包装盒开盒成型输送机构设计毕业论文
2020-04-09 15:24:25
摘 要
本文设计的包装盒开盒成型机,主要适用于材料为白纸板的纸盒开盒成型,在本文中选择的包装物为一款使用特别广泛的产品——餐巾纸,本文将对包装纸纸盒的开盒成型过程就行设计。
该设计从理论设计出发,首先分析了纸盒开盒成型的过程包含哪几个步骤,然后仔细分析每个步骤可以通过什么机构实现,运用机械原理、包装材料、机电传动控制等知识对所选择的机构进行综合分析,最后运用SOLIDWORKS软件进行整个装置的三维设计。本装置整体尺寸较小,机械可靠,能大幅度缩减人工开盒的时间从而达到降低成本的目的。
关键词:纸盒开盒成型;机械原理;三维设计
Abstract
The packing box forming machine designed in this paper is mainly suitable for the carton box forming of white cardboard. In this article, the packing material is a special widely used product, napkin. This article will design the process of packing paper box.
Starting from the theoretical design, the design first analyzes the steps of the carton box forming process, and then carefully analyses what mechanism each step can be realized through the mechanism, the packaging material, the electromechanical transmission control and other knowledge to analyze the selected mechanism. Finally, the SOLIDWORKS software is used. The three-dimensional design of the whole device is performed. The device has the advantages of small overall size and reliable mechanical performance, and can greatly reduce the time of manual opening of the box, thereby achieving the goal of reducing cost.
Key words: Carton open box forming; mechanical principle; 3D design.
目录
第1章 绪论 1
1.1纸盒的分类及选择 1
1.1.1 纸盒的分类 1
1.1.1 纸盒的选择 1
1.2纸盒开盒成型设计的目的与意义 2
1.2.1 目的与意义 2
1.2.2 国内外研究现状 2
第2章 装置总体技术方案 4
2.1 总体方案设计 4
2.1.1总体目标设计 4
2.1.2总体程序分析 4
2.1.3开盒机构方案的对比与选择 5
2.1.4上下、左右翼片的开合装置的选择与设计 7
2.1.5底部输送装置的选择 7
第3章 开盒机构的设计与计算 8
3.1 取盒、开盒机构的设计与计算 8
3.1.1 取盒、开盒机构的结构设计 8
3.1.2 取盒、开盒机构的尺寸设计计算 9
3.2 底部输送装置的设计 9
3.2.1取盒电机的选择 9
3.2.2传送带的选择与设计 10
3.2.3输送装置上其他辅助装置的设计 18
第4章 纸盒翼片的开合装置设计 19
4.1纸盒顶部导向装置的设计 19
4.1.1 顶部导杆装置的结构设计 19
4.1.2 顶部导杆装置的固定架的设计 19
4.2上下翼片的打开装置设计 20
4.2.1上下翼片的打开装置 20
4.3 纸盒侧翼打开装置的设计 22
4.3.1 纸盒右翼打开装置的设计 22
4.3.2 纸盒左翼打开装置的设计 25
4.4 纸盒上下及左右翼片关闭装置的设计 25
4.5纸盒涂胶以及封盒装置的设计 26
第5章 总体系统设计 28
第6章 总结 29
参考文献 30
致谢 31
第1章 绪论
1.1纸盒的分类及选择
1.1.1 纸盒的分类
在现今发展的社会里,包装材料的种类有很多,有金属、塑料、陶瓷、纸等,各种包装材料都有各自的特性也都适合不同的包装场景,在大力提倡绿色包装的今天,纸作为一种极为环保的材料在众多包装材料中脱颖而出,纸盒作为纸材料的一种,也被运用的非常广泛。
纸盒在包装领域被广泛的应用,按照纸盒的形式的不同可将纸盒分为两个大类:粘贴纸盒与折叠纸盒。
- 粘贴纸盒,又被称作固定纸盒,它具有以下优点:粘贴纸盒强度较高。不容易变形,同折叠纸盒相比可以更方便的进行纸盒表面的精美印刷,同时可以进行高价值产品的精美包装,例如烟、酒、月饼等的包装,同时粘贴纸盒也具有以下缺点:粘贴纸盒成型后不能展开,只能以成型后的固定形状进行存储于运输,这样存储于运输中就会浪费大量空间,增加了存储运输成本,并且国内粘贴纸盒的生产多为半手工半机械的生产方式,生产效率不高并且成本也比较高,不适合大规模产品的包装使用。
- 折叠纸盒是纸盒中具有最多结构变化、应用最为广泛的一种适用于存储、运输、销售的包装容器。粘贴纸盒一般由厚度在1mm左右的具有良好的弯曲和耐折性能的各类纸板制作而成,因为折叠纸盒成型后可以折叠,所以在装入商品前可以折叠成平板放置,方便存储于运输,同时也适合进行大批量的生产包装,成本较低,并且折叠纸盒表面可以非常方面的进行印刷,所以很多折叠纸盒都直接就被应用于销售包装中。
- 纸盒的选择
本次设计围绕餐巾纸纸盒的开盒成型来进行,餐巾纸作为目前使用量与销售量都非常巨大的一款产品,其包装盒的设计就显得非常有必要。本次设计选择的餐巾纸产品的大小规格为110mm×190mm×75mm,市场上类似于这种大小规格的餐巾纸售价在4-8元之间,经过调查,餐巾纸售价的区别主要在于餐巾纸的品牌、质量以及包装上面,大多数售价较低的餐巾纸均采用塑料薄膜包装,而略微高档点的餐巾纸包装一般都采用纸盒包装。
本次设计的定位为中高端餐巾纸的纸盒包装,考虑到餐巾纸生产销售量非常巨大,所以选择成本相对较低的折叠纸盒作为餐巾纸的包装,同时为了造型的美观以及印刷的方便,选择的是厚度为1mm,定量为250g/m2的白纸板作为纸盒的材料。
1.2纸盒开盒成型设计的目的与意义
1.2.1 目的与意义
据不完全统计,在欧洲各国家里,有超过40%的包装用量为纸盒包装,塑料包装占45%,其他15%为金属、玻璃、陶瓷等材料,由此可见纸盒包装在目前甚至将来的包装领域具有非常重要的地位。
纸盒包装因为具有环保、成本低、方便印刷等多重有点而被广泛利用,而纸盒被利用的越来越广泛的同时,很多纸盒产品的包装还采用的是最原始的手工装盒工艺,这种工艺的缺点是装盒效率低下,操作工人工作时间长带来的人工成本提高,从而使得产品价格提高,在竞争如此激烈的今天,保证质量、提高效率、降低成本才是最先应该考虑的,所以一款纸盒开盒成型机的设计就变得尤为重要。
1.2.2 国内外研究现状
目前国内的自动化水平还没达到欧洲国家的平均水平,在纸盒开盒成型机上面也是,现今国内的开盒成型机的现状为:纸箱成型机的数量较多,并且大多数纸箱成型机都是半自动化的设备,也就是人工打开纸箱装入产品然后利用成型机对纸箱进行最后的胶封,自动化程度低下,同时人工成本也相对比较高;而纸盒成型机就相对来说更少见了,一般的纸盒成型机针对的纸盒都是粘贴纸盒,例如国内生产的ZH1000高速粘盒机具有较强的通用性,一般大小的粘贴纸盒都适用,还有浙江中科包装机械公司生产的ZK660-A型全自动天地盖纸盒成型机也是一款针对粘贴纸盒的非常方便实用的机器;在国内大规模的生产中,几乎找不到折叠纸盒开盒成型的机械设备,可能在很多人眼里折叠纸盒的成本非常低,并且人工开盒的历史已经从上世纪60年代延续至今,并且人工开盒的速度也相对还跟得上产品生产的速度,所以很多人已经把纸盒的开盒成型与工人的双手牢牢联系在一起使其变成密不可分的一个整体,就形成了如今折叠纸盒开盒成型机非常少见的局面。
目前欧洲各国各种轻工业均在向全自动化方向发展,就折叠纸盒开盒成型机这一块来讲,欧洲多个国家以及日本都有非常全面的方便的开盒成型机械设备,并且早已运用到了日常产品的生产包装中来了,例如牙膏、饼干、三明治、保鲜膜等等产品的包装早已有了非常全面的纸盒开盒成型机来生产了,然而对比国内的生产模式,这些产品的纸盒包装基本都是人工包装或者半人工半自动化的包装形式。
所以在国内,一款方便有效的纸盒开盒成型机的设计变得尤为重要,它的出现必将使得国内的轻工业自动化水平向前迈出一步。
- 装置总体技术方案
2.1 总体方案设计
2.1.1总体目标设计
设计出一款集取盒、开盒、打开与关闭纸盒翼片、封底为一体的开盒成型机构装置,纸盒成型速度为60盒/分钟,要求装置运行稳定,各机构之间运行互不干涉,机构简单可靠,装配容易进行。
2.1.2总体程序分析
在上述绪论中已经对纸盒的类型与材料做出了选择,所选的是定量为250g/m2的白纸板,所需要包装餐巾纸产品的大小规格为110mm×190mm×75mm,为了便于餐巾纸的装盒,所以设定了折叠纸盒的规格为120mm×200mm×80mm。
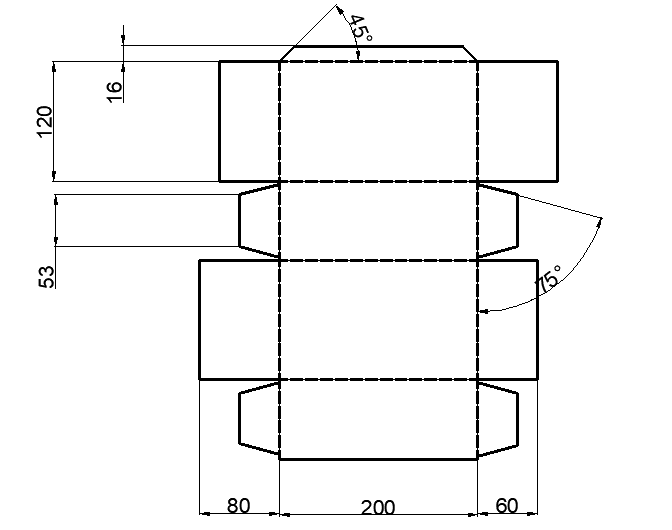
图2-1 纸盒展开图
整个开盒成型机构需要完成的步骤如下:
图2-2 开盒成型程序图
开盒
打开侧翼、上下翼片
关闭对侧侧翼、上下翼片
胶封,紧密按压
2.1.3开盒机构方案的对比与选择
在设计前,根据开盒成型的程序步骤图,大致确定了三种方案,通过对比,选择一种合理的方案进行最终的详细设计。
- 直线型顶针的开盒成型。
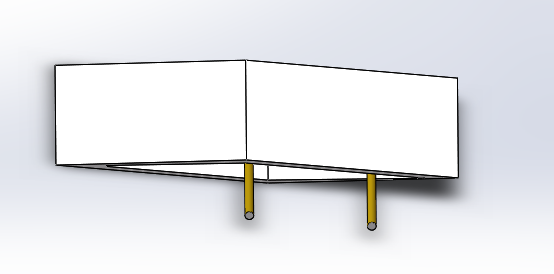
图2-3 方案一直线型顶针开盒
这种开盒方式是将纸盒底部固定在输送装置上,在底部输送装置的驱动下纸盒向前移动,当移动到开盒顶针的位置时开盒顶针向垂直传送带输送的方向行进一小段距离,插入纸盒内部,然后在电机的驱动下顶针带动纸盒上平面逆时针旋转90度,这样就完成了开盒的过程。开盒成功后在输送装置的运输下向后续工位移动,通过设置各种导杆机构来使纸盒翼片打开或者关闭。
- 机械手双手臂式开盒成型。
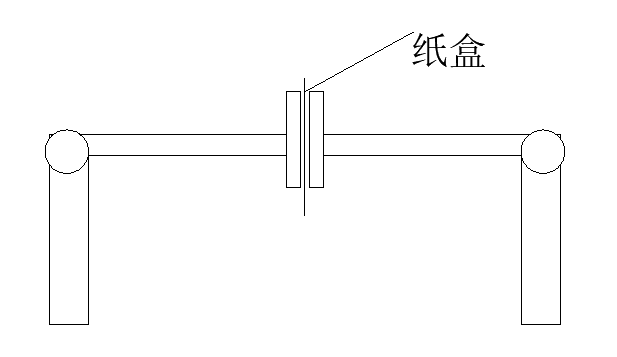
图2-4 方案二机械手臂抓取开盒
这种开盒方式的原理,首先左侧的机械手臂通过真空吸盘抓取纸盒旋转至中心对称位置与右侧机械手臂的真空吸盘接触,右侧机械手臂吸盘工作吸取纸盒,左侧吸盘稍微延迟0.3s时间停止工作,这样一个时间差刚好使得纸盒被打开然后通过右侧机械手臂运送至底部输送装置固定,进行上下翼片与左右翼片的打开与关闭操作。
- 旋转式挡板开盒。
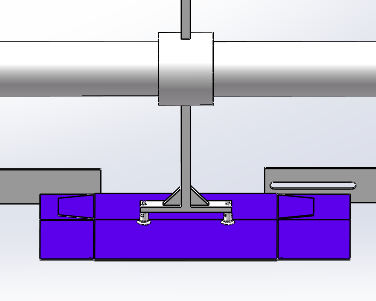
图2-5 方案三旋转式挡板开盒
工作原理如图,吸盘抓取纸盒旋转至如图位置被挡板挡住,在吸盘的带东西纸盒上底面继续向前移动纸盒下底面则由于挡板挡住了而停止移动,在吸盘行驶至与挡板同一个平面时纸盒就完成了开盒动作了,与此同时吸盘停止工作纸盒落入下方的输送装置上固定并且输送至下一工位进行打开与关闭翼片等操作。
综合分析以上三种开盒方案,方案一具有非常不稳定的因素,开盒顶针如果太粗的话很可能插入不倒纸盒内部,因为纸盒的材料厚度仅为1mm,如果开盒顶针太细的话不仅容易折断,而且容易插入到纸板上从而将纸盒顶离原始位置而无法进行开盒,所以方案一舍弃;方案二相比于方案一就成熟了许多,综合考虑下来也没有不足的地方,但是有的地方比较难以实现,因为在左侧机械手臂顺时针旋转至中心位置的时候右侧手臂也同时在旋转至中心位置,而吸盘的正中心也就是垂直位置需要重合,这样就导致了两边手臂吸盘在旋转过程中会发生干涉,想要解除这种干涉就需要使用其他送盒取盒形式来避免干涉,目前还没有思考出采用何种方式的运动来避免,所以暂时先不考虑方案二;方案三的优点在于机构简单非常容易实现,也不会伴随着各种问题,同时只需控制真空吸盘的通气与断气就可以控制整个抓取过程了。
综合对比三种开盒方案,最终选择方案三的旋转式挡板开盒作为最终的开盒机构,并在该机构上进行完善以配合其他机构完成整个开盒成型过程。
2.1.4上下、左右翼片的开合装置的选择与设计
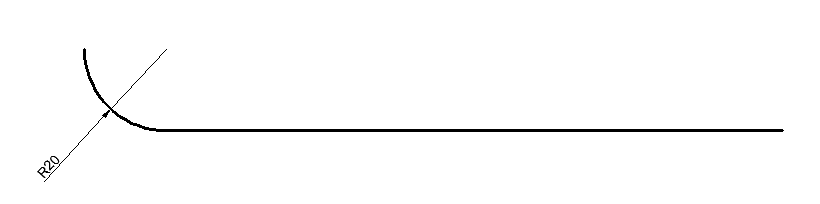
参考国外的包装机械,大部分的纸盒包装机的翼片的开合装置采用的均为导杆式或者拨片式的结构,导杆式开合翼片机构的工作原理是,翼片接触到导杆或者导杆面时,纸盒随着底部输送装置向前移动,翼片顺着导杆慢慢完成打开或者关闭的动作;而拨片式开盒翼片的机构有点类似于人的手,在输送装置将纸盒运送过来后,拨片迅速动一下将翼片打开或者关闭,然后将打开或者关闭的翼片固定住不让其反弹回原位置。
由于导杆式开合机构的机械结构非常简单,易于实现,而拨片式开合机构相对来说还需要其他装置同步配合,运行起来还需要其他控制条件,所以翼片的开合机构直接选择导杆式的开合方式。
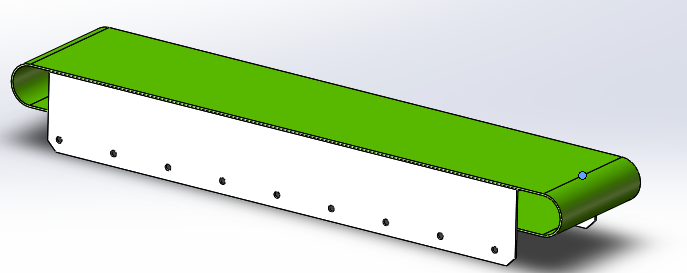
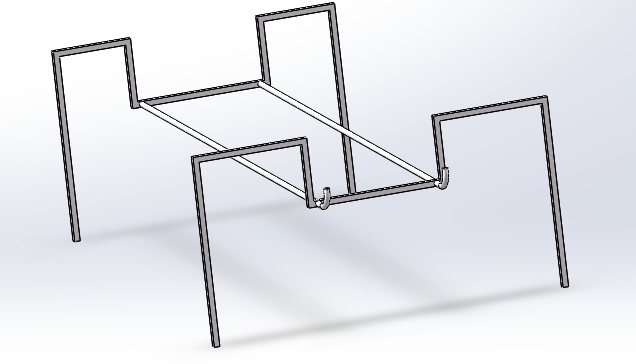
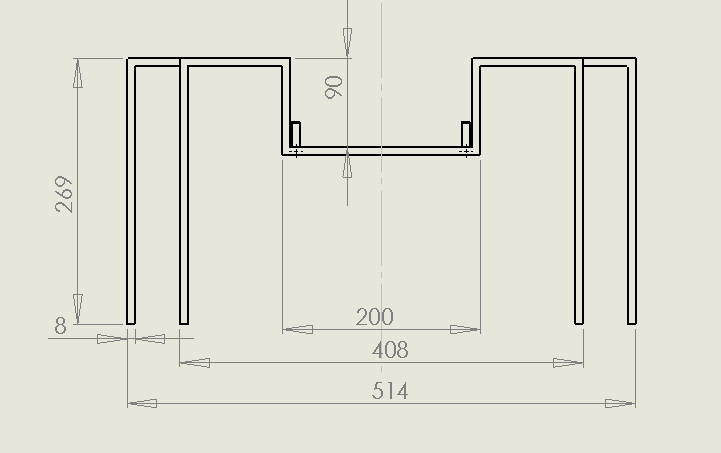
2.1.5底部输送装置的选择
输送机构分为很多种,其中在实际生产中运用较多的一般有以下几种:传送带输送、链传动输送、气缸输送、齿轮齿条输送等,但是考虑到纸盒的运输必须非常平稳,如果不平稳的话例如有上下的位移就可能导致纸盒几个翼片并没有接触到翼片开合导杆,很可能使得纸盒被顶飞,所以最终选择了传送相对较平稳的带传送,并且在带传动的基础上进行诸多改动来配合整个开盒成型过程。
第3章 开盒机构的设计与计算
3.1 取盒、开盒机构的设计与计算
3.1.1 取盒、开盒机构的结构设计
在第二章中罗列出了三种开盒机构设计的方案,但是综合考虑下来选择了方案三旋转式挡板开盒机构,在该机构中,一共可分为四个部分:旋转轴、旋转手臂、真空吸盘以及开盒挡板,其中旋转轴、旋转手臂以及真空吸盘可以装配为一体,开盒挡板则可以选择安装在底部的传送装置上。
旋转轴的结构设计。在实际的设计中为了设计的简洁以及可靠,旋转轴选用最常见的阶梯轴,轴的中间部分粗两端稍细,两端分别安装轴承并且安装在轴承座上予以固定,考虑到真空吸盘的停止与工作需要气体输送装置的配合,并且真空吸盘要随着轴在竖直平面上进行旋转,但是真空吸盘末端连接有气体导管,不能进行旋转动作,所以这里经过思考,将此处的轴订做成一根特殊的轴,轴上安装上配气装置,使得配气装置与轴成为一体,然后旋转手臂通过焊接连接在配气装置外表面,带动真空吸盘,开盒挡板则安装在底部机架上,根据其他装置的大小位置可以进行上下左右方向的微调。
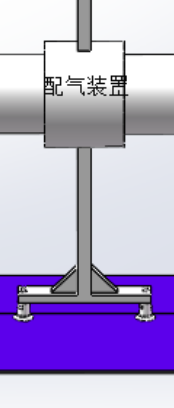
图3-1 配气装置
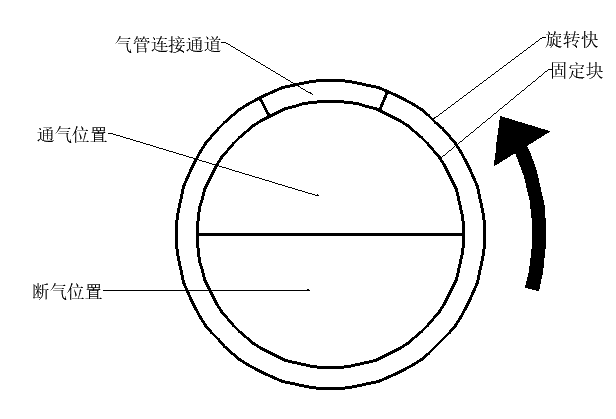
图3-2 配气装置原理图
旋转快在固定块上面旋转,此时气管连接通道也跟随旋转,当旋转至通气半圈时,气管连接通道形成正空,此时吸盘产生吸力,从而吸取纸盒,当气管连接通道旋转至断气位置时,则气管内不产生真空,吸盘释放纸盒,并空载旋转至取盒位置继续取盒,反复进行该动作,不停完成取盒、放盒动作。
3.1.2 取盒、开盒机构的尺寸设计计算
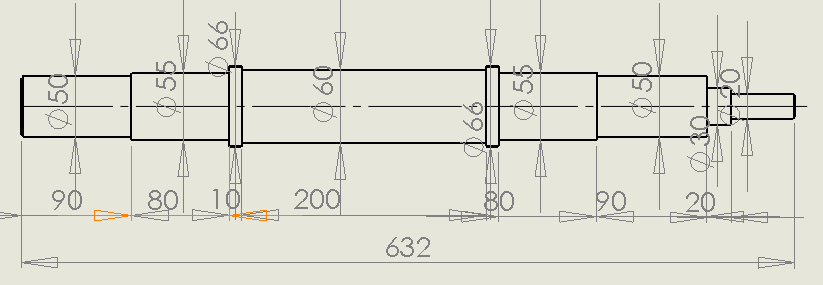
由于配气装置的特殊性,轴相应的也要做特殊处理,所以将配气装置与轴设计为一体,以下简称配气轴。
配气轴两端笃定有轴承与轴承座并需要安装在机架上,所以轴的长度暂时还不能确定,需要根据后续中输送装置的宽度确定后再定,初步估测下方传送装置宽度为500mm,所以预计配气轴的长度为700mm,轴的长度相对较长,轴的中部还安装的有旋转手臂,为了不使手臂在旋转过程中因为轴太细而产生径向跳动,所以在设置轴的粗细时选择相对较粗的轴径,中心轴径初步设置为60mm,配气装置处轴径为80mm,配气轴段长为60mm,中心旋转手臂长度为180mm。
3.2 底部输送装置的设计
3.2.1取盒电机的选择
电动机分为多种,三相异步电动机、步进电机、伺服电机等等,本设计集取盒、开盒、输送等步骤为一体,需要多个工位同步进行,为了达到更好的控制效果,所以电机统一选择伺服电机。
电机功率的计算。
 (3-1)
(3-1)
P:电机的所需功率
F:电机承受的负载
V:负载移动的速度
由于纸盒非常轻,重量可以基本忽略不计,而旋转手臂安装在配气轴上,所以电机所承担的载荷为取盒时纸盒与纸盒之间的摩擦力和旋转手臂的重量。
 (3-2)
(3-2)
F1:纸盒与纸盒间的摩擦力
F2:旋转手臂的重量
旋转手臂在配气轴上对称分布,所以配气轴的转速n=0.5转/秒
 (3-3)
(3-3)
旋转手臂高h=180mm,所以其重心位置为90mm,手臂材料为45钢,重量约为100g,所以有:
 (3-4)
(3-4)
所以v=0.28m/s
因为纸盒均为竖直放置,所以单个纸盒与纸盒之间的,摩擦力相对较小,这里不便于计算,所以设定一个稍微大一点力作为其摩擦力,设F2=10N,则:
F=F1 F2=11N
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: