循环动电位极化法研究温度对选择性激光熔覆制备40Cr13不锈钢腐蚀的影响毕业论文
2020-04-07 14:07:29
摘 要
选择性激光熔覆(SLM)是一种通过金属粉末的激光加工的增材制造方法,可直接制作结构复杂的金属零件。该工艺具有工艺简单、表面粗糙度好,成型件尺寸精度高等优点,应用前景广阔。
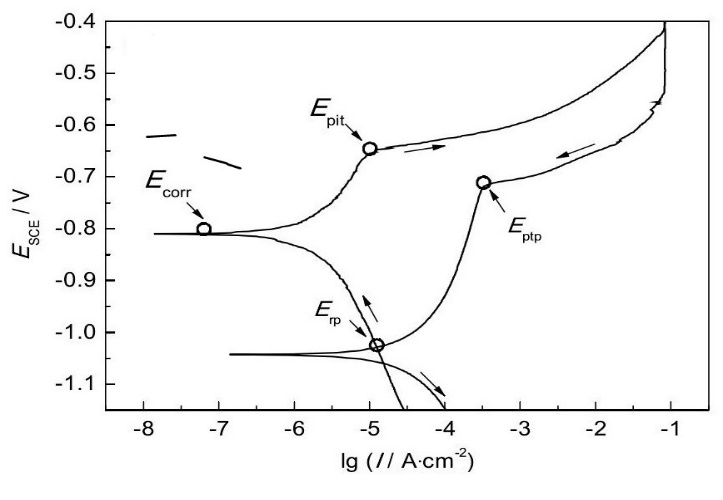
SLM制备40Cr13不锈钢具有良好的机械性能和在极端条件下的应用潜力,然而其腐蚀性能还有待检测。本文通过电化学方法中的三电极系统测试SLM 40Cr13不锈钢和普通40Cr13不锈钢在20℃、25℃、30℃、35℃、40℃的循环极化曲线。研究表明,SLM工艺制备的40Cr13不锈钢循环极化曲线中没有出现明显的钝化区域,普通40Cr13不锈钢的钝化区间较为明显,腐蚀形貌以点腐蚀为主。温度升高会使不锈钢点蚀萌发,SLM 40Cr13不锈钢与普通40Cr13不锈钢相比较,钝化膜修复能力较弱更容易遭受点蚀。
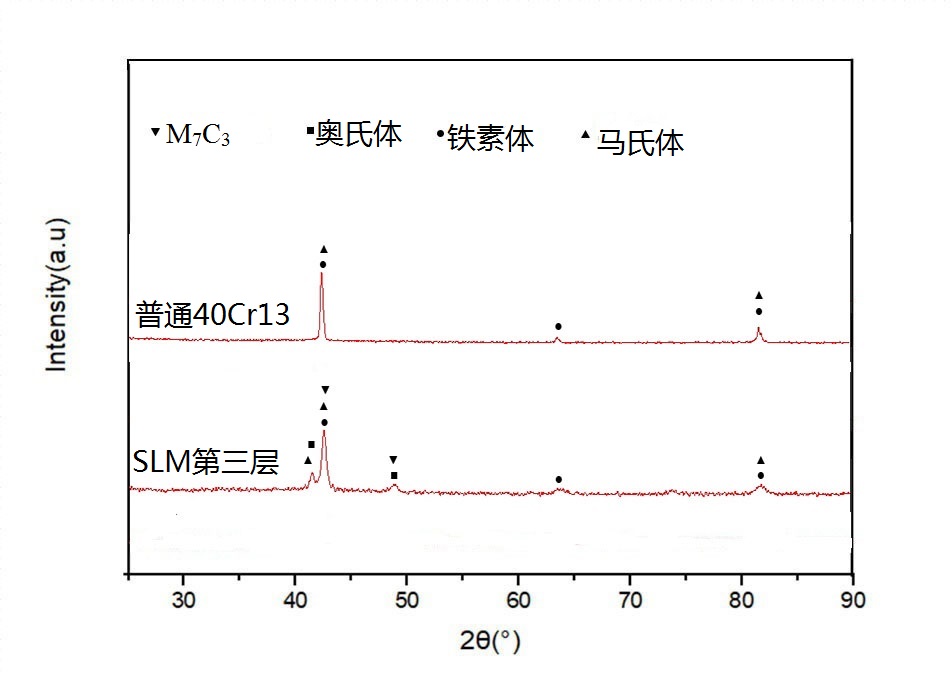
通过X射线衍射和金相显微镜对电化学腐蚀的微观形貌和元素分布进行测试,结果显示SLM 40Cr13不锈钢中有M7C3 。
关键词:选择性激光熔覆 40Cr13不锈钢 循环极化曲线 温度 腐蚀
Abstract
Selective Laser Melting (SLM) is an additive manufacturing method that uses laser processing of metal powders to directly fabricate complex-structured metal parts. The process has the advantages of simple process, good surface roughness, high dimensional precision of molded parts, and wide application prospect.
SLM 40Cr13 stainless steel has good mechanical properties and application potential under extreme conditions, but its corrosion properties have yet to be tested. In this paper, the cyclic polarization curves of SLM 40Cr13 stainless steel and common 40Cr13 stainless steel at 20°C, 25°C, 30°C, 35°C, and 40°C were measured by a three-electrode system in electrochemical method. The research shows that there is no obvious passivation zone in the cyclic polarization curve of 40Cr13 stainless steel prepared by SLM process, the passivation interval of common 40Cr13 stainless steel is obvious, and the corrosion morphology is mainly based on point corrosion. The increase of temperature will cause the stainless steel pitting to germinate. Compared with the common 40Cr13 stainless steel, SLM 40Cr13 stainless steel is more vulnerable to pitting corrosion due to weaker repairability of passive film.
The micro-morphology and elemental distribution of electrochemical corrosion were tested by X-ray diffraction and metallographic microscope. The results showed that there were M7C3 in SLM 40Cr13 stainless steel.
Key words:Selective Laser Melting 40Cr13 stainless steel Cyclic polarization curve temperature corrosion
目 录
第1章 绪论 1
1.1 研究背景及目的 1
1.2 选择性激光熔覆技术(SLM) 1
1.2.1 影响SLM成型工艺的因素 2
1.2.2 SLM工艺的优势和应用 3
1.2.3 SLM国内外研究现状 4
1.3 40Cr13不锈钢 5
1.3.1 SLM 制备40Cr13不锈钢 5
1.3.2 不锈钢的腐蚀 6
1.3.3 不锈钢腐蚀的研究方法 6
第2章 实验内容 8
2.1 实验方案 8
2.2 SLM工艺制备40Cr13不锈钢 9
2.2.1 材料与设备 9
2.2.2 SLM工艺原理 10
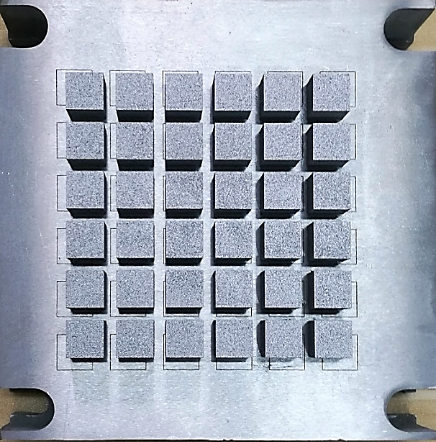
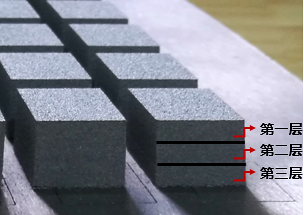
2.2.3 SLM 40Cr13不锈钢的成型处理 11
2.3 电化学腐蚀实验 12
2.3.1 实验材料及设备 12
2.3.2 循环极化曲线测试原理 14
2.3.3 循环极化曲线的实验过程 14
第3章 实验结果与分析 16
3.1 XRD测试结果 16
3.2 微观形貌 16
3.3 循环极化曲线结果分析 20
第4章 结论 25
参考文献 26
致谢 28
绪论
研究背景及目的
3D打印技术,又称增材制造(Additive Manufacturing,AM)技术,是一种改变传统制造方法推动材料革命的方法[1]。经过30年的飞速发展,增材制造技术体系逐渐完善,形成了相关产业链,市场规模不断壮大,全球增材制造市场规模由2012年的23亿美元已经发展到2017年的70亿美元。当前,世界各国纷纷把增材制造技术作为未来产业发展的增长点。2017年的8月,美国国会批准了国防部授权法案(其中包括增材制造相关的条款),这可能会使得许多增材制造商家和研究组织受益,并有可能成为美国军事增材制造的里程碑。我国将增材制造技术列为了重点发展对象,目前增材制造产业链已经成形,涌现了许多具有竞争力的企业。为了加快增材制造产业的发展,国家12个部门联合发表了在2017年2月发布了《增材制造产业发展行动计划(2017~2020)》。
选择性激光熔覆(Selective Laser Melting,SLM)是增材制造中一种重要的成型方式,是目前增材制造体系中最为前沿和最有潜力的技术。选择性激光熔覆利用高能量的激光熔化金属粉末并通过逐层加工方式直接制备结构复杂的金属零件。选择性激光熔覆凭借工艺简单、尺寸精度高、表面粗糙度好并具有良好的机械性能等优点解决了传统成型工艺中的困难。光纤和高功率激光技术的进步使得可用于选择性激光熔覆的金属粉末种类得到了拓展。40Cr13作为一种常用塑料模具钢材料,同样适用选择性激光熔覆技术制备,并且在实际应用中发现SLM 40Cr13不锈钢具有较好的机械性能,具有极端条件下的应用潜力。但是作为铁基材料,它的腐蚀性能还有待研究。
本文将以40Cr13为熔覆材料,利用选择性激光熔覆制备40Cr13不锈钢,并和常规工艺制备的40Cr13不锈钢为研究试样,使用循环动电位极化法研究温度对选择性激光熔覆制备40Cr13不锈钢腐蚀的影响,应用XRD、金相显微镜对实验试样的相成分及表面形貌进行分析,综合电化学知识判断腐蚀类型,并探索选择性激光熔覆制备40Cr13不锈钢样品的电化学腐蚀的工艺参数。
选择性激光熔覆技术(SLM)
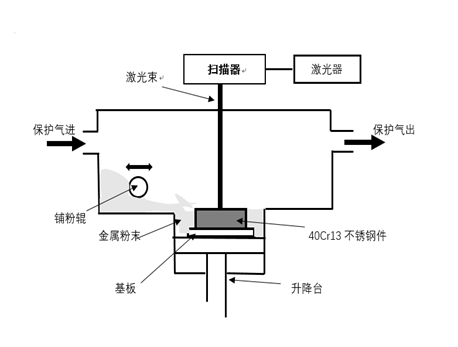
选择性激光熔覆是20世纪90年代中期发展起来的一种将金属粉末直接制备金属零件的加工工艺。SLM成形原理如图1.1所示,首先将三维模型切片离散和扫面路径规划,得到可控制的激光束扫描的切片轮廓信息,然后在激光开始扫描前,水平铺粉辊先将金属粉末平铺到加工室的基板上,激光光束按当前层的轮廓信息选择性的熔化基板上的金属粉末,加工出当前工作层的轮廓,然后可升降系统下降一个图层厚度的距离,滚动铺粉辊再在已加工好的当前层铺上金属粉末、设备调入下一层进行加工,通过这样一层层加工,逐层堆积成与模型相同的实体[2, 3]。采用该技术可以直接获得致密度可近乎100%,尺寸精度达20~50μm,任意形状的金属零件[4]。
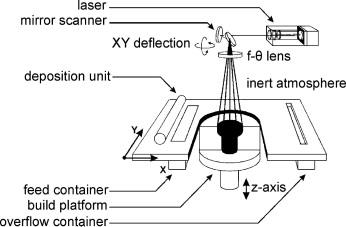
图 1.1 SLM成形原理图[5]
影响SLM成型工艺的因素
影响选择性激光熔覆工艺产品质量主要有一下两个方面:一是选择性激光熔覆粉体材料性能,包括粒径、氧含量、表面光洁度和粉体形状等。二是工艺参数,包括激光的能量输入、成型气氛控制和扫描路径等。
1、粉体对SLM成型工艺的影响
粉体是选择性激光熔覆的物质基础,粉体的性质对成品的质量有着决定性的作用。王小军等人将Al-12Si,Al-10SiMg、Al7SiMg、Al-5Si和4中Al合金粉体作为研究对象,通过一系列实验得出在选择性激光熔覆制备过程中,粉末的球形度和流动性越好,产品的微观缺陷越少、致密性和成型性能越好[6]。粉末的球形度低、流动性差会导致铺粉不均匀,在同一烧结平面上,铺粉过厚的地方激光难以完全穿透导致该处存在未熔化的粉末形成粉末夹杂,粉末夹杂中的间隙没有熔液填充,形成孔隙。铺粉过薄的地方,激光重熔凝固的烧结层产生过量的液相,增强了 Marangoni 环流效应,Marangoni 环流的强化导致成形表面粗糙化,形成凹凸不平的外观[7]。粉体除了要满足球形度和流动性好之外,还需要满足粉体实心、纯度高、氧含量低等要求。
选择性激光熔覆所用的金属粉末具有较大的表面积而且颗粒表面上有水分、有机物、氧化物和氮化物等污染物的存在,这些污染物使得熔池形状趋向最小化,熔道断裂,引起球化与孔隙等缺陷,高粘度还导致熔池流动性下降抑制了烧结过程的润湿,降低了粉末的层间结合和致密化,从而导致成品机械性能和几何形状不制满足要求[8]。
2、工艺参数对SLM成型工艺的影响
输入能量主要由激光功率、扫描速度和扫描间距决定,能量输入的大小会影响粉体的熔化程度,进而影响试件的成形质量。为了更直观的表示工艺参数对成形质量的影响规律,引用激光能量密度VED[9]表征输入的能量,定义:
(1-1)
其中p为激光功率,v为扫描速度,h为扫描间距,而d则表示铺粉厚度。从公式(1-1)可以看出输入激光功率成正比,与扫描速度、扫描间距和铺粉厚度成反比。当铺粉的厚度一定时,激光能量输入少会导致粉体熔化不彻底或者不均匀,未熔化的粉末在冷却的时候形成了不连续的熔池,降低了溶体的流动性和铺展能力,增大熔融层的表面粗糙度,导致试件形成气孔、未熔合等缺陷,成形质量和致密度下降。当输入能量在合适范围之内时,粉末颗粒熔化比较彻底,降低表面张力和溶体粘度,溶体的流动性成形质量和致密度增加。不同的金属具有不同的熔点,因此不同的金属粉末采用的扫描策略也是不一样的。李吉帅[10]等人通过实验研究得出了Ti-6Al-4V的优选工艺参数为激光功率450W,扫描速度2500mm/s,扫描间距0.07mm,由该工艺参数制备的样品具有较好的成型质量,致密度高达97.8%。杜胶义[11]等人通过该变工艺参数GH4169镍基合金粉末进行试验,得出了最优扫描策略为扫描速度9000mm/s,扫面间距为0.25mm。
SLM工艺的优势和应用
选择性激光熔覆拥有综合性功能强,提高生产效率,节省材料和灵活性强等优点,人们利用SLM制备传统工艺难以制作的复杂形状的产品,高效指导零件模具的工艺设计,进行零件的公差检验以及受损部件的修复等任务。
选择性激光熔覆工艺可以制备任意形状的零件,在保证结构体刚度和强度的情况下,运用专业的软件对壳体非主承力部分进行镂空处理。这样的轻量化处理保持传统制造方法的功能,同时节省了材料和减轻了产品的重量。诺丁汉大学利用选择性激光熔覆制备轻量化汽车零件包括制动钳、动力传动系统和LED前大灯的散热片,这些零件的重量可以减少40%-80%。轻量化处理的零件应用在汽车上可以提高汽车燃油效率,减少噪音和二氧化碳的排放。王旭葆[12]等人在对轻量化优化的航空铝合金支架的SLM工艺分析之后,结合SLM成型原理和成型特点对原始的结构进行优化处理,得到了一个重量减轻24.5%,材料用量大幅度减少65.6%的优化结构,而且优化结构去除了内部支撑,降低了后期的处理难度。在航天领域方面,2016年3月俄罗斯托木斯克理工大学制造了首个外壳是由增材制造的CubeSat纳米卫星Tomsk-TPU-120成功被送往国际空间站。欧洲航天局(ESA)联合瑞士的SWISSto12公司开发了首个一体化增材制造双反射面的天线原型,由于避免了装配误差和失误的可能性,精度非常高,而且其重量比目前的金属天线轻10倍。
SLM工艺不仅对航天航空材料发展提供了新的途径,而且在生物医学和汽车等行业也取得不错的进展。比利时鲁汶大学的Kruth团队[13]应用自主研发的激光器对粒度范围为(5~50μm)的Ti-6Al-4V进行深入的研究,成功制备了钛合金人工牙齿,其致密度可达97%,经过后期的热处理之后得到满足力学性能的产品。在汽车行业,SLM技术可用于汽车设计、生产制造和维修等方面。美国福特汽车公司经过大量的试验,已经成功将SLM制备的转子、变速器和阻尼器外壳等零部件应用到实际生产中,并正在探索如何使用SLM将大型一体式汽车零部件(如扰流器)制作成原型并应用于车辆生产中。
SLM国内外研究现状
目前选择性激光熔覆工艺技术的研究主要集中在欧美国家,美国和德国早在20世纪90年代就开始选择经激光熔覆工艺技术的研究,这两个国家在SLM设备的研发也处于世界领先地位,SLM产品商业最早。美国3D公司、德国EOS等公司可以根据用户不同需求,针对不同的服务领域,开发了多种型号的打印设备。德国EOS公司研发的光头大型金属打印机M400,拥有超快的4个激光系统,4个独立的激光器可以同时制备4个工件,激光聚焦直径90μm,最大打印尺寸可达400mm×400mm×400mm [14]。国内也有部分高校、科研院所和公司相继开展了SLM设备的研发。华中科技大学、华南理工大学、西北工业大学和北京航天航空大学开展相关研究较早,在国内处于领先地位。华南理工大学自主研发的Dimetal-240,Dimetal-280、Dimetal-100和Dimetal-50等系列设备,其中已经有一部分型号已经商业化。另外华科三维、易加三维和广州雷佳增材公司等也相继推出了商业化SLM设备[15]。苏州西帝摩三维打印科技有限公司在2017年发布的3D金属打印设备XDM 750是目前世界上最大的SLM设备,它的最大成形尺寸可达750mm×750mm×500mm。
理论上任何金属粉末都可以作为选择性激光熔覆的原材料,但在实际应用过程中,选择性激光熔覆技术对粉末有较高要求。气雾化法制备的合金粉末颗粒均匀,综合性能比较好,是目前选择性激光熔覆工艺中最常使用的粉体。目前,最主要的研究对象是钛合金、镍合金和铁合金。钛及其合金具有生物相容性,常将其选择性激光熔覆产品运用于牙体种植和人体假体。巴西的Jardini等人使用EOSINT M270制备右侧颅颌面手术的钛种植体在患者上成功种植[16]。赵晓明等采用SLM制备的TC4钛合金人造骨,表面粗糙度好和尺寸精度高,力学性能优越,生物相容性好。同时由于采用了镂空结构设计,产品质量轻 [17]。美国德克萨斯大学的Murr团队[18]对Inconel 625和Inconel 718这两种合金的选择性激光熔覆制件的性能进行相关研究,它们的显微硬度分别为4.0GPa和5.5GPa。潘爱琼[19]等对SRR99镍基高温合金进行定向凝固实验,测试了试样的显微组织、相组成及元素偏析情况,得出了沉积层与铸态基板之间可以形成良好的冶金结合。铁合金是世界上应用最广泛、用量最大的材料,从国内外文献来看,铁基合金粉末的SLM研究也是最深入的。铁基合金粉末主要包括纯铁粉、M2高速钢、H13工具钢、314S不锈钢和316L不锈钢等。在国内,昝少平[20]等研究了激光熔覆工艺对316L不锈钢粉末和在304不锈钢上熔覆质量的影响规律,发现其最优的工艺。张美美[21]以20钢为基体材料,316L不锈钢为熔覆材料制备液压支架管进行耐腐蚀性和耐磨性研究,得出了316L不锈钢可用于煤机设备的液压支架管的激光熔覆修复的结论。D kong[22]对选择性激光熔覆制备的316L不锈钢的微观结构、生物相容性,力学性能和腐蚀性能进行研究,得出了合适激光功率和后续的热处理工艺。
40Cr13不锈钢
40Cr13是一种典型的中碳高铬马氏体不锈钢,对水蒸汽、碳酸盐及其他盐类等有良好的耐腐蚀性,经过淬火和回火之后具有较高的强度、硬度和耐磨性,广泛应用于刀具、医疗器械和汽轮机叶片等。其化学元素如表1.1所示,不同的化学元素在有着不同的影响。碳元素能显著的提高不锈钢的强度,氮可以保持较好的塑韧性,而铬元素的含量则能决定不锈钢的耐腐蚀性能,第一个原因是铬使得铬-铁合金钢的电极电位提高,第二个原因则是铁-铬合金钢在氧化性介质中极易形成一层致密的钝化膜(FeO·Cr2O3),这层钝化膜稳定、完整,与基体金属结合牢固,将基体与介质完全隔开,从而有效地防止钢进一步氧化或腐蚀。
表 1.1 40Cr13不锈钢化学成分
化学成分(%) | ||||||
C | Cr | Mn | Ni | Si | P | S |
0.36-0.45 | 12-14 | lt;0.80 | lt;0.60 | lt;0.60 | lt;0.035 | 0.03 |
SLM 制备40Cr13不锈钢
实验研究表明40Cr13金属粉末具有良好的SLM成形性,通过选择性激光熔覆工艺制备40Cr13不锈钢材料的相对密度超过99%,最高硬度达到50.7 HRC,具有良好的机械性能和在极端条件下的应用潜力[23]。根据SLM技术快速熔化后层层粘接的成形特点,导致成形制件内部形成柱状的细化结晶晶粒,有利于提高拉伸性能,但同时也出现空隙、内部特有的熔池边、晶粒取向不一致和组织内应力等缺陷[24],导致SLM成形试件的力学性能远不如铸件。力学性能差影响SLM产品在实际生产中的应用,因此要运用热处理工艺提高提高力学性能。刘颖[25]对SLM 40Cr13不锈钢的宏观硬度、耐磨性能进行研究,结合热处理工艺对制件性能的影响,确定了SLM 40Cr13不锈钢最佳的成形工艺参数和热处理工艺参数。
不锈钢的腐蚀
金属腐蚀是金属件损坏的常见形态,其中最严重的就是锈蚀。金属腐蚀就是材料中的成分发生了反应,导致金属的化学成分发生变化,从而其力学性能。腐蚀会破坏金属的几何结构,影响其使用寿命,甚至造成坍塌、爆炸等灾害,危机人身安全。每年由于金属腐蚀造成了巨额的经济损失,据统计全世界每年生产的钢铁约有30%遭受腐蚀,10%的钢铁失效变成无用的锈铁[26]。在2014年,中国由于腐蚀及其影响损失了3000多亿美元,占整个国家GDP的3.34%[27]。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: