铜、铝管磁脉冲辅助无钎剂钎焊的温度条件毕业论文
2020-04-07 10:15:46
摘 要
铜和铝材料由于它们优异的热学和导电性能以及良好的耐腐蚀性能,而在各个行业有着非常广泛的应用。特别在制冷行业中,铜和铝异种金属连接显得尤为重要。电磁成形辅助钎焊在异种金属连接方面显示出了巨大的潜力。本文对使用电磁成形辅助钎焊连接铜-铝管做了一个探究。而且还讨论了集磁器对电磁成形过程的影响,利用ANSYS软件、LS-PrePost软件对磁脉冲辅助连接过程中钎料的流动以及内管在成形过程中受到的压力与剪切应力进行模拟分析。本文还讨论了钎料的制备和温度对钎料固相率的影响,从而进一步对焊接过程和焊接质量产生影响。通过对不同温度下的钎料固相率以及焊接结果进行分析,得到一个较合适的温度条件。
关键词:铜铝管;电磁成形;固相率;去膜效果
Abstract
Copper and aluminum materials are widely used in various industries because of their excellent thermal, electrical conductivity and good corrosion resistance. Especially in refrigeration industry, it is particularly important to connect copper and aluminum dissimilar metals. Electromagnetic forming-assisted brazing shows great potential in dissimilar metal connection. This paper makes an inquiry into the use of electromagnetic forming-assisted brazing to connect copper-aluminum tubes. But also discusses the influence of the magnetic collector on the electromagnetic forming process, ansys software and ls – pre post software are used to simulate and analyze the flow of brazing filler metal and the pressure and shear stress of inner tube in the process of magnetic pulse-assisted connection. The manufacture of brazing filler metal is also discussed in this paper and influence of temperature on solid phase ratio of brazing filler metal, thereby further influencing the welding process and welding quality. By analyzing the solid rate of brazing filler metal and welding results at different temperatures, a more suitable temperature condition is obtained.
Key Words:Copper-aluminum tube;Electromagnetic forming;Solid state rate;Stripping effect
目 录
第1章 绪论 1
1.1 课题研究背景 1
1.2 铜铝材料异种焊接研究现状 1
1.2.1 搅拌摩擦焊 1
1.2.2 冷压焊 2
1.2.3钎焊 3
1.3 课题研究意义及内容 4
第2章 半固态钎料的磁脉冲辅助钎焊理论分析 5
2.1 电磁脉冲焊的研究现状 5
2.2 半固态连接技术研究现状 6
2.3 将磁脉冲焊接与半固态连接技术结合的理论分析 7
第3章 半固态钎料及温度条件 9
3.1钎料制备 9
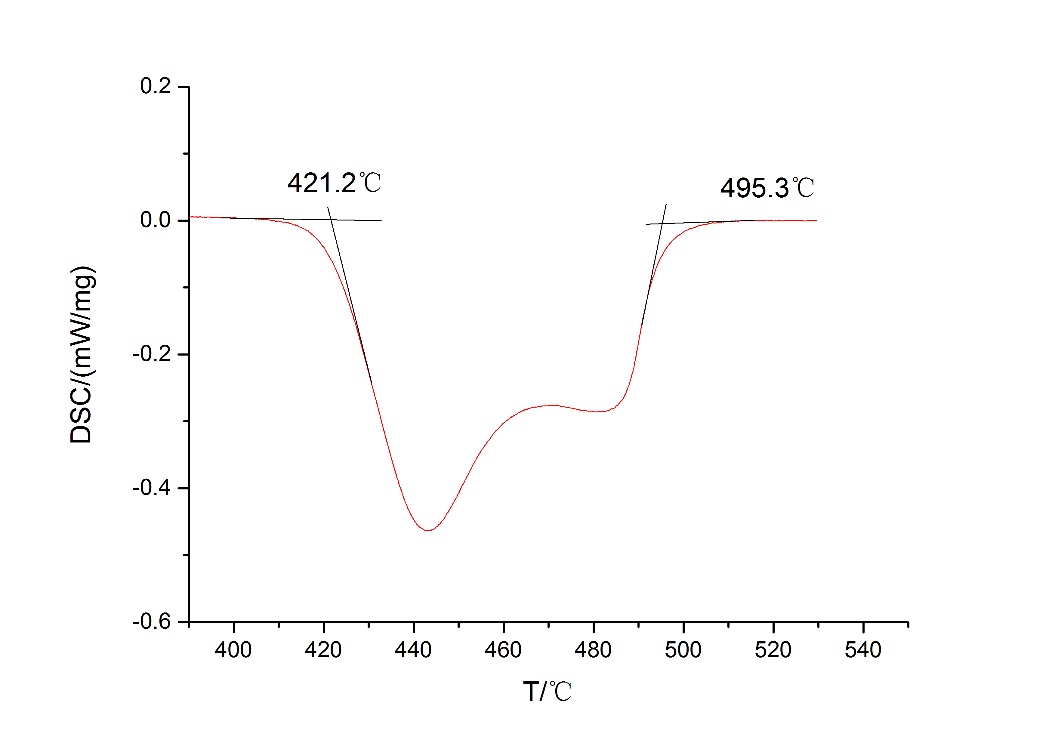
3.2钎料的热处理 10
3.3钎料固相率与温度的关系 11
3.4扩散层与温度的关系 13
第4章 磁脉冲辅助钎焊的研究 14
4.1实验材料 14
4.2工装设计 15
4.2.1 集磁器 15
4.2.2 紫铜线圈 16
第5章 磁脉冲辅助连接过程有限元分析 18
5.1有限元分析的预处理 18
5.1.1定义单元类型及材料属性设置 18
5.1.2有限元分析模型的建立 20
5.2模拟结果的分析 21
第6章 结论与展望 24
6.1结论 24
6.2展望 24
参考文献 25
致 谢 27
第1章 绪论
1.1 课题研究背景
在现代的工业化生产中,在保证工件工作稳定性及可靠的工艺性能外,降低金属耗材成本及轻量化也是需要考虑的重要问题。铝及其合金材料由于其密度较低、强度较高,并且具有很高的塑性,而可以加工成各种型材。除此之外,由于其具有优良的电学、热学性能及良好的耐腐蚀性能,因此在航空航天、汽车制造及制冷等行业有着非常广泛的应用。铜及其合金材料具有优良的导电性、导热性、延展性以及耐腐蚀性能,因而也在电气电子工业及交通制冷工业等行业有着广泛应用[1]。相比与铝材料,铜的导热性能更优良,因此在热交换器管道的关键部位基本采用铜材料。但同时铜材料价格成本相比铝材料也要高出不少,大约为铝材料价格的三倍[2];铜密度为8.96g/cm3,铝的密度为2.7g/cm3,因此铝材料的应用更有利于设备实现经济性和轻量化的生产目标。在日常生产过程中使用的设备里面,一般只有一部分的关键零部件结构需要承受高强度的工作条件和外部环境作用,除此之外,一些不是关键的结构则对材料的综合性能要求不是很高。因此为了不但能够发挥材料各自的性能优势,保证设备在工作中运行的可靠性,而且为了减轻设备构件的重量、节约材料和降低经济成本等,将铜和铝材料连接起来形成复合结构件将是一个值得关注和研究的领域[3]。
1.2 铜铝材料异种焊接研究现状
1.2.1 搅拌摩擦焊
作为一种新型的固态连接工艺方法,搅拌摩擦焊接技术利用工件与材料之间相互摩擦产生的热作为焊接的热源。在焊接过程中,一个形状近似于圆柱体的搅拌针工具头与工件相互进行接触,并在母材的缝隙之中通过较高速度的旋转,这时搅拌针工具头会和待焊接的母材工件进行接触并产生高速摩擦,并随之产生大量的摩擦热,大量热量的产生则会导致相互接触的部位温度急剧升高,温度的升高则会进一步使材料发生软化现象,在搅拌针工具头的作用下,发生软化的材料会进行搅拌,融合,进一步完成连接,达到焊接的目的。因此,我们可以看到,在搅拌摩擦焊接的焊接的过程中,我们不需要用到传统焊接过程中需要用的的焊接材料,比如焊条、焊丝以及焊剂等等,因此它一方面可以节约焊材的消耗,同时其出现夹渣、气孔等焊接缺陷的可能性也小一些,焊接成形较传统的电弧焊要好一些,因此,搅拌摩擦焊接技术是一种高效好用的焊接方法,搅拌摩擦焊也被广泛应用于铝和铝合金以及异种材料的焊接,但同时也应该注意到,对熔点较高的高硬度材料,由于其难以通过摩擦热对其进行软化,则难以有效利用搅拌摩擦焊接技术进行连接以达到理想的焊接效果。
埃尔里法伊等人[4]通过搅拌摩擦焊接工艺将2mm厚的商业纯铝A1100H24与纯度为99.96%的1mm厚的坚韧沥青铜连接起来。他们使用了长度分别为2毫米和2.1毫米的两种搅拌针。结果发现使用具有2mm搅拌针长度(铜表面无穿透)会导致一个强度较弱的焊接接头的形成,从而使在试样制备过程中,大多数样品发生断裂。与此同时,使用具有2.1mm搅拌针长度(铜表面中的穿透深度为0.1毫米)形成的焊接接头则具有优良的强度等力学性能。
阿卜杜拉-扎德等人[5]和赛义德等人[6]使用搅拌摩擦搭接焊(FSLW)工艺将4mm厚的AA1060与3mm厚的商用纯铜连接起来。他们观察到,在高的工件旋转速度和低的工件横向速度下,焊接接头界面处形成了脆性金属间化合物;与此同时,而在低的工具旋转速度和高的工具横向速度条件下,则产生了性能不好的焊接接头组织。
Xue等人[7]则将3毫米厚的铝合金AA1060与同样厚度的商业纯铜用搅拌摩擦焊接方法连接起来。尽管使用了一个较低的工具旋转速度,但是由于使用了较大直径的搅拌针工具,因而产生了一个性能良好的焊接接头。较大的搅拌针形成了一个较大的焊接区域面积,从而提高了铝-铜搭接接头界面处的焊接强度。
卡尔和奥西科维奇[8]在连接铝和铜方面,则先利用搅拌摩擦焊接工艺技术,随后采取冷轧工艺进行操作。与其中的一种母材相比较,这种组合工艺产生了一个更具延展性的焊接接头。
搅拌摩擦焊技术目前有一个广泛的应用,但是在薄壁管类工件焊接问题上,存在着难以施焊的问题。强制进行施焊会用到多道辅助的工艺,而使得工艺过程复杂化,不便于工件的大规模批量生产。因此在铜铝管类工件上采用搅拌摩擦焊接技术则会有一些困难,此类工件不易于进行搅拌摩擦焊接。
1.2.2 冷压焊
作为一种属于固态连接的焊接方法,冷压焊顾名思义是在压力的作用下,使工件母材在室温下产生一定量的塑性变形以达到焊接目的的焊接方法。在常温条件下,焊件在一定的外界压力作用下,其表面的氧化膜发生破裂,同时被塑性流动的金属往焊件的外部进行挤出,使金属之间产生直接接触,从而形成冷压焊焊接接头。由于焊接效果与材料塑性有关,因此为了能够让冷压焊过程比较顺利地进行,一般会要求待焊接的金属材料在室温或较低温度下有一个较好的塑性变形能力,因此冷压焊主要适合用于连接塑性良好的金属材料,比如铝、铜及其合金等材料。
邢台职业技术学院的吕会敏[9]对铜导线和铝导线的冷压焊工艺过程进行了相关研究分析,她首先对比分析了铜和铝材料的焊接性,随之对铜导线和铝导线采取了对接冷压焊工艺实验,同时在对接焊实验基础上进一步对焊接接头的微观下的结构和冷压焊接头的形成过程进行了分析,实验过程中选择截面为圆形,直径为4mm的铜铝导线作为实验的材料,实验条件为:铜导线的压缩量为11毫米,铝导线则为8毫米,实验过程采用的压焊压力为2200MPa。实验得到的结论包括:对冷压焊条件下铜和铝导线的焊接质量产生影响的因素主要有:冷压过程中采取的压力大小、工件表面质量和清洁度、母材的塑性变形能力等。通过观察发现冷压后焊接接头的微观组织细密,在焊缝的两侧,工件都发生了一定程度的塑性变形,得到的接头晶粒较细,满足要求。对力学性能的测试实验则表面冷压焊接头的抗拉强度等力学性能相比之下要好于母材工件,此外它的接头处也有较好的导电性能。
华南理工大学的温立民、杨永强等[10]用型号为LHJ3的冷压焊机对直径为2.65mm的铝线和铜线进行了焊接, 结果得到的铝铜线的焊接接头具有良好的拉伸、弯曲等力学性能和优良的导电性。测得接头的力学性能,如抗拉强度要高于纯铝材料,同时接头的电阻值也比纯铝材料的要低很多。从冷压焊接头的金相显微组织图可以观察到, 焊缝组织致密度高,因此这一部分的组织具有较高强度和较好的韧性。
在异种金属之间采用冷压焊工艺,如铜和铝管件材料,由于冷压焊在作用过程中要有一个较大的受力面,因此冷压焊方法在铜铝管件的连接中并不是很适合。
1.2.3钎焊
钎焊是指钎料在加热到熔化后,此时并未达到母材熔点,利用液态钎料润湿并填充母材之间的间隙,从而使母材金属连接的一种焊接工艺方法[11]。由钎焊过程产生的变形量小,而且钎焊的接头表面细致且成形良好,钎焊工艺适合对一些精密的复杂工件进行焊接,此外它也适合于连接异种材料。
孙德超等人[12]对铜和铝之间进行直接钎焊的可行性进行了分析,他们的研究方面包括了钎焊过程中钎剂钎料的选取和焊接过程中工艺参数的控制。实验结果表明:在选取合理的钎剂钎料的条件下,通过控制温度和焊接时间,如降低钎焊过程的温度和减少焊接的时间,并在焊后采取适当的处理方法,这样获得的铜-铝钎焊焊接接头的强度较高。
南京航空航天大学的薛松柏[13]则利用火焰钎焊工艺技术,对铜铝异种管件实现了中温钎焊连接;同时通过采用改良后的无腐蚀作用的钎剂和中温钎料有助于减少中间金属间化合物的产生。此外,苏文英等人也对铜铝火焰钎焊的材料进行了一定探究,但是由于火焰钎焊过程中需要使用钎剂,导致了在焊后需要对焊接接头表面进行清理,同时火焰钎焊操作技术在实际生产中难以较好掌握,因此也导致难以准确保证焊接接头的质量。
对使用钎剂的钎焊产生的接头,在焊后需要清理焊剂残留及杂质,这会导致经济成本的上升,同时也会对环境产生一定的污染问题。山东大学的李亚江课题组[14]则主要采用了真空钎焊工艺对铜铝异种材料连接进行了研究,并进一步对焊接接头的性能进行了较为深入的研究,实验的结果表明,通过对一些参数进行控制,如加热过程的温度、保温处理的时间等,获得的铜铝异种金属焊接接头的界面结构组织比较细密、力学性能也较为优良。但是也应该注意到,一般的钎焊接头的强度相对来说还是较低的,难以满足设备在某些特殊位置进行正常工作的性能要求,因此研制出新型钎料进而以提高钎焊焊接接头的组织强度是目前钎焊技术研究的一个重点方向。
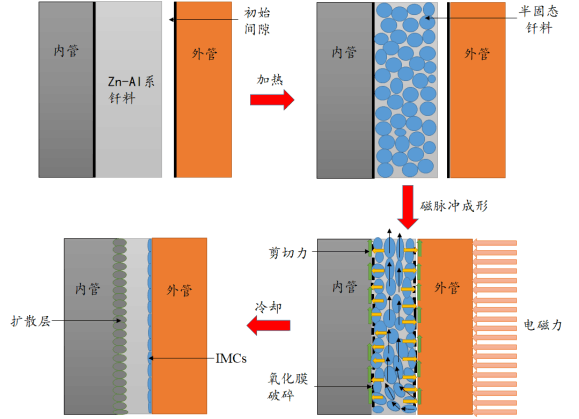
Zn-Al系钎料是一种非常合适的铜铝钎焊用钎料。首先,Zn与Cu和Al均有优异的互溶性,能与母材形成良好的冶金结合;其次,Zn-Al合金具有良好的力学性能和耐腐蚀性能,能获得质量良好的钎焊接头。因此,本文采用Zn-Al系钎料作为铜铝管钎焊的钎料。
1.3 课题研究意义及内容
在空调制冷的热交换器及电子电力方面,铝铜管的连接有着一个较为广阔的应用前景。本课题可以迫切地解决在制冷等行业中的铜铝管件异种连接的问题,进而推动相关产业的发展。同时无钎剂钎焊技术是指在焊接的过程中,通过不使用钎剂也能使钎料在被焊金属的表面进行较好地铺展而形成结合较好的接头的一种焊接工艺技术。无钎剂钎焊不需要清洗因钎剂残留而带来的一系列环境和经济问题,而且使用无钎剂钎焊工艺也可以进而降低成本,为大规模制造节约成本,进而实现更好的经济效益。
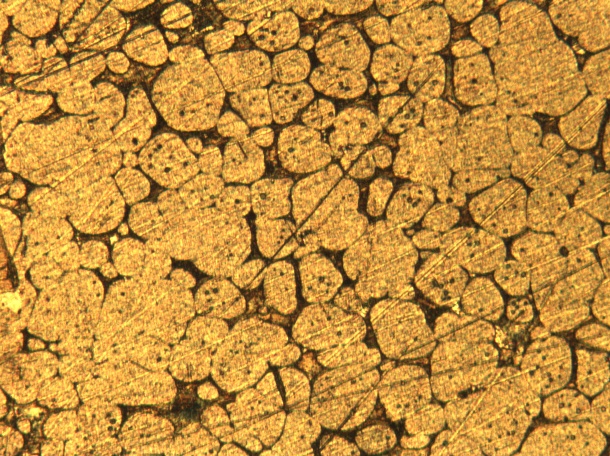
本课题在学习电磁脉冲焊接理论,钎焊相关理论以及半固态合金的塑性流变理论的一定基础上,根据初步确定的研究方案,将不同组分的锌铝过共晶钎料加热到半固态条件下并进行充分的搅拌,并在不同温度条件下测试其固相率及流变性能。在辅助钎焊过程中采用过共晶Zn-Al钎料,由于在不同温度条件下,钎料组分的固相率也会随之改变,进而影响钎料对母材,特别是铝表面的氧化膜的去除效果。同时温度也会影响钎焊过程,如钎料对母材的润湿过程等,因此本课题需要综合考虑温度对钎焊各方面的影响,进而总结出温度条件对铜铝管磁脉冲辅助无钎剂钎焊过程的影响作用。
第2章 半固态钎料的磁脉冲辅助钎焊理论分析
2.1 电磁脉冲焊的研究现状
磁脉冲连接技术是电磁脉冲辅助无钎剂钎焊工艺的主要原理,磁脉冲辅助无钎剂钎焊工艺是通过磁脉冲连接技术来实现不同口径的异种金属管工件胀形或缩径,从而控制钎焊的间隙,以达到钎焊的目的。因此磁脉冲辅助无钎剂钎焊工艺的基础工艺即为磁脉冲连接技术。而进一步来说,磁脉冲连接技术又是以电磁成形理论为基础的。
在通电后,电流会形成感应磁场,在感应磁场下的磁场力作用下,金属工件会发生高速率的变形的一种成形方式为电磁成形理论[15]。由于在工件发生变形过程中,载荷是通过脉冲的形式工作于工件,故而也可以叫做磁脉冲成形理论。电磁成形由于它作用时间短,它的成形速率很高,因此工作效率较高。除此之外,采用电磁成形技术加工出来的零件的精度也很高[16]。在大型设备的零部件的精密校形,比如说国防工业中导弹的弹体,飞机的机翼等领域多采用电磁成形技术。除此之外,在汽车工业的传动轴制造和发动机热交换器等领域电磁成形也有很多应用。
Else等[17]对铝合金管磁脉冲焊接工艺进行了研究,其中的线圈带有集磁器,以此来聚集感应电流以提高磁场效果和成形效率。研究的结果显示:当成形过程中的碰撞速度和碰撞角度较为匹配时,这时可以获得一个性能较为合格的磁脉冲焊接接头。于海平等[18]研究了采用磁脉冲焊接工艺来连接铝合金管和钢管过程。研究的结果表明:在连接过程中,设定4°的碰撞角度和1.2~1.4mm的管件之间的径向间隙,在电磁成形设备放电电压达到8kV时,磁脉冲焊接接头的抗拉强度和综合力学性能要高于铝合金管件。
 对管坯工件的电磁成形连接技术有胀形式和缩径式两种工艺方法,如下图2.1和图2.2所示。
对管坯工件的电磁成形连接技术有胀形式和缩径式两种工艺方法,如下图2.1和图2.2所示。
图2.1 胀形式管件连接( 1-外管 2-内管 3-线圈)
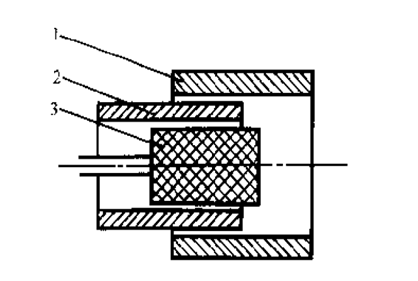
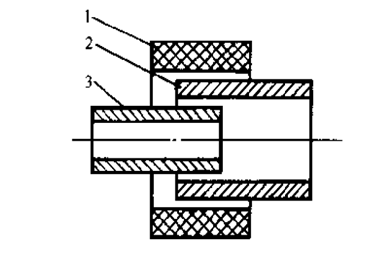 图2.2 缩径式管件连接( 1-线圈 2-外管 3-内管)
图2.2 缩径式管件连接( 1-线圈 2-外管 3-内管)
金属管件在胀形的时侯,由设置在管件内部的线圈提供使管件成形的力,金属管在内部成形力的作用下向外伸展变形而造成胀形。管件缩径时,则由外部的线圈提供成形力,金属管在外部力的作用下向内缩挤造成缩径。在实验中,由于我们采用的铜管和铝管口径较小且壁厚也较小,线圈不易内放于管件中,因此在实验条件下,我们采用了缩径式进行铜铝管的成形连接工艺。
在电磁成形中,由于铝的线膨胀系数比铜大,为了保证钎料的润湿效果,需让铜管在外,且铜的导电性要比铝好,相同实验效果下,设备功耗更小且更稳定,因此实验采用外管为铜管,以铝管为内管的实验条件。
此外,我们注意到在磁脉冲成形中,焊接界面为波纹状结合将导致结合更致密且结合面积也将扩大,这有利于提高焊接的质量。因此对磁脉冲连接机理进行深入研究,找出合理的工艺参数将会对发展磁脉冲工艺产生重要影响[16]。此外电磁成形也需要与先进的实验设备和手段相结合以获得实验过程中的瞬态信息,但同时也应该注意到对一些特定工件,比如导电性不好的材料、无法形成电流涡流的工件,电磁成形技术的应用将受到限制。另一方面,与其他工艺相结合形成复合工艺也将是磁脉冲技术发展的方面之一,如本课题研究的电磁成形辅助的无钎剂钎焊工艺等。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: