基于3D打印技术的石膏基材料组分设计与成型工艺研究毕业论文
2020-02-19 15:56:50
摘 要
本论文以石膏基3D打印材料组分设计与成型工艺优化为研究主题,从原材料制备,到实际打印过程中打印装置,尤其是打印结构与打印参数优化进行了系列的探究。所得结果对开发于石膏基3D打印专用材料与工艺具有重要意义。
论文采用常压盐溶液合成法,利用二水石膏为原料制备α-半水石膏。合成过程中对转晶剂进行了对比研究。并应用不同直径3D打印机挤出头(0.4mm、0.5mm、0.6mm、0.8mm、1.0mm、1.2mm)对设计的石膏浆体配比进行3D可打印性验证。在这个过程中,对打印挤出头结构进行了改进与调整,同时也研究了不同直径打印挤出头打印制品对试件强度的影响。研究结果表明;在几种调控制备α-半水石膏转晶剂中,多元有机酸类转晶剂一水合柠檬酸效果较好,可制备产品长径比为2.7的α-半水石膏。在已有打印配方的基础上,通过对打印头的改进,实现了打印头直径为0.6mm的精细打印。
本文的特色:在基于石膏基挤出式3D打印的挤出式上,通过对原料的制备到打印装置的调试与改进,实现了石膏基材料的精细3D打印。
关键词:3D打印;石膏材料;抗压强度;
Abstract
In this paper, the composition and molding technology of gypsum-based 3D printing materials are studied, and the preparation of raw material α-hemihydrate gypsum by atmospheric salt solution method is studied. To the actual printing process, the structure and assembly of the printing device, especially the printing head, and the adjustment of the relevant printing parameters in the printing process are explored. The results are of great significance for the design and development of special and gypsum-based 3D printers and for the proportioning design of gypsum paste for 3D printing.
In this paper, the optimal crystallization agent for the preparation of semi-hydrated gypsum from dihydrate gypsum by atmospheric pressure salt solution method was studied. On the basis of the modified 3D printer, the printing feasibility of different diameter printing extrusion heads (0.4mm, 0.5mm, 0.6mm, 0.8mm, 1.0mm, 1.2mm) on the basis of the existing gypsum slurry ratio is tried. In this process, the structure of printing extrusion head is constantly improved and adjusted, and the effect of different diameter printing extrusion head on the strength of printing specimen is also discussed. The results show that the ratio of length to diameter of citric acid monohydrate is 2.7 in the preparation of α-semi-hydrated gypsum crystallization agent by several kinds of adjusting and controlling the preparation of α-semi-hydrated gypsum crystal conversion agent, and the effect of citric acid monohydrate is better than that of citric acid monohydrate. On the basis of the printing formula, through the improvement of the printing head, the fine printing with the diameter of the printing head 0.6mm is realized.
Features of this article: On the extruding type based on gypsum base extruding 3D printing, from the preparation of raw materials to the adjustment and improvement of printing device, provide a way for the development of the fine direction of gypsum base 3D printing
Key Words:3D printing;Gypsum; Pressure resistance;
目 录
第1章 绪论 1
1.1 课题的研究背景 1
1.2 三维快速成型技术 2
1.2.1 三维快速成型技术种类 2
1.2.2 三维快速成型打印技术特点 3
1.3 石膏基材料3D打印 3
1.3.1 石膏综述 3
1.3.2 石膏基材料3D打印背景介绍 4
1.4 论文选题意义与主要研究内容 4
1.4.1 论文意义 4
1.4.2 论文研究内容 4
1.4.3 创新点 5
第2章 原料与实验过程 6
2.1 主要原料及其性质 6
2.1.1 石膏原料 6
2.1.2 柠檬酸 6
2.1.3 氯化钠 6
2.1.4 亲水性纳米二氧化硅微球 6
2.1.5 主要实验仪器和设备 6
2.2 实验方法 7
2.2.1 常压水热法制备半水石膏 7
2.2.2 打印用混合石膏粉末制备 7
2.2.3 3D打印试块制备 7
2.3测试方法 8
2.3.1 半水石膏长径比测试 8
2.3.2 石膏标准时间的抗压强度测试 8
2.3.3 微观测试 8
第3章 石膏基3D打印组分与工艺研究 9
3.1 高强α-半水石膏合成研究 9
3.2 石膏基3D打印材料抗压强度研究 11
第4章 结论与展望 15
4.1 结论 15
4.2 展望 15
参考文献 17
致 谢 18
第1章 绪论
1.1 课题的研究背景
制造业是每个公司的重要商业活动,社会财富的重要来源,也是人类赖以生存和发展的基础。但是制作的类型不取决于一个公司所生产的产品的种类,可以通过制造过程对不同制造工艺进行了分类。
传统的制造过程包括成型过程,如铸造和加工,性能强化热处理和表面处理等工艺。快速成型(RP)和增材制造(AM)并不直接符合这种分类方案。这是因为它们是不同于传统的制造过程或者可以说是一种独特的开发,以服务于设计和制造的特殊功能。RP和AM是用于从三维计算机辅助设计模型直接制造零件的过程的集合[1]。与传统的去除成型方式不同,这种加工过程分两步,首先是前期数据处理(离散)就是先充分处理预得到产品的三维形体的 CAD 模型,将该三维形体的CAD模型逐层分解得到一系列界面数据。第二步是物理实现(堆积)过程即通过特定的快速成型机器的运行,把第一步骤中得到的每层界面数据进行加工成型,再一层层地堆积最终得到产品的实体原型。这种快速成型技术体系包括精密传动、CAD造型、求反工程、数控、激光、数据转换、原物制造、计算机等一系列现代化技术手段,可以快速、直接、自动、精确地把想要设计的物体从思想模型或者三维CAD数据转化为具有一定功能的模具或实体原型,从而可以对产品进行准确快速的修改、分析和评价,极大缩短了制造周期。该技术已经广泛应用于家电制造、工艺设计、船舶、汽车、医疗、航空航天、建筑等相关领域[2]。
1.2 三维快速成型技术
1.2.1 三维快速成型技术种类
快速成型技术按照生产方式的不同可分为两类:一种是基于激光及其他光源的成型技术,如:光固化成型(SLA)、选域激光粉末烧结(SLS)等;另一种是基于喷射的成型技术,如:熔融沉积成型(FDM)、三维印刷(3DP)等。以下对几种常见快速成型技术的原理介绍[3-6]
1)SLA工艺。它是最早商用化的打印技术,可以依据照射的方式不同分为掩膜光刻法和直接光刻法。直接光刻法使用直接光固化技术。它是一种是基于光敏液态树脂在一定波长和强度的激光的照射下会迅速聚合由液体变为固体。打印过程为:容器中装满的液态的光固化树脂,然后激光对液态树脂表面逐行扫描,直到该层的需固化树脂全部固化以后再重新扫描下一层。掩膜光刻法与直接光刻法在照射方向的不同体现在激光路径和盛液体树脂的容器移动方向不同。但原理还是基于光敏液态树脂的光聚合效应。SLA方法也是当前快速成型技术领域中最为成熟、研究应用最广泛的方法,其原料利用率高,成型精度较高。但是一定缺陷如存在需要支撑、有一定毒性、树脂收缩导致精度下降。
2)SLS工艺。它诞生于20世纪80年代,SLA基于粉状材料成型,它用激光作为热能量,先把承物台上铺洒的材料粉末零件的上表面刮平,再用高强度的激光器使粉末的局部受热至熔化,粉末融化后便相互粘结,冷却后得到轮廓。在未被激光器扫描的地方的粉末仍然是松散状的,成为下一层粉末的支撑。当一层截面的粉末烧结完后,承物台下移进铺上新的一层材料粉末,继续有选择地烧结下层截面。如此循环烧结完成后,进行后处理得到零件。这种技术的优点在于选材广泛、材料利用率高以及成型效率高。SLA的原料可以使用塑料、陶瓷、金属。但是SLA的缺点在于改技术打印零件的尺寸范围有限.
3)FDM工艺,零件是通过挤出热塑性聚合物的熔融“珠”或者熔融“丝”来制造的,通过按规定模式加热的喷嘴,分层放置在平台上,随着热塑性材料的沉积,它冷却、固化并与周围材料相结合。当一层打印结束后成为沉积层,它就在这一层的基础上构建下一层,直到得到最终零件。该技术的优点在于设备简单,成本低,同时生产过程简单,不产生材料浪费,加热温度低,不产生有毒有害气体。缺点在于成型速率较慢。
4)3DP工艺。3DP技术基于三维立体成型,可选择的打印材料种类也较为广泛,比如一些热熔、光固化树脂或者石膏粉末、陶瓷粉末、金属粉末这类粉末材料为打印原材料。3DP的打印过程的一般会首先在粉体床中进行铺粉。再通过打印喷头挤出对应打印原材料的粘结剂将打印构件的该层截面打印在粉体床中铺平的该层粉末上面,该层粉末被粘结后再进行下一层粉末的铺平和打印,如此循环打印完成后进行后处理最终打印试件的三维立体成型。该技术的优点是适合制造复杂形状的零件,打印能耗低。
1.2.2 三维快速成型打印技术特点
三维快速成型打印技术主要具有以下优点[7-8];
- 在小批量、特殊零件的制造加工存在优势。因为此类生产周期长、成本高,性价比低,遇到一些形状复杂的零件甚至无法用普通生产手段制造。快速成型技术可以经济的实现这种生产。
- 快速模具制造方面具有优势。通过快速成型技术制造模具,是其与传统技术的结合与补充。因为快速成型技术使得模具从概念走向实物的速度加快,成本降低。尤其是某些形状复杂的模具。同时这种快速模具制造使得实物生产的设计周期变短,生产效率提高。
- 打印过程无污染。三维快速成型打印过程中不会产生有毒有害物质,没有污染,打印过程环境友好型。
- 应用范围广泛。因为三维快速成型装置具有高度集成化,设备整体结构紧凑,系统简单,体积小。因此可以将成型过程发生在普通的办公室中,极大扩大了应用范围。
- 经济性强,可靠性高。因为三维快速成型装置的系统简单,所以该装置维护简单,维护成本低,且设备使用的可靠性强。
1.3 石膏基材料3D打印
1.3.1 石膏综述
石膏是我们日常生活中常见的一种重要资源,也是三大胶凝材料之一。石膏的应用范围十分广泛,来源也十分广泛。一方面我国石膏矿产资源丰富,分布广泛全国的石膏矿产资源总量超过600亿吨。石膏储量位居世界第一。另一方面,我国作为工业大国,工业副产品石膏的产量也很大。主要有以下几类(1)发电厂处理烟气会产生二水石膏废弃物,我们俗称为脱硫石膏。(2)工业上使用硫酸法生产钛白粉会产生酸性废水,为了中和加入石灰石由此产生的废弃物俗称钛白石膏。(3)湿法磷酸工艺中也会产生的石膏废弃物俗称为磷石膏。而且工业副产石膏的排放量也与日俱增,这些都为石膏材料应用的发展提供了强劲的动力。发展石膏材料是节约能源要求的需要也是可持续发展及科学观的要求。
石膏材料仅在建筑材料发挥了重要的作用,在其他行业比如模型(手办)、医疗、3D打印行业得到了广泛而重要的应用。
石膏材料具有以下优点[9];
(1)生物亲和性。石膏材料在使用过程中,不会产生任何对人体造成伤害的有毒物或污染物。这也是石膏用作医疗行业、模型行业和建筑装饰装修行业的一大根本性前提。
(2)节能。三大胶凝材料之一的石膏生产能耗仅为生产石灰的40%左右,生产水泥的30%左右。所以石膏材料不可不被称之为节能材料。
(3)环保。石膏材料在其全生命周期中,从制备和生产到使用过程中具有极强的环境友好性,一方面,石膏材料本身不含醛类物质和放射性元素,非常卫生,另一方面,石膏不会排放对自然环境有害的污染物。
(4)多功能性。石膏具有一些独特的性能如隔热、轻质、抗震、成型后变形小。这使得石膏材料在装饰装修领域得到了广泛而深远的应用。石膏材料具有特殊的“呼吸性能”,可以储存或者释放水汽,对于周围的环境起到了调节空气湿度的功能。
1.3.2 石膏基材料3D打印背景介绍
石膏 3D 打印(Plaster-based 3D printing,PP)目前有两种形式,第一种是基于3DP打印原理打印材料石膏粉末,其原理与 SLA也相近,利用了光固化剂在紫外线作用下,能发生固化并产生强度。其打印过程是由打印机将石膏粉末铺平后,由阵列式彩色喷头喷出含有固化剂的墨水,在再光源的照射下使固化剂固化将粉末粘结。另一种形式则是类似与FDM工艺,先配置好打印用石膏浆体,在通过送料装置将打印材料石膏浆体通过打印头挤出进行,分层打印,最终完成试件的生产。石膏基材料3D打印也在商业应用上初步有一些成果,上海形宙数字技术有限公司研发出了 Zprinter 系列石膏打印机和 3D Systems 公司的 Projet X 系列打印机为代表,在成型精度和商业化上都取得显著成果。
1.4 论文选题意义与主要研究内容
1.4.1 论文意义
本文主要对石膏基3D打印在基于FDM的基础上进行从打印原料、配比以及打印器件的研究。在挤出式石膏基3D打印的基础上,也对原有打印用石膏浆体配比进行了实际打印,也在打印过程中通过对自制打印装置的改进实现了对打印挤出头精度上的提升。完成了对石膏材料的 3D 打印特性的验证以及相关成果的整理。
1.4.2 论文研究内容
(1)通过对石膏基3D打印原料高强半水石膏的制备。打印原材料α-半水石膏的性质直接影响到打印试件的性质。通过研究探寻常压盐溶液法使用二水石膏制备α-半水石膏的条件和转晶剂,从而得到性质优异的用于3D打印α-半水石膏。
(2)在已有石膏基3D打印专用的石膏浆体配比的基础上,对其打印可行性以及打印产品的相关性质进行研究。
(3)通过对自制的专用于石膏基3D打印机的打印头结构的调整与改进得到性质更佳的打印头结构。通过对打印过程及打印产品性质的观察,得到最佳的打印软件Cura的打印参数。
1.4.3 创新点
(1)本文通过对自制的3D打印机打印头的调整,以及在原有的打印配比石膏浆体原料的基础上,实现了打印头挤出直径最低为0.6mm情况下的正常打印,使得石膏基3D打印实现精度上面的突破。
(2)通过对石膏打印原材料α-半水石膏的合成研究,对打印配方以及打印原料环节上进行一定的改进。
第2章 原料与实验过程
2.1 主要原料及其性质
2.1.1 石膏原料
此实验所用的二水硫酸钙是由国药集团化学试剂有限公司所生产的。该试剂外观是白色粉末状,有轻微结块,分析纯。
二水硫酸钙的化学分析成分如表2-1所示,其中主要成分为CaSO ·2H
·2H O。
O。
表2-1 石膏原理的化学成分分析
成分 | 二水硫酸钙 | 氯化物 | 硝酸盐 | 碳酸盐 | 盐酸不溶物 | 碱金属及镁 |
含量 | ≥99.0% | ≤0.002% | ≤0.002% | ≤0.05% | ≤0.025% | ≤0.2% |
2.1.2 柠檬酸
此实验所用的柠檬酸是由国药集团化学试剂有限公司所生产的,其全称为一水合柠檬酸。该试剂性状为无色结晶或白色颗粒。
2.1.3 氯化钠
此实验所用的氯化钠是由国药集团化学试剂有限公司所生产的,性状为无色结晶状。PH值(50g/L、25℃)5.0~8.0。
2.1.4 亲水性纳米二氧化硅微球
此实验所使用的亲水性纳米二氧化硅微球(Nano-SiO2,NS)是由 Aladdin 公司所生产的,外观为白色疏松粉末状。厂家型号为Hydrophilic-380、比表面积为150m2/g、粒径为7~40nm。
2.1.5 主要实验仪器和设备
下表是本研究主要使用的设备和仪器
表2-2 本研究主要使用的仪器设备
仪器名称 | 型号 | 厂家 |
水浴锅 | DF-101S | 邦西仪器科技有限公司 |
电子天平 | JY202 | 上海精平电子仪器有限公司 |
材料表面分析系统 | KH-7700 | 美国科视达公司 |
流变仪 | R/S-SST | 美国Brookfield公司 |
V 型混料机 | V型 | 常州市日宏干燥设备有限公司 |
电动搅拌机 | DDQA01G1 | 广东小熊电器有限公司 |
注射器 | 50ml | 江苏正康医疗器械有限公司 |
电子式万能试验机 | D-50 | 济南方辰仪器设备有限公司 |
石膏基 3D 打印机 | Ardunio-3D | 自行研制 |
2.2 实验方法
2.2.1 常压水热法制备半水石膏
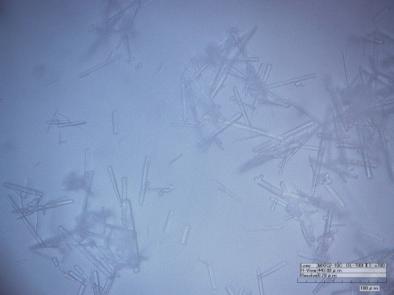
本实验采用常压水热法通过二水石膏制备α-半水石膏。实验过程为:按照1∶3的固液比,以及20%含量的氯化钠对反应物进行称取、混合后加入转晶剂,加入500ml三口烧瓶中然后由水浴锅加热至温度为95℃,由水银温度计校正温度,磁力恒速搅拌器控制溶液的搅拌速度为150r/min。冷凝管维持系统水平衡。反应时间控制在4h,然后趁热过滤,再用酒精冲洗两次,即可得反应产物α-半水石膏。可对产物在光学显微镜下进行观察记录测试其长径比。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:


您可能感兴趣的文章
- 蒸养纤维掺杂高铁低钙水泥混凝土的抗海水冲磨性能研究文献综述
- TIPA对水泥-锂渣体系力学性能和水化性能的影响外文翻译资料
- TEA对锂渣-水泥复合粘结剂流变性能及水化性能的影响外文翻译资料
- 硫酸铝无碱液体促进剂的效果研究烷醇胺对硅酸盐水泥水化过程的影响外文翻译资料
- 新型C-A-S-H/PCE纳米复合材料:设计表征和对水泥水化的影响外文翻译资料
- 工业中碳捕获技术以及以水泥回转窑作为核心的吸附再生器外文翻译资料
- Ca/Al层状双氢氧化物的制备及其结构对水泥早期强度的影响外文翻译资料
- 蒸汽养护后混凝土养护方法对混凝土机械强度和透气性的影响外文翻译资料
- 含白云石或石灰石的偏高岭土水泥在相组成与抗压强度的异同外文翻译资料
- 与硅质铁尾矿结合的混凝土的耐久性外文翻译资料



