回转窑筒体位置测量方法和数据处理方法研究毕业论文
2020-02-19 18:23:11
摘 要
回转窑是水泥生产中的关键设备,回转窑在恶劣生产环境下长期运转,由于各种原因经常容易会出现轴线弯曲、筒体变形等故障情况,使回转窑异常运转,影响窑内耐火砖的使用寿命,易发突然性停产故障,直接影响水泥生产企业的经济效益,因此定期对回转窑筒体进行检测与维修及调整十分必要。本文从回转窑筒体位置检测的方面向入手,调查研究整理分析了国内外相关的测量方法研究,设计了一种精确的回转窑筒体弯曲位置测量方法。本文主要内容包括:
- 分析国内外研究成果,比较各类测量方法的优缺点,最终选定直接测量法的测量方法和最小二乘圆法的数据处理方法作为本文设计测量系统的理论依据。
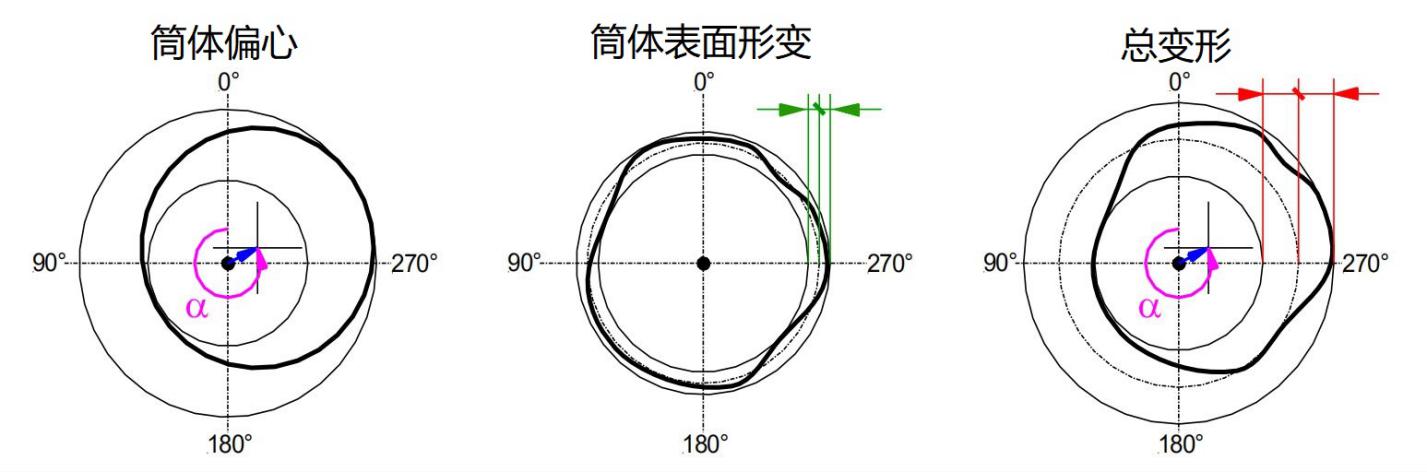
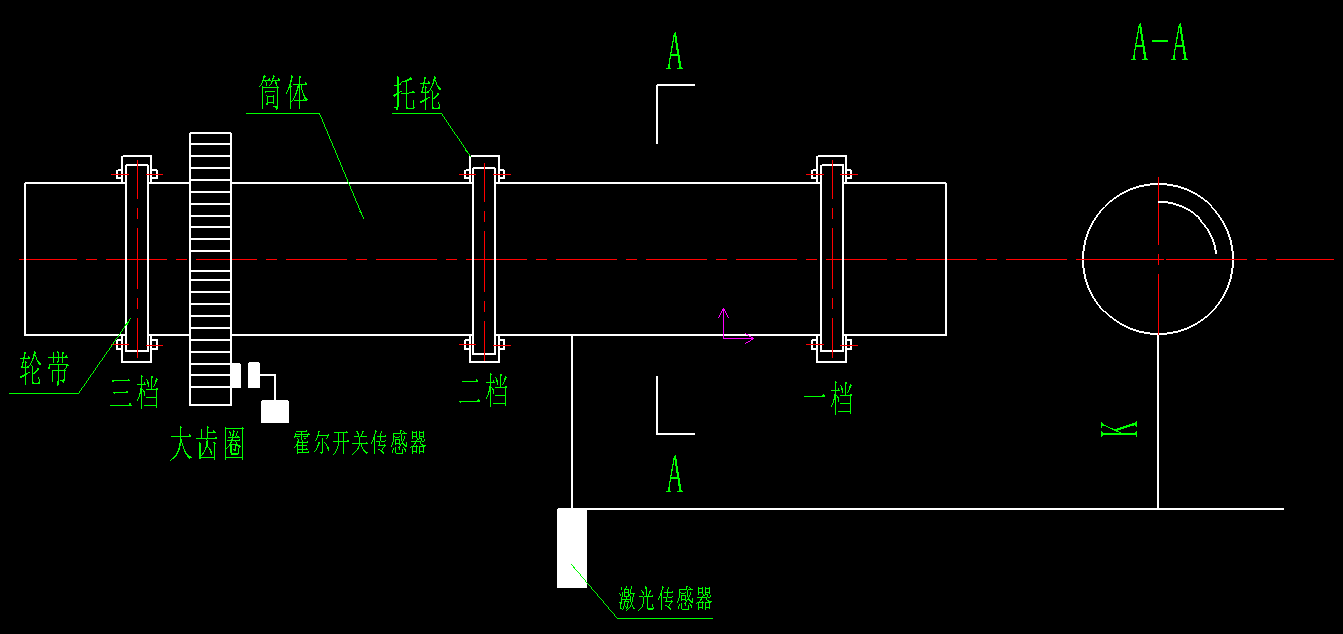
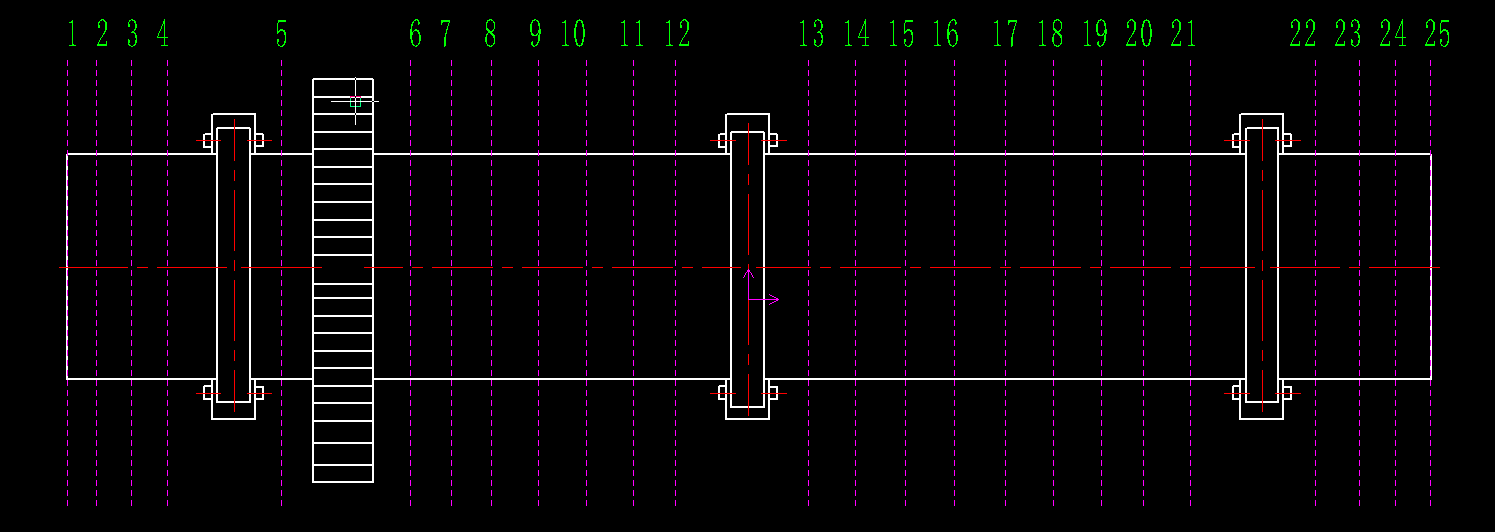
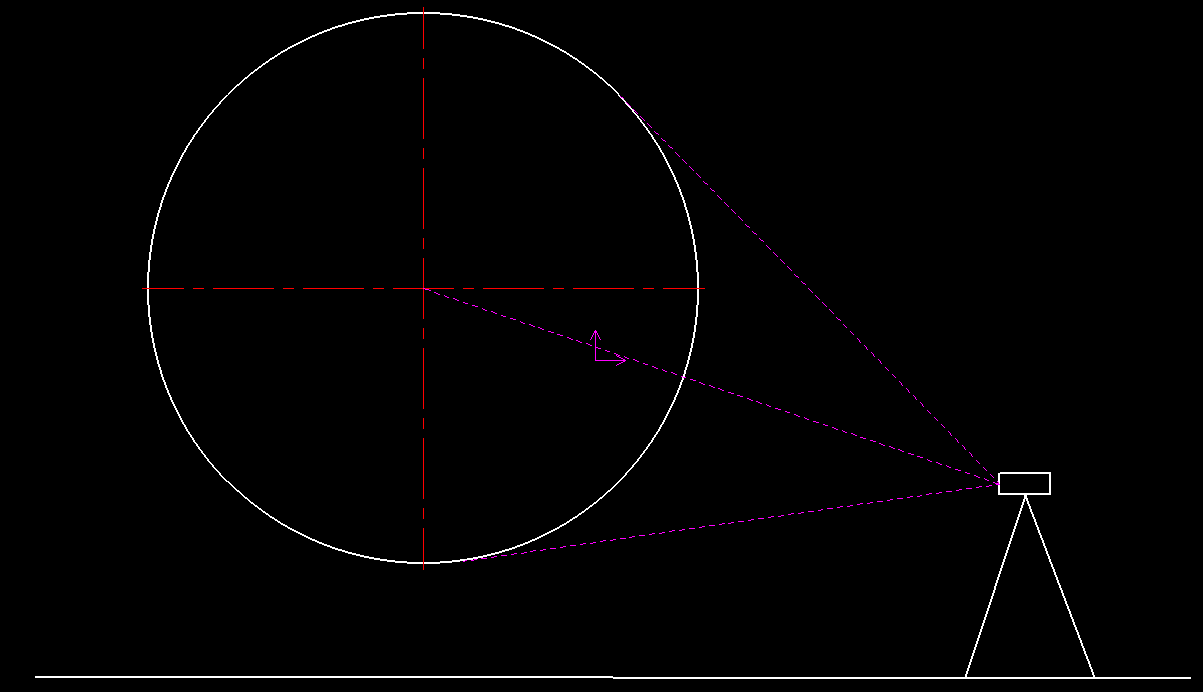
- 详细介绍了本测量方法的测量原理,即利用激光测距仪测量筒体表面特征位置数据,依据最小二乘圆法处理原始测量数据进而计算得到测量截面处筒体的几何中心和旋转中心,由此给出整个回转窑筒体多个截面处轴线弯曲和变形的测量原理、详细测量方法、测量过程等。
- 详细介绍了激光测距仪、传感器等部件的选型、仪器支架装置包括其位置调整装置以及其他配套装置的选用与设计。
- 介绍对筒体表面原始测量数据的处理方法。
关键词:回转窑,筒体,弯曲,偏心,激光测距
Abstract
Rotary kiln is the key equipment in cement production. The rotary kiln runs for a long time under the bad production environment. Due to various reasons, it is easy to have axis bending, cylinder deformation and other faults, which will cause the rotary kiln to run abnormally, affect the service life of refractory bricks in the kiln, and cause sudden stop-production faults, which will directly affect the economic benefits of cement production enterprises. Therefore, it is necessary to check, maintain and adjust the rotary kiln cylinder regularly. In this paper, starting from the aspects of rotary kiln cylinder position detection, investigation and analysis of the relevant measurement methods inland and abroad, design an accurate rotary kiln cylinder bending position measurement method. The main contents of this paper include:
(1) Analyze the research results at home and abroad, compare the advantages and disadvantages of various measurement methods, and finally choose the measurement method of direct measurement and the data processing method of least square method as the theoretical basis for the design of the measurement system in this paper.
(2)Introduces in detail the principle of the measuring methods, the use of laser range finder to measure cylinder surface features location data, on the basis of least square circle method to deal with the original data to calculate the measurement section in the center of the cylinder and the center of rotation, thus give the whole kiln cylinder axis multiple cross-section bending and deformation of the measuring principle, measuring method, measuring process in detail, etc.
(3) The selection of laser rangefinder, sensor and other components, selection and design of instrument support device including its position adjustment device and other supporting devices are introduced in detail.
(4) Introduces the processing method of the raw data obtained by measuring the cylinder surface.
Keywords: rotary kiln; cylinder; bending; eccentricity; laser ranging
目 录
第1章 绪论 1
1.1 回转窑概述 1
1.1.1 回转窑的发展 1
1.1.2 回转窑的工作原理与结构 1
1.1.3 回转窑筒体弯曲位置测量及其意义 3
1.2 课题来源、研究目的及意义 4
1.2.1 课题来源 4
1.2.2课题研究目的 4
1.2.3课题研究意义 4
1.3 国内外研究现状 4
1.3.1 国外研究现状 4
1.3.2国内研究现状 5
1.4 主要研究内容 5
1.5 小结 5
第2章 测量方法介绍 6
2.1 回转窑筒体的弯曲和变形 6
2.2 测量与数据处理的原理 6
2.3 筒体弯曲测量方法介绍 7
2.4 测量原始数据处理方法介绍 10
2.5 小结 12
第3章 筒体弯曲变形测量设备的设计 13
3.1 设计需求 13
3.2 设备选型 13
3.2.1 测距设备 13
3.2.2 同步传感器 15
3.2.3 仪器夹持设备 16
3.3 小结 18
第4章 测量方法误差分析 19
4.1 理论误差 19
4.2 设备误差 20
第5章 总结与展望 21
5.1 总结 21
5.2 展望 21
致谢 22
参考文献 23
第1章 绪论
1.1回转窑概述
1.1.1回转窑的发展
回转窑是一种圆筒状回转设备,在建材、化工、冶金等领域皆有运用。现代回转窑的前身是1885年英国人Ransome申请的水泥回转窑专利,在此之后,回转窑逐渐在建材行业中取代传统立窑,成为重要的生产设备。早期水泥回转窑在20世纪就已有干法、湿法之分,主要影响因素是当地原材料的干湿性质,当时干湿两法的窑体普遍都较短[1]。
经过百年的发展,水泥回转窑在产量方面不断突破,逐渐发展成超长、重载的设备,其高效率的生产模式也使得回转窑在其他行业得以运用。在我国,最开始引入的是湿法水泥烧制技术,近年来逐渐改用效率更高更成熟的干法水泥烧制技术,窑的长度又重新缩短。技术的革新以及原料优势使得我国成为世界上最大的水泥生产国,而水泥回转窑在水泥工业中占据着核心地位,其重要性也日渐提高,回转窑的运行稳定性、生产效率等更是直接影响企业的效益。
1.1.2回转窑的工作原理与结构

图1-1 回转窑的结构
水泥回转窑是一个极长的圆筒形回转煅烧设备。其主体部分称为筒体,由钢板卷曲焊接形成,内里贴有衬砖作为隔热部件及内接触面。支撑筒体的是轮带及托轮部分,托轮由托轮轴及水泥墩固定在地面上,轮带是一个坚固厚实的钢圈,与托轮接触,内径略大于筒体。驱动筒体旋转的是大齿圈,连接窑一端的驱动机构。大齿圈通常安装在窑尾端轮带的附近,用弹簧板切向固定在回转窑筒体上。水泥回转窑安装时窑尾略高,窑头略低,筒体约有4度的倾斜,并以2-4r/min的速度旋转。生料从窑尾加入,在重力作用下向窑头运动,窑头用喷煤嘴喷入燃料,通过燃烧产生的热量煅烧窑内物料,使之发生一系列反应,成为熟料[2]。
- 筒体
回转窑筒体是由不同厚度的钢板事先卷成,再焊接到一起的圆柱钢筒,一般直径4-7米,长30-110米。筒体外套装数个轮带,用托轮支撑,整个筒体保持一定斜度。筒体内部是水泥煅烧的的空间,煅烧时温度高达1300摄氏度,因此在筒体内部衬有耐火砖,用以保护筒体。筒体这一部件在窑运转过程中承受的是动态载荷,加之窑内温度分布不均的影响,经常出现筒体变形的情况[3]。对于筒体,我们希望它在轴线方向上有足够的韧性,在筒体受热不均而变形时不至断裂,同时希望它具有一定的径向刚度,以保证在承受支承力的轮带处不至于过度变形。通常在轮带处筒体使用较厚的钢板,并在筒体与轮带之间衬有垫板,但筒体的变形仍然是客观存在的。回转窑在运转过程中,筒体成一个不规则椭圆形,运转时筒体不断变形,使筒体受到交变应力,对筒体、托轮水泥底座、耐火砖的寿命都会产生影响。
- 轮带
轮带是套在筒体上用来支撑筒体的厚实钢圈。回转窑会安装数个轮带,常见的是三档回转窑,即筒体上分布三个轮带。筒体由轮带支撑,轮带又由托轮支撑,整个回转窑的载荷都经过轮带,因此轮带的刚度需求很高,轮带的刚度大大超过筒体刚度。轮带的直径略大于筒体,在筒体与轮带之间垫有衬板来调节轮带与筒体的间隙,间隙过大则会使筒体产生过大的变形,同时容易使衬砖之间产生缝隙,出现衬砖掉落的风险,间隙过小则会使筒体在受热后直径大于轮带内径,产生“颈缩”现象,使筒体产生塑性形变,衬砖之间砌装不贴合,窑运转中容易相互挤压破碎,严重影响其寿命。
- 托轮
托轮是一钢制滚轮,托轮及其底座是支撑回转窑的主要结构。托轮由托轮轴与轴瓦将托轮固定在水泥墩上,支撑轮带。托轮轴是回转窑中受载荷最大、最容易弯曲变形失效的部件。如果回转窑窑体有形变,那么在与托轮接触的位置就会产生变化幅度很大的交变载荷,使托轮轴也随之弯曲并很快出现故障。在调窑操作中,最主要的调整方法也是调节托轮的位置。托轮轴的弯曲程度,一定程度上也能够反映回转窑窑轴线的弯曲程度
- 传动系统。
回转窑的传动系统是由主电机、减速齿轮组、辅助电机、小齿轮和大齿圈组成的。主电机通过减速齿轮组带动小齿轮和大齿圈,进而带动回转窑转动,而辅助电机则是在停窑时使回转窑缓慢转动,不会因自重而产生径向变形。大齿圈通常位于窑尾的轮带附近,通过弹簧板与筒体相连[2]。筒体的变形会使大齿圈运转当中出现径向跳动,加剧齿轮的磨损,径向跳动过大时甚至会发生齿轮断齿事故导致停窑。定期检测大齿圈径向跳动并及时纠正也是回转窑使用中的一个重要注意事项。
1.1.3回转窑筒体弯曲位置测量及其意义
在回转窑的使用中,筒体、托轮、托轮轴、大齿圈等部件由于承受较大动载荷,经常产生变形,长期积累容易损坏部件,影响生产,甚至导致停窑停工,造成巨大的损失。因此,定期对回转窑进行检测和维修十分重要。在回转窑检测中,回转窑轴线测量是关键环节,轴线的偏移会使回转窑旋转时产生上下偏摆,导致筒体、托轮等部件承受极大的交变载荷,快速降低部件寿命[4]。而回转窑各个截面的轴心点参数可以通过测量筒体截面表面形状数据,进而计算获得。因此,对回转窑筒体截面处外轮廓数据的测量,可以获得回转窑轴线的弯曲情况,在回转窑检测与维修中有重要价值。

图1-2 回转窑轴线偏移加速部件损耗
回转窑的筒体是一个极长的圆筒,但是在生产中,筒体的形状通常会发生改变,其截面呈不规则的椭圆形。因此,仅得知回转窑轴线的情况不足以代表整个回转窑筒体的变形
程度。在测量中,由于筒体截面的不规则,筒体的中心也不像理论假设中一样易于获取。因此,需要测量筒体表面足够多点的位置信息,才能完成回转窑的筒体中心点位置测量。通过这些数据同时还可得到筒体截面椭圆度信息,但本文中仅关注筒体弯曲位置的测量。
1.2课题来源、研究目的及意义
1.2.1课题来源
本文所选课题来源于国家建材行业回转窑检测技术中心,课题的题目是“回转窑筒体弯曲位置测量方法和数据处理研究”。
1.2.2课题研究目的
设计一种高精度且简便有效的回转窑筒体弯曲位置测量方法测量设备设计方案。
1.2.3课题研究意义
回转窑是水泥生产工业的核心设备。在我国,有上千条新型水泥回转窑投入生产,正如前文所述,水泥回转窑的故障是由于回转窑长期以不健康的状态运转,损坏零部件,而每次停窑更换零件都需要耗费数天甚至更长时间,由于停产造成的产量损失每条窑以百万计。因此,水泥回转窑的定期检测与调整能够有效节约企业的维护成本,具有重要的现实意义。目前,国内十分缺乏专业的测窑团队,对于庞大的水泥生产公司来讲,掌握测窑技术的人数是远远不够的。而在企业方面,很多企业不具备研发能力,对回转窑的检修停留在停窑检修与事后检修的层面,十分被动而且成本高昂。因此,研发一套操作简便,又有足够精度的回转窑筒体弯曲动态测量系统,是课题组研究方向之一。本文基于课题组之前的研究成果,设计一套实用的回转窑筒体测量方法,为工程中的实际运用提供一定的参考。
1.3国内外研究现状
1.3.1国外研究现状
目前,回转窑检测技术在国外仅有20至30家测窑公司具有成熟的技术体系,形成了行业垄断,相关研究披露甚少。其中,波兰研究人员首先公开发表了自己的研究成果。波兰的Krystowczyk.Z等研究筒体弯曲的原因并详细介绍了筒体弯曲的演变过程,指出筒体弯曲会导致托轮轴挠度的周期变化,使托轮频发振动[5];波兰的 Switalski.Maciej提出了一种测量筒体弹性来评估回转窑的健康程度的方法[6];Alma Ziga Hertz等人研究了托轮和轮带间的接触应力分布,对回转窑建模并进行有限元分析;Gebhart.Walter等人提出了托轮挠度测量方法,他们采用曲线拟合的方法计算托轮的挠度[7];Stamboliska Zhaklina等人分析托轮周期性振动的原因,指出托轮振动原因是筒体的轴线弯曲产生的动载荷。
在回转窑检测公司方面,如德国 Polysius 公司的托轮位置测量法,通过测量托轮位置、轮带位置、筒体直径等得出轴线;美国 Phillips公司的三点直接测量法,用三个固定角度的激光测距仪进行测量,再利用全站仪测量测距仪的位置,计算窑轴中心;丹麦 F.L.Smith 公司的轮带位置测量法,利用经纬仪测量轮带表面取样点位置计算窑轴中心[2];瑞士Tom-Tom Tools公司和波兰 Geoservex 公司利用接近式传感器测量轮带与托轮,用激光测距仪直接测量筒体表面。这些测窑公司各自都具有成熟的技术与产品,具有较高的精度,但是由于技术垄断以及海外市场特点,测窑公司的测窑价格比较昂贵。
1.3.2国内研究现状
国内的回转窑测量研究方面,以高校研究成果为主,武汉理工大学建材行业回转窑检测技术中心曾发明回转窑中心线动态测量法,获得多个国家和省部级科技奖项,。中南大学曾提出零位移键向法;湖南科技大学运用传递矩阵法建立了回转窑旋转的动力学模型;山东铝业公司曾发明改变传感器仰角测量法,采用两个接触式传感器置于轮带上,测量两传感器夹角得出轮带的直径,根据传感器的位置计算中心轴线[3]。
国内对窑筒体弯曲测量的理论研究目前还比较缺乏,能够独立进行测窑工作的团队更是稀少。对多数不具备研发能力的水泥厂来说,一种高精度且简便易于操作的回转窑筒体弯曲检测系统也是他们的迫切需求,这也正是本课题的研究目的。
1.4主要研究内容
- 介绍回转窑筒体弯曲测量的原理与国内外研究成果
- 介绍已有的回转窑筒体测量方法,并介绍本文设计的测量方法
- 根据本文的测量方法设计测量系统
1.5小结
绪论介绍了回转窑的结构原理,引入了回转窑筒体测量的概念,介绍了课题研究的意义,概述了在此领域国内外的发展动向,确定了本文要解决的问题和本文的主要内容。
第2章 测量方法介绍
2.1回转窑筒体的弯曲和变形
回转窑在运转中,受到多变恶劣的工况以及作为重型设备的自重影响,不可避免地会产生变形。筒体变形种类多样复杂,从成因来看,筒体变形大致可分为弹性变形和塑性变形。
弹性变形的特点是变形幅度小,具有瞬时性,由筒体温度变化及筒体外部受力引起。筒体内部是完成水泥煅烧的区域,低温处约700-800℃,高温处约1400℃,而此时筒体外表面温度为100-400℃[3]。温度差带来不均匀的热变形和热应力,最终产生了弹性形变。另一方面,在筒体受支撑处(即轮带附近),轮带对筒体的支承力切向作用于筒体钢板,也使筒体产生一定的弹性形变,使筒体表面向内凹陷。弹性形变是回转窑工作之中必然存在的,对窑的稳定性和零部件的寿命影响不大。
塑性形变相比于弹性形变,变形幅度极大,且永久保留,主要是筒体巨大的自重以及零部件的老化及机械故障导致塑性形变。在筒体截面方向,回转窑在工作中会在筒体衬砖内侧结成一层窑皮。在窑受热不均时,窑皮可能受到应力破裂脱落,同时撕裂衬砖表面,或使衬砖产生其他损坏。衬砖的损坏会使衬砖的堆砌结构发生变化,导致筒体的变形。而筒体变形反过来进一步导致窑皮破裂,衬砖损坏,循环往复,使得筒体表面变形面积逐渐增大,最终形成筒体表面永久的、塑性的圆度变形。而在筒体轴线方向,回转窑筒体是由数个轮带支撑,整个筒体的重力集中于支撑处。当支撑处筒体出现圆度变形,轮带对筒体的支承力就会随筒体的不均匀圆度而产生周期变化,这种周期变化的载荷对筒体就形成了一种轴向张力,在支撑处,由于轮带的刚度足够大,该张力对筒体只能造成弹性形变,而在远离支撑点处,由于筒体的轴向刚度有限,再加之筒体的重力,便产生了轴向的弯曲。轴向弯曲度会随着时间而增大,降低筒体耐火砖的寿命,影响回转窑电机电流平稳性,同时加大托轮所受的动载荷[4]。
本课题的研究主题是对窑筒体弯曲位置的测量处理,因此在本文中,将主要着眼于筒体的塑性轴向变形测量。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: