撕解机堆焊刀片与钎焊硬质合金的材料性能研究毕业论文
2020-04-13 13:06:04
摘 要
随着现代工业的发展,机械零件通常在复杂的,困难的环境中由于部件或材料之间的相对运动而产生磨损造成零件的损坏和报废,所以在生产这些零件时,要考虑它们的综合性能。堆焊合金和硬质合金都有硬度高,耐磨损的特点,都可作为撕解机刀片。本文主要选择高C高Cr的2号耐磨焊条和某硬质合金材料为比较研究对象,研究堆焊刀片与硬质合金刀片材料的成分组织及耐磨性能,采用光学金相显微镜对刀片堆焊材料的显微组织进行观察,采用显微硬度计对堆焊金属的微观硬度进行测定,采用电子探针仪和能谱仪对堆焊金属材料的组织的微观形貌进行观察和成分测定,为提升撕解机刀片产品质量和适应硬质物料冲击破碎等特殊工况下耐磨材料的选用提供技术参考。
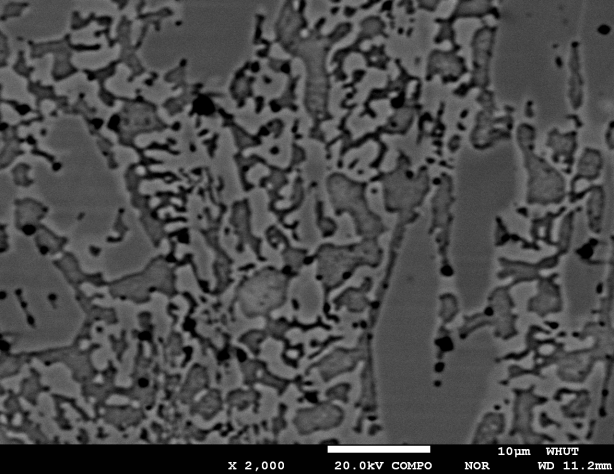
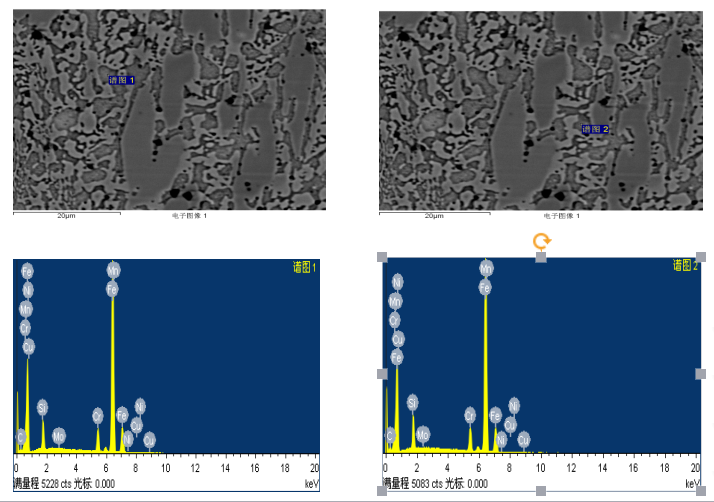
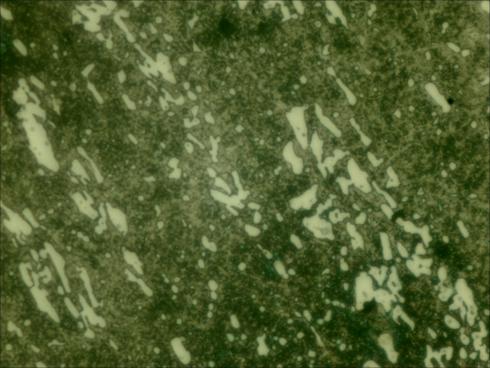
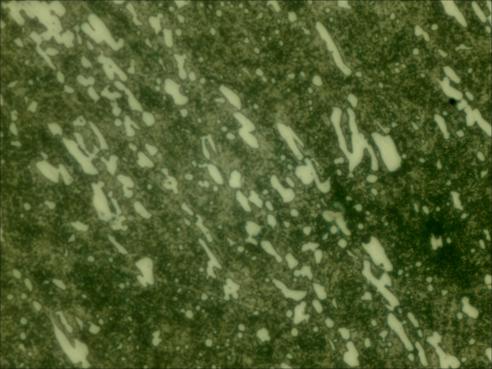
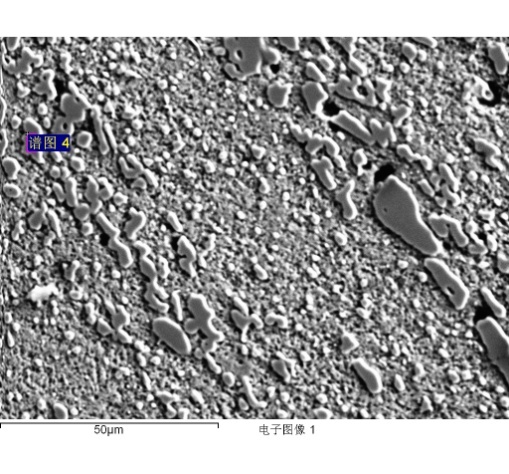
试验结果表明:堆焊合金主要由共晶碳化物、马氏体和残余奥氏体组成。硬质相的硬度主要是由铁的贡献所致,Cr和C或碳化物或M7C3,M23(C,B)6硼化物呈放射状,树枝状或由Fe-Cr相包裹生成。所选用硬质合金其主要成分是Cr3C2相和VC组成。
关键词:单层堆焊合金;硬质合金;硬度;耐磨性
Abstract
With the development of modern industry, mechanical parts are usually worn out due to the relative movement between parts or materials in a complex and difficult environment, causing damage and scrapping of parts. Therefore, in the production of these parts, their comprehensive performance must be considered..Both surfacing alloys and hard alloys have high hardness and wear resistance, and they can all be used as ripper blades.In this paper, the high-C, high-Cr No. 2 wear-resistant electrodes and certain hard alloy materials are selected as comparative research objects, and the compositional organization and wear resistance of the surfacing blade and cemented carbide insert materials are studied.The microstructure of the blade surfacing material was observed with an optical metallurgical microscope. Microhardness of the surfacing metal was measured with a microhardness tester. Microscopic observation of the microstructure of the surfacing metal material was performed with an electronic probe and an energy spectrum meter. Morphology observation and composition determination provide technical reference for improving the quality of the tearing machine blade and adapting to the selection of wear resistant materials under special working conditions such as impact fracture of hard materials.
Key Words:Surfacing alloy;Carbide;hardness;Abrasion resistance
目录
摘 要 I
Abstract II
第1章 绪论 1
1.1 选题背景与意义 1
1.2 研究现状 2
1.3 本文研究目的和内容 3
第2章 实验材料与方法 5
2.1 试验材料及设备 5
2.2 试验方法 5
2.2.1 堆焊试验 5
2.2.2 堆焊金属显微组织金相试样的制备 5
2.2.3 金相观察 6
2.2.4 硬度测定 7
2.2.5 磨损试验 8
2.2.6 电子探针仪化学成分分析 8
第3章、堆焊刀片与硬质合金组织和性能 10
3.1堆焊刀片的金相组织 10
3.2堆焊刀片化学成分分析 10
3.3 硬质合金的金相组织 12
3.4硬质合金化学成分分析 12
3.5 堆焊合金和硬质合金的耐磨性 14
3.6 本章小结 16
第 4 章 结论 17
参考文献 18
第1章 绪论
1.1 选题背景与意义
随着科技的发展,人们对硬质物料冲击破碎等特殊工作下的耐磨材料性能要求越高,传统耐磨材料由于延展性低,塑性成形性差,材料可焊性差,不易焊接加工等特点其发展应用受到了一定的限制,而耐磨堆焊材料具有优异的耐磨耐蚀性能,制造工艺简单。刀片材料一般为9SiCr,Cr12MoV,9SiCr合金工具钢,具有硬度高,耐磨性好,但脆性好,适用于橡胶,废纤维,纸等软质材料,Cr12MoV冷作模具钢,具有较强的耐磨性,抗冲击强度,适用于撕裂废木,家具,塑料等高硬度材料[1]。机器零件运行失败的主要原因是长期磨损。中高碳钢部件如刀片是工业生产的核心部件。材料的质量直接影响产品的数量,质量和效率。在连续破碎过程中,刀片的摩擦力非常严重。当粉碎机破碎材料时,材料与刀片之间的摩擦产生热量,刀片温度升高,磨损更严重。同时为保持各种机械设施的正常运行,工业部门往往需要大量的金属和大量的金属消耗。多年来,金属磨损问题一直是学者们关注的焦点。减少金属的磨损有两种方法:一是改善零部件的使用环境,尽量减少零件对外界的损失;二是提高零件的抗磨损性能。2号耐磨焊条由于铬的加入(Cr>12%),使得碳化物从硬度较低的M3C变成了硬度较高的M7C3,而且碳化物的形成从连续状的变化为纤维状的独立分布,不仅提高了材料的硬度,而且强化了基体的韧性。
硬质合金具有硬度高、耐磨、强度和韧性较好、耐腐蚀等诸多优点;特别是它的的高硬度和耐磨性,即使在500摄氏度的温度下也基本保持不变,在1000摄氏度时任有较高的硬度。广泛用作刀具材料。韩国YesTool公司推出的“KRUZ”硬质合金机夹孔加工刀具,采用了硬质相晶粒分别为0.2 0.5 0.8μm的混合型高钴(13%)超细晶粒度基体,使刀具基体材料的强度和硬度都有较大的提高,配以接近整体型钻头强度的机夹刀片几何结构和夹紧方式以及独创的钻尖设计和高性能的氮化钛(TiN)与氮铝化钛(TiAlN)纳米物理涂层(PVD),不仅适用于加工软质到硬质工件,甚至对极难加工的特殊材料工件,都能体现出优秀的切削性能。20世纪90年代以来,围绕细化晶粒,制取超细乃至纳米结果硬质合金的研究开发已经成为世界硬质合金技术领域的一大热点。美国Rutgers大学于1989年率先研制成功纳米结构硬质合金并取得专利。纳米结构硬质合金的问世,是硬质合金领域中具有划时代意义的重大突破,为解决硬质合金强度和硬度之间的矛盾开辟了新的途径[2]。硬质合金材料的价格也比较贵,制造磨具的成本相对较高。提高材料的耐磨性传统方法是通过淬火等热处理改变材料的表面硬度,而不改变化学成分材料的表面硬度越高,耐磨性越好。但这种方法非常有限,以增加材料的硬度这种技术来加强难以承受的机械部件表面磨损。相对这种硬度加强技术,更受欢迎的是金属表面强化技术,包括焊接,激光表面处理,热喷涂,从次渗碳氮化的本质是生产具有特殊性能或冶金反应的材料一种能够修复,扩大或制造金属机械部件以满足特殊需要的材料。在金属材料或部件的表面上,通过覆盖焊接工艺沉积具有耐磨性和耐腐蚀性等特殊性能的金属层,给予表面特殊性能,并系统研究其结构和性能,提高材料的耐磨性,为达到回收利用的目的,降低生产成本,具有非常重要的经济价值和实用价值,已经成为研磨辊修复的主要发展方向和手段,通过机械部件提高辊的使用寿命[3][4]。在生产制造中,我们为了节约成本和方便生产操作的前提下能得到我们想要的产品,我们要在耐磨堆焊材料和硬质合金中做出科学的选择,再照顾了质量的同时也要求制作成本比较低,制作成本就包括材料成本,工艺,技术要求。
1.2 研究现状
堆焊作为材料表面改性的一种经济而快速的工艺方法,越来越广泛地应用于各个工业部门零件的制造修复中。为了最有效地发挥堆焊层的作用,希望采用的堆焊方法有较小的母材稀释、较高的熔敷速度和优良的堆焊层性能,即优质、高效、低稀释率的堆焊技术[5]。堆焊属于熔焊,一般分为:电弧焊、电渣焊、电子束焊、激光焊及气焊等等。焊材主要有药皮焊条,实心焊条,以及药芯焊丝。实验表明,可以使用大量的碳和一些合金元素如铬,钛,钼,钨,钒和铌来形成具有高硬度和良好耐磨性的耐磨材料[6]。随着国内外撕裂机技术的发展,刀片等耐磨零件的发展倾向于使用合金元素,提高合金化度。对国内外表面合金进行了大量研究,合金系统的优化选择也出现了不同程度的变化选择适合工程应用和合理堆焊技术的合金系统很重要意义,硬面合金的发展主要是添加一些合金元素(如V,W,Mo),Cr,B等可以形成具有较高显微硬度的合金碳化物,然后提高表面层的硬度耐磨性。撕裂机刀片等高碳钢部件,使用材料为高Cr,高W等合金化材料[7]。在前苏联的1904-1914年,早期进行了焊接和手工电弧焊进行。铁基硬化合金Cr-B-W-V体系刘正军[8]改进设计; 苏中华[9]在螺丝轴上修复磨损表面; 朱嘉琦[9]的Cr Mo WVNbTi系耐磨铁基堆焊表面合金量化设计和结构的研究;龚建勋[10]对Fe-C-Cr-V-B高铬堆焊表面合金的显微组织和耐磨性研究,王清宝[11]支持大型热轧制造技术和维修;吕继武[12]焊条回火温度研究; 徐冰强测试[13]对于碳化钨用于磨料磨损的焊接强度;杜学铭[14]对离心机碳化钨修复沉积物表面耐磨性能研究;徐向阳[15]表面电极组结构和耐磨性的讨论;王亚楠[16]Cr-Mo-W-Mn-Ni铁基合金的热处理对堆焊表面硬度的影响。堆焊表面维修技术不仅在中国具有很多的研究和应用,而且在国外也有很多应用和研究。S.Selvi [17]使用手动电弧焊修复阀座,为了找到耐磨性,耐腐蚀性和使用寿命良好和便宜的表面硬化合金,比较复合材料的三种电极结构性能后,C Cr元素是影响耐磨性,硬度,显微组织和热处理硬度降低的主要因素。Min-woo Lee[18]讨论了使用核工业的Co基和Fe基堆焊合金表面模型,并比较了表面堆焊硬化合金的两种气蚀电阻,即新的Fe表面合金由于应变诱导转变和较少的碳化物基体改善了抗气蚀性能的界面。Z.Horvat [19]等用再制造犁体的方法,与传统制造相比,结果表明表面堆焊焊接方法可以节省资金,增加犁体的使用寿命。硬质合金具有很高的硬度、强度、耐磨性和耐腐蚀性,被誉为“工业牙齿”,用于制造切削工具、刀具、钻具和耐磨零部件,广泛应用于军工、航天航空、机械加工、冶金、石油钻井、矿山工具、电子通讯、建筑等领域,伴随下游产业的发展,硬质合金市场需求不断加大[20]。并且未来高新技术武器装备制造、尖端科学技术的进步以及核能源的快速发展,将大力提高对高技术含量和高质量稳定性的硬质合金产品的需求[21]。我国硬质合金产业存在的主要问题:一是企业规模较小,产业集中度不高[22]。据不完全统计,199家硬质合金企业平均年产能176吨,平均年产量仅86吨,年产量在1000吨以上的企业只有4家。二是科技投入较少,缺乏高端技术人才,技术研发能力较弱。我国硬质合金工业在科技方面的投入不到销售收入的3%,科技研发水平不高,原创性核心技术成果较少。三是产品质量水平较低,产品结构有待调整。我国硬质合金产量占世界总产量的40%以上,但硬质合金销售收入不足全球的20%,主要是由于高性能超细合金、高精度高性能研磨涂层刀片、超硬工具材料、复杂大异制品、精密硬质合金数控刀具等高附加值产品产量较少、深加工配套不足以及品种不全所致。
1.3 本文研究目的和内容
本课题选择高C高Cr的2号耐磨焊条和某硬质合金材料为比较研究对象,研究堆焊刀片与硬质合金刀片材料的成分组织及耐磨性能,探讨材料磨损失效机理;分析讨论改善和提高堆焊材料质量及钎焊硬质合金刀片质量的工艺措施,为提升撕解机刀片产品质量和适应硬质物料冲击破碎等特殊工况下耐磨材料的选用提供技术参考。论文研究主要内容:
- 文献调研,了解国内外相关研究概况及发展。
- 了解高C高Cr焊条熔敷金属焊接工艺,堆焊材料性能特点;硬质合金种类,主要牌号,性能和用途;制定堆焊材料与硬质合金材料试验方案。
- 制备2号耐磨焊条的堆焊样品,金相制样(堆焊,硬质合金),比较测试两种样品材料的硬度和耐磨性。
- 金相样品光学显微组织观察,EPMA材料及物相成分测试,显微结构分析。
观察样品的磨损形貌,分析材料组织结构对堆焊材料,硬质合金的磨损性能影响;分析探讨撕解机堆焊刀片,钎焊硬质合金刀片焊接工艺及质量控制问题。
第2章 实验材料与方法
2.1 试验材料及设备
2#堆焊焊条,基材为Q235低碳钢板,板厚16mm根据国标 GB984-2001T将其加工成100×50×16mm的尺寸备用,其化学成分如表2-1所示。
表 2-1 Q235A 试板主要化学成分(%)
元素 | C | Si | Mn | P | S | Fe |
含量 | 0.14~0.22 | ≤0.30 | 0.30~0.65 | ≤0.045 | ≤0.050 | 余量 |
砂浆磨损试验机,OHAUS Advanturer电子天平、金相式样镶嵌机 型号XQ-1抛光机、线切割机床, 显微硬度计,金相显微镜,电子探针仪
2.2 试验方法
2.2.1 堆焊试验
根据国标 GB/T984-2001 将烘干的焊条熔覆在Q235钢板上,堆焊三层,堆焊层长度不小于70mm,宽度不小于15mm,当进行耐磨性测试时堆焊四层。采用直流反接的方式焊接,每道焊缝的宽度小于四倍焊条直径,每焊完一层后在室温下空冷,对焊缝表面进行清渣处理待焊下一层,焊接工艺参数如表 2-2所示。对清理完表面熔渣的堆焊金属进行相关处理,分别进行各项测试。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: