并响应各种操作参数,包括在头部22中的55个光纤装置33上的张力传感器将信息提供给控制器23.已知提供装置用于感测和传送参数值到所述控制器53以及调节信号从其返回到头部组件22和其他工作组件。纤维装置33可由任何合适的材料制成,包括玻璃,玻璃纤维,石墨,聚酰胺树脂等。
另外,纤维装置可以是纤维由大量单根长丝组成,它们可以是大
资料编号:[3881]



