铸造企业库存管理及生产排产流程的仿真模型分析与设计毕业论文
2020-02-19 18:31:47
摘 要
本文使用基于对象的仿真软件Witness来对铸造企业库存管理及生产排产流程进行仿真。论文主要研究了某铸造企业库存和排产两方面的运行机制及其复杂性,分析了其生产工艺流程、采购策略和库存管理方法,通过软件完整清晰地仿真出来。通过不断优化仿真模型,进行瓶颈工序的改善,找到企业管理的最优策略。仿真模型及其优化结果表明:仿真模型能有效指导铸造企业的生产过程,使用定期订货策略和改善瓶颈工序能大幅度提高企业生产率。本文指明了该铸造企业进一步优化的方向。
关键词:库存管理;仿真;生产排产;优化
Abstract
In this paper, the object-based simulation software Witness is used to simulate the inventory management and production scheduling process of foundry enterprises. This paper mainly studies the operation mechanism and complexity of inventory and production scheduling in a foundry enterprise, analyses its production process, purchasing strategy and inventory management methods, simulates them completely and clearly through software. By continuously optimizing the simulation model and improving the bottleneck process, we can find the optimal strategy of enterprise management. The simulation model and its optimization results show that the simulation model can effectively guide the production process of foundry enterprises, and the productivity of enterprises can be greatly improved by using periodic ordering strategy and improving bottleneck process. This paper points out the direction for further optimization of the foundry enterprise.
Key Words:inventory management;simulation;production scheduling;optimization
目 录
第1章 绪论 1
1.1论文研究背景及目标 1
1.2国内外研究现状与相关技术 3
1.3论文研究内容及章节安排 3
第2章 铸造生产排产流程仿真模型的建立 6
2.1生产排产系统描述 6
2.2仿真数据收集与分析 7
2.2.1生产订单数据 7
2.2.2加工工艺路线数据 9
2.3 排产Witness仿真设计与建模 12
2.3.1元素定义 13
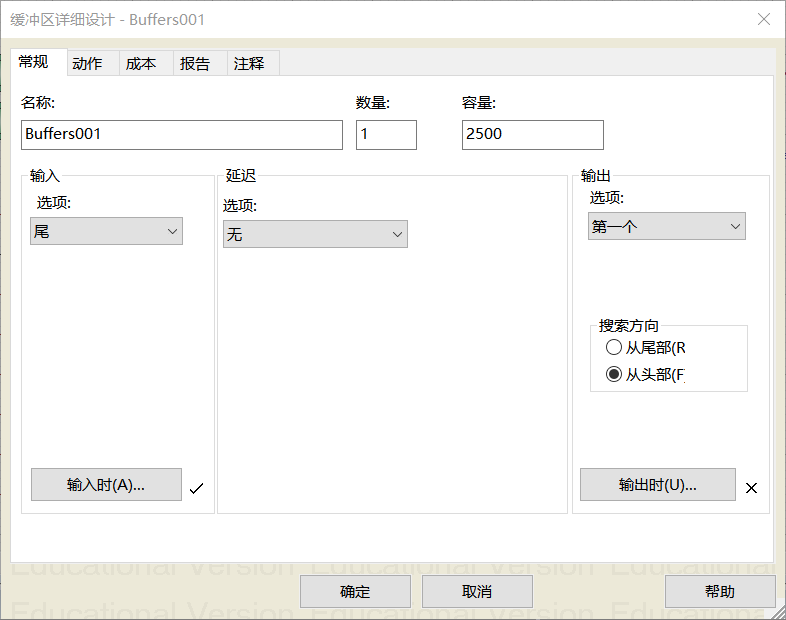
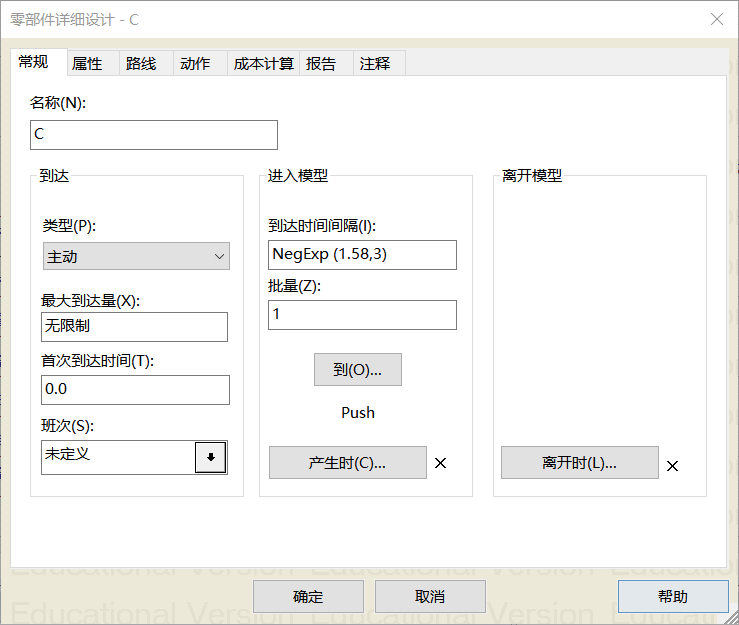
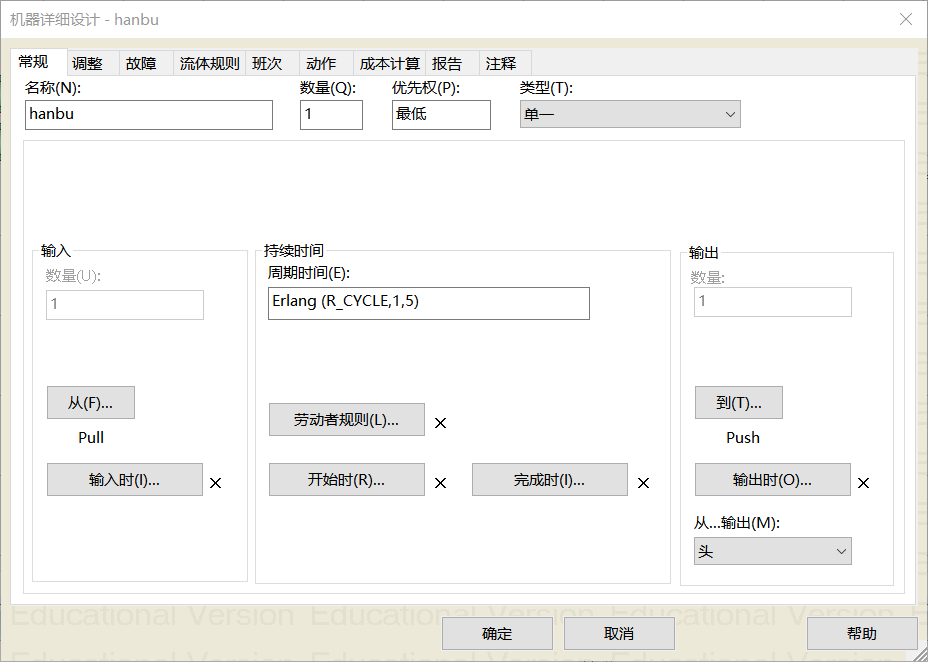
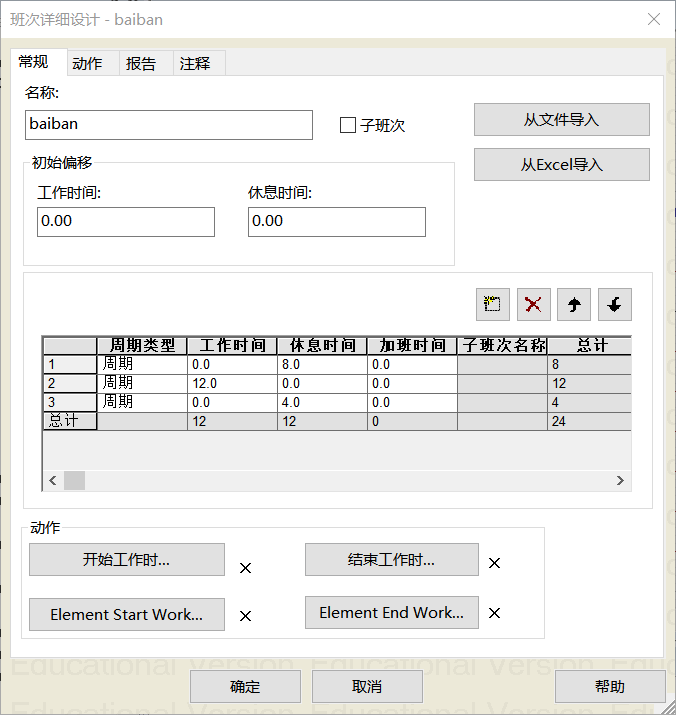
2.3.2各个元素细节设计 14
第3章 铸造企业库存管理仿真模型的建立 20
3.1库存管理系统描述 20
3.2 库存Witness仿真设计与建模 21
3.2.1元素定义 22
3.2.2各个元素细节设计 22
第4章 仿真模型的运行 25
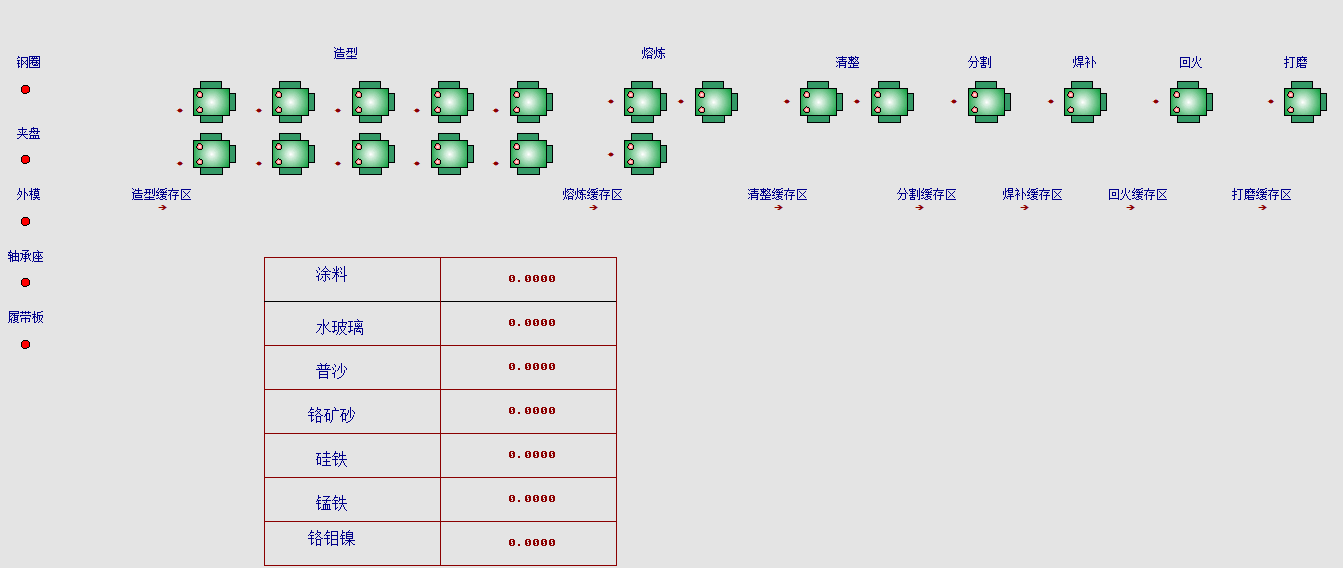
4.1铸造企业仿真模型可视化 25
4.2模型运行和数据分析 25
第5章 仿真模型的优化与改善 28
5.1库存管理策略的优化 28
5.1.1定期订货管理模式 29
5.1.2定量订货管理模式 30
5.1.3混合订货管理模式 32
5.1.4使用订货下运行模型和统计报表 33
5.2瓶颈工序的优化 35
第6章 结论 37
参考文献 38
致 谢 39
- 绪论
铸造在机械加工领域是重要的基础,是获得机械产品毛坯的主要方法,在现今普及率极高,其发展大大影响着国家的经济发展[1]。铸造业生产是由客户向企业下订单的同时会提供相应的铸件图纸和生产要求,铸造企业根据提供的数据进行工艺设计和加工,因此铸造企业以订单组织生产的,其产品个性化程度高,是多品种小批量生产。订单需求有不确定性与不一致性的特点,且生产周期较长。基于以上铸造业的特点,铸造企业的生产物流系统十分复杂,在订单不确定性、辅料不确定性、加工时间不确定性等模糊因素的影响下,铸造企业管理较为困难,容易出现产能不足和产能过剩的问题,生产排产调度及库存管理会直接影响到产能,因此需要更为系统标准化的管理。通过仿真软件建立铸造企业库存管理及生产排产流程的仿真模型,可以直观对生产情况进行模拟管控,辅助企业进行库存管理和生产排产的决策。
1.1论文研究背景及目标
铸造企业是接收到订单后按照客户的要求进行设计、采购、组织生产、发货等工作,订单中的铸件工艺流程、质量要求和加工时间等因素可能均不相同,没有直接供应的成品,为订单生产方式,其生产管理的重点是确保铸件能够及时交货,生产过程中各环节需要进行足够的信息交流,保证其衔接流畅和产能设置合理。铸造企业生产运行流程如图1.1,生产计划-物流控制和采购不仅是生产系统的关键环节,也是供应链中的重要管理部分。通过对生产排产和采购进行计划与控制可以实现企业的协调平衡,提高客户订单的履约情况,实现最佳工作绩效,加大企业的核心竞争力。
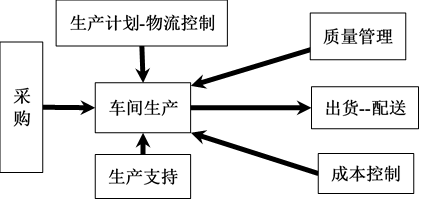
图1.1铸造企业生产流程
生产排产又可称为车间调度、生产计划等,配合需求供应计划实现设备、能源、劳动力等资源的合理均衡利用,保证企业可以及时交货,提高生产订单的履约率,同时减少在制品的积压,缩短生产周期。具体可描述为根据客户订单的要求和生产工艺等信息,对铸造过程中的各种要素,包括铸造所用的设备、工序、人员、辅料等进行合理的设计与分配,使订单加工在生产过程中的路程、时间、资源消耗最小。保证生产过程中尽量少发生不必要的中断和停顿,生产负荷均匀,避免负荷时松时紧的问题。
铸造生产排产是对当前生产情况的管控,并根据当前生产情况对新订单进行判断,在设计出其工艺路线后,决策订单在所使用的生产设备及对应时间安排。铸造的工艺路线较为固定,工序所需的设备基本相同,即每个订单在排产方面有一致性,便于排产的管理。现在铸造企业使用人工进行调度排产,会出现资源配置不均衡、产能不足或产能过剩等问题,大大增加了企业的运作成本。
库存本身由于占用了空间和需要保管维护增加了企业运作的成本。但同时库存的存在又保证了铸造生产流程的顺畅运行,可以用来应对如物流、生产、采购等各个环节上的各种突发问题。问题主要源于供应链的不确定性,包括需求的变动、采购提前期延长、辅料运输不及时和设备故障等情况。库存管理的主要目标是在保证满足客户需求和生产连续性的前提下,通过制定合理正确的采购方法,将库存控制在合理的水平。
铸造企业生产所需的辅料繁多,且使用量较大,管理过程较为复杂混乱。目前某铸造企业在进行库存管理时通常依靠人工预测的结果来安排辅料的采购订货,与实际的生产缺少信息交互的过程,导致预测的准确度无法保证。这种传统的采购方式会导致辅料库存不足或库存过剩,仓库空间紧缺或仓库容量浪费等问题,占用了大量流动资金,限制企业的创新与发展。使用适当的库存管理方法,加大与生产的联系及信息交流,可以确保生产过程的连续性,降低企业仓储、订货和缺货成本。
铸造生产为随机性离散事件系统,系统中的不确定因素众多,对于这类复杂的系统问题的求解,仅仅使用建立数学模型的方法求出最优解析解十分困难。而且在企业制定了一项管理策略后,如果只通过实施该策略才可以判断其是否为优化方案,不仅浪费了大量的时间和劳动力,同时使企业创新优化的成本升高。通过软件进行仿真模型的优化,可以更加快速地找到更优的决策方案,同时有效避免资金、人力和时间上的浪费。企业根据优化的仿真结果实现更科学合理地排产、安排辅料出入库的时间和数量,充分利用现有设施和资源,实现企业成本的最小化。
随着现代工业的不断发展,铸造计算机模拟技术渐渐从工艺仿真优化发展为铸造全过程的模拟仿真和与铸造数字化管理技术的融合[2]。本次研究的是铸造生产全过程的模拟仿真,通过仿真可以解决铸造企业订单需求的随机性、铸造混流生产和库存管理的复杂性等问题。将有订单式生产、多品种小批量、生产规则特殊等特点的铸造企业库存管理-排产-生产的复杂系统简化,梳理此系统逻辑关系及数学模型,建立动态仿真模型,找出目前系统存在的问题,并以提高生产连续性为目标,找到高生产效率、低在制品库存的最优库存管理方案,辅助铸造企业进行决策。
1.2国内外研究现状与相关技术
国内外对于铸造企业生产排产问题的特点有很多研究,并提出通过运筹学方法及算法研究进行运算处理,其中包括整数线性规划、蚁群算法、启发式算法和遗传算法等方法。Brent Austgen等人在2015年提出铸造企业生产计划需要与库存相一致,通过求解混合整数线性规划来完成的生产排产[3]。张明珠等人在2018年为了解决铸造企业人工调度所造成的一系列问题,构建出基于批量计划的整数规划调度模型[4]。冯梦华在2015年提出基于订单驱动的生产运作流程,订单选择是基于层次分析法和生产物料有限约束提出,生产计划排程是基于准时化生产理念和生产容量约束来实现各子订单的排程[5]。
铸造企业库存管理问题的复杂性研究现状:J. Szymszal 等人在2013年为了应对铸造企业原材料种类多的问题,提出一种利用原材料安全库存的最优水平的估计和基于对原材料最大库存水平、最优订单周期的估计的两种不同的控制模型来优化铸造厂原材料库存水平的方法[6]。张香立在2017年梳理了某铸造企业存在的库存管理方面的问题,并结合精益管理的理念,根据实际生产及管理情况提出库存管理优化的方案[7]。
计算机仿真方法在汽车零部件制造生产物流系统和物流仓储行业中运用广泛,而铸造企业仿真模拟大部分用于工艺的改善,进行CAE仿真,对于生产物流的管理方面的应用较少研究。目前进行铸造企业的仿真可以运用的计算机仿真软件有Flexsim、Arena、Excel、Witness、Matlab等。
1.3论文研究内容及章节安排
通过研究某铸造企业实际生产所用的ERP系统来获取数据,该ERP系统中包括生产管理、采购库存和车间管理等功能,具体如图1.2所示。针对该砂型铸造企业,综合所学的统计学以及供应链管理相关的知识,对其复杂的排产及库存管理问题进行深入的研究,并从该系统中提取单件生产跟踪数据、设备管理文件、原材料信息和采购库存管理等数据,进行企业运行机制的分析与数据整理。选取面向对象的仿真软件Witness,建立该铸造企业库存管理及生产排产流程的仿真模型。
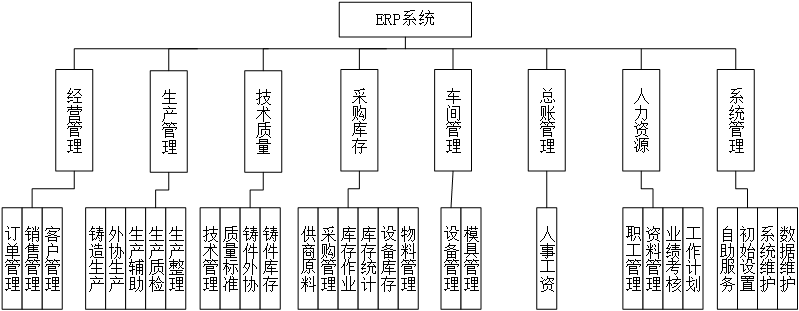
图1.2 ERP系统功能结构图
本论文的主要研究内容包括:
1、对某铸造企业生产排产系统和库存管理进行问题描述,收集相关数据并进行分析处理,并对此系统的建模方法及建模过程进行详细的研究。
2、找到目前该铸造企业生产排产和库存管理中存在的问题,分析其产生原因。
3、利用仿真软件Witness建立系统的仿真模型,分析库存管理与生产排产两者之间的关系,仿真在混合离散型生产中采用不同库存管理策略的工作情况。在不同的库存策略下选出生产连续性高、低在制品库存的最优库存管理方案,以提高生产效率。
4、进行瓶颈工序的分析及优化。
本文共分成6章,内容框架结构如图1.3所示。各章节内容介绍如下:
第1章 绪论,首先介绍了本文的研究背景及目标,然后说明了铸造企业生产排产、库存管理的特点及国内外研究现状,排产、库存管理在供应链管理及企业管理中的重要性,仿真方法的目的及其优点,最后介绍论文的研究内容、逻辑结构和章节设计。
第2章 为了找到高生产连续性、低在制品库存的企业管理方案,首先对该铸造企业排产系统模型的分析研究,在ERP系统中提取相应的订单和加工数据,描述该排产系统的运行模式,利用软件建立该排产系统的仿真模型。
第3章 对该铸造企业采购库存系统的分析研究,目前库存和排产是两个不同的支线,在ERP系统中提取相应的采购和原材料的数据,进行数据处理。在排产模型的基础上,根据排产、生产和库存的联系,建立该库存管理系统的仿真模型,以描述库存量随生产进行的变化和生产连续性随库存量的改变。
第4章 仿真模型的运行,更换系统中订单的伪随机数,进行20次的仿真后,对设备利用率和在制品库存进行统计分析。然后根据统计数据来分析模型中存在的问题。
第5章 仿真模型的优化,研究库存策略的优化,仿真在混合离散型生产中采用不同库存管理策略的工作情况,找到生产连续性高、低在制品库存的最优库存管理方案,但是由于时间的限制,将已知常用的几种库存策略包括定期订货、定量订货和混合订货应用到模型中进行测试,找到最适合该企业的库存管理策略。并对模型中的瓶颈工序进行优化,即重新设计工位和设备数量。
第6章 结论,总结了论文所取得的成果,指出论文中存在的还需解决的问题,最后针对该铸造企业生产排产和库存管理的模型,指出进一步深入研究的方向。
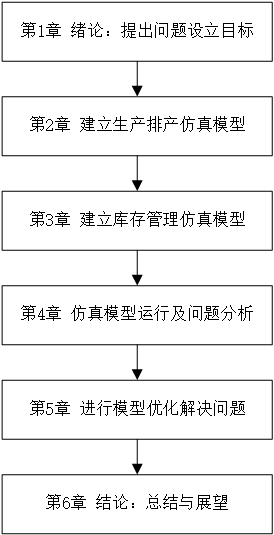
图1.3 论文内容框架
- 铸造生产排产流程仿真模型的建立
为了找到某铸造企业高生产连续性、低在制品库存的管理方案,首先对该铸造企业排产系统模型的分析研究。本章首先进行实际生产中订单排产系统的描述,在ERP系统中收集订单和加工数据等生产实际的数据,并进行订单、加工、工艺等相关数据的分析和整理,最后对实际生产的情况进行设计,使用Witness软件完成仿真建模。
2.1生产排产系统描述
每个订单到达时,工厂需对订单进行分析处理,根据工厂的生产能力以及生产须遵从的一些规则(例如工序之间的联系,某些工序必须在某个时间段进行等等)对相应的一系列工序进行调度安排。砂型铸造的工序如图2.1,其中造型工序,可以根据砂箱的尺寸进行一个或多个铸件同时生产,热处理工序如回火可以根据同一类生产要求同时处理一个或多个铸件,熔炼工序可以根据铸件原材料的种类进行分类,一炉可加工一个或多个铸件。
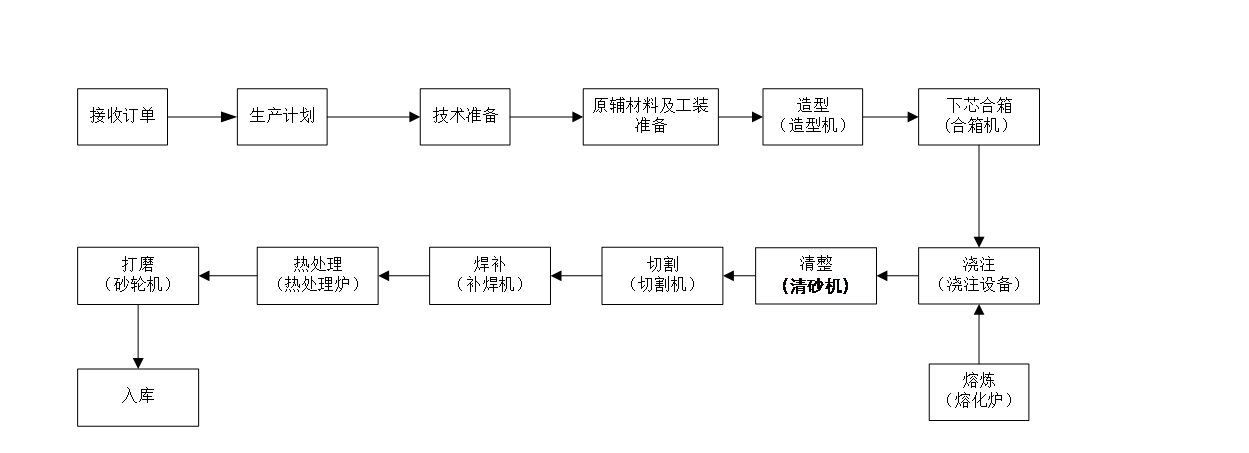
图2.1 砂型铸造生产工艺流程
工序之间的顺序不可调换,对于制造企业,当订单到达时,若所有设备都被占用,则订单中铸件排队等待,可以采用铸件等待规则如下[8]:
- 先到先服务(FCFS)即先到达先进行加工处理,公平对待每一个排队等待服务的铸件,只需要根据订单在队伍中的位置来确定下一个加工的订单。
- 后到先服务(LIFO)即后到达后进行处理加工,一般用于通用大物件的存储,例如钢板和信息情报系统中。
- 随机服务(GIRO)即当设备处于空闲状态时,不考虑到达的先后顺序,从现等待的订单中随机地选取一个进行处理加工,一般用于螺丝螺母等无差别的订单。
- 优先权服务(PR)是一种动态排队规则, 根据订单或铸件的某些属性或等待队伍的状况, 优先处理运行时间最短的。这种规则可以缩短订单或铸件在系统中的平均等待时间,但是会使需要长时间处理的订单等待时间过久。
其中后到先服务规则及随机服务规则均不适用于铸造企业多品种小批量的生产模式,本次仿真使用先到先服务的排队规则。优先权服务可以先根据订单的某一属性(例如订单的紧急程度、客户等级、订单利润等)对到达的任务进行优先级的分类, 然后按照优先级的分类进行排队,仍然可以使用先到先服务进行处理,这种方法可以扩大本仿真模型的适用性。
铸造生产系统是一个大型复杂系统,根据仿真目的,需要先对调度问题进行一些假设和说明,来简化系统:
- 订单源是无限的,订单到来是随机的,搜集的数据是平稳的
- 每台设备同一时刻只能加工一个铸件,不同铸件的同一工序之间没有先后约束,工序的加工时间是随机的
- 所有机器在零时刻处于空闲状态,根据实验得出在时间点为35小时时,系统各个工序进行正常的生产,所以模型的热预取35小时
- 运行时间为4个月,时间为30工作日*4月份*24工作时间=2880小时
- 不考虑工序之间的运输时间
2.2仿真数据收集与分析
解决铸造企业生产排产的问题所需要的主要数据为生产订单和工艺路线数据。其中①生产订单---提供一段计划期内到来的订单信息,包括订单中铸件类别、到达时间、加工工序顺序信息等;②工艺路线数据---提供工件的各道工序的详细信息,包括工序编号、工序名称、工序加工设备、加工时间等;根据以上数据,通过仿真进行对单个铸件的生产进行跟踪,输出的数据为订单调度方案,用以指导实际工作。
2.2.1生产订单数据
将生产订单具体分为A-E 5类铸件如表2.1所示,分别来统计其订单的到达模式和加工时间,进入生产阶段,这五类铸件的特点是需求数量大,且同类铸件加工工序相同。
表2.1 铸件订单信息
编号 | 铸件 | 工序顺序 |
A | 钢圈 | 造型-熔炼-清整-回火 |
B | 夹盘 | 造型-熔炼-清整-分割-焊补-回火 |
C | 外模上、下模 | 造型-熔炼-清整-分割-焊补-回火 |
D | 轴承座 | 造型-熔炼-清整-分割-焊补-回火-打磨 |
E | 履带板 | 造型-熔炼-清整-分割-焊补-打磨 |
对于本次铸造生产系统仿真来说,订单的到达和处理可以看作是一个典型的排队系统,订单到达服从泊松随机分布在排队系统中应用广泛,但它的概率密度是离散的,不易于数据的处理。我们将订单到达的随机性转化为订单到达时间间隔的随机性来进行处理,即如果排队系统中订单的到达模式服从泊松随机分布,则可以认为订单相继到达的时间间隔服从指数分布[9]。每一类订单到达模式都是服从一定规律的逐个到达,且一类订单相继到达系统的时间间隔是随机的。订单相继到达系统的间隔时间满足以下条件:
- 在互不交叉的时间段中,各类订单A-E的到来是互相独立的;
- 一类订单到达间隔时间的平均值是一个常数;
- 在(t,t t)时间内订单到来的概率与t无关,正比于t;
可以判断生产系统的订单到达间隔时间概率分布为负指数分布NEGEXP(负指数分布),语法结构为 NEGEXP(mean均值,prns伪随机数流),适用情况为相邻两事件发生的时间间隔。订单到达的间隔时间的平均值计算方法如公式(2.1),即实际生产系统中运行总时间T中与在此期间到达n个动态实体的比值。
(2.1)
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: