高速碰撞挤压下半固态锌铝钎料的流动及剪切行为研究毕业论文
2020-04-07 10:12:39
摘 要
随着社会发展和资源环境的限制,异种材料接头的产生与运用成为一种必然的趋势。出于节约资源和轻量化的考虑,铜铝异种金属的连接方式也引起研究人员们广泛的关注。但由于铜铝异种金属在熔点,热膨胀系数,热导率等物理性能上有较大差异,且易形成金属间化合物,通过传统熔化焊的方法难以获得优质的连接接头。钎焊常用于铜铝异种金属间的连接,但通常需使用钎剂去除氧化膜,而钎剂的使用会降低接头的抗腐蚀性。因此,课题组采用磁脉冲辅助半固态无钎剂钎焊来实现铜铝管的焊接,以此来解决传统钎焊的不足。
本文采用有限元分析软件LS-DYNA.对高速碰撞挤压下半固态钎料的流动及其对内管管壁的冲击剪切行为进行模拟。并分析不同的放电电压,钎料片厚度和径向间隙等因素的影响规律,最后比较得到一组合适的参数。
主要研究结果:随着放电电压增加,内管管壁的界面压力和剪切力增大,内管变形越严重;改变钎料厚度,管壁受到的压力随钎料片厚度增加而有所减小;保持钎料厚度和放电电压不变,随着径向间隙的增加,界面压力随着间隙增加呈先增大后减小的趋势。
本文的特色在于通过对电磁场,结构场和流场的耦合分析,系统性研究了放电电压,钎料片厚度,径向间隙等因素的影响规律,可根据分析结果,针对性地设计实验方案,提高实验成功率。
关键词:异种金属焊接;铜铝管;磁脉冲辅助钎焊;半固态;多物理场耦合
Abstract
With the social development and resource constraints, the production and application of dissimilar materials has become an inevitable trend. For reasons of resource conservation and lightweight, the joint of dissimilar metals has also attracted the attention of researchers. However, copper and aluminum dissimilar metals have great differences in physical properties such as melting point, thermal expansion coefficient and thermal conductivity, and are easy to form intermetallic compounds. It is difficult to obtain high-quality joints through traditional fusion welding methods. Brazing is often used for the connection between copper and aluminum, but the brazing flux is required to remove the oxide film, and the use of flux will reduce the corrosion resistance of the joint. Therefore, the research group used magnetic pulse-assisted semi-solid fluxless brazing to achieve the welding of copper and aluminum pipes to solve the problems of traditional brazing.
In this paper, finite element analysis software LS-DYNA was used to simulate the flow of semi-solid solder under high-velocity impact extrusion and its impact of shear behavior on the inner tube wall. And we also analyze the influence law of different input voltage, brazing sheet thickness and collision gap, and finally get a set of suitable parameters.
The simulation results show that as the discharge voltage increases, the interface pressure and shear force of the inner tube wall increase, and the inner tube deforms more severely; changing the thickness of the solder, the pressure on the tube wall increases while the thickness of the brazing sheet decreasing; maintaining the thickness of the solder and the discharge voltage constant, with the increase of the collision gap, the interface pressure increases first and then decreases with the gap continue to increase.
The feature of this paper is that through the coupling analysis of electromagnetic field, structure field and flow field, we systematically studied the influence of discharge voltage, brazing sheet thickness, radial clearance and other factors. According to the analysis result, the experimental scheme can be designed specifically thus improve the experimental success rate.
Key Words:dissimilar metal joints;copper tubes and aluminum tubes;Magnetic pulse assisted brazing;semi-solid;Multiphysics coupling.
目录
第1章 绪论 1
1.1 研究背景 1
1.2 异种金属焊接研究现状 1
1.2.1 爆炸焊 1
1.2.2真空电子束焊 2
1.2.3激光焊 2
1.2.4搅拌摩擦焊 3
1.2.5磁脉冲焊接 3
1.2.6钎焊 4
1.3 课题主要研究内容 4
第2章 磁脉冲辅助钎焊多物理耦合仿真方法 6
2.1电磁成形原理 6
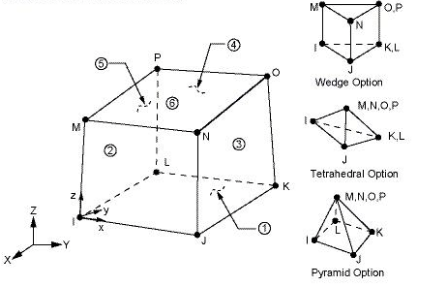
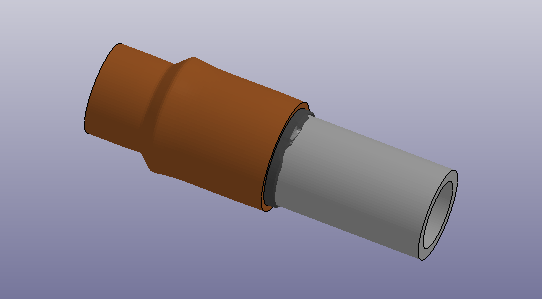
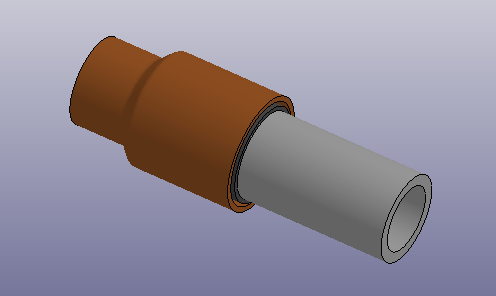
2.2模型建立 6
第3章 多物理场耦合仿真结果分析 11
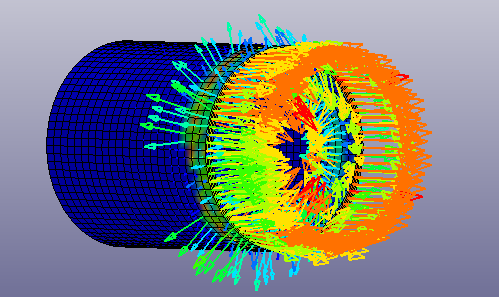
3.1钎料的流动和速度变化 11
3.2管壁速度变化和管壁的受力情况 12
3.3本章小结 15
第4章 不同参数对钎料流动和内管受力的影响 16
4.1放电电压对钎料流动和管壁受力的影响 16
4.2钎料片厚度对钎料流动和管壁受力的影响。 19
4.3不同空气间隙对钎料流动和管壁受力的影响 22
4.4综合评估 25
4.5本章小结 26
第5章 结论与展望 27
5.1总结 27
5.2展望 27
参考文献 28
致 谢 29
第1章 绪论
1.1 研究背景
铝与铜都是工业上用途广的金属材料。它们具有优异的导电﹑导热性,良好的耐腐蚀性,合适的力学性能,此外铝及其合金还具有密度小等优点,这使它们在诸多领域具有广泛应用。有资料显示,我国每年铜管消耗量超过60万吨,其中空调等家电制冷行业每年消耗铜管40万吨[1]。由于矿产资源短缺,铜的价格持续上涨,越来越多的因素促使产业界把目光放在“铝代铜”产业的研发上。在液化制冷管道行业中,铜金属管道的用量巨大。目前,降低生产成本的普遍做法是除必需部位使用金属铜外,非必需部位采用铝合金材料。因此铜铝异种金属接头的出现概率很大,铜铝异种金属之间的有效连接成了必须要解决的问题。
然而,铝和铜由于组织成分、理化性质的差异,焊接存在以下问题:①氧化膜问题:铝和铜表面的形成致密的氧化膜严重阻碍它们之间的结合,难形成有效的接头。 ②脆性金属间化合物问题:铝和铜存在明显的冶金不相容性,它们能产生极脆的金属间化合物 相,一旦在焊缝中形成,将严重削弱铝铜接头性能。③残余应力问题:由于焊接过程的快速放热快速冷却,再加上铝和铜线胀系数的差异巨大,变形以及产生的残余应力都将成为接头质量和性能的威胁。④气孔问题:由于铝和铜导热性好,焊后焊缝冷却快,液态金属吸收的大量气体在冷却时可能来不及析出,在焊缝凝固时产生气孔。⑤接头耐腐蚀性问题:铝的标准电极电位为-1.66V,铜的标准电极电位为0.337V。由于腐蚀电位差异,当这两种金属在同种介质下相互接触时会产生电偶腐蚀[2]。
相,一旦在焊缝中形成,将严重削弱铝铜接头性能。③残余应力问题:由于焊接过程的快速放热快速冷却,再加上铝和铜线胀系数的差异巨大,变形以及产生的残余应力都将成为接头质量和性能的威胁。④气孔问题:由于铝和铜导热性好,焊后焊缝冷却快,液态金属吸收的大量气体在冷却时可能来不及析出,在焊缝凝固时产生气孔。⑤接头耐腐蚀性问题:铝的标准电极电位为-1.66V,铜的标准电极电位为0.337V。由于腐蚀电位差异,当这两种金属在同种介质下相互接触时会产生电偶腐蚀[2]。
此外,液化制冷行业中使用薄壁细管概率较大。当使用熔焊连接时,焊缝易出现成份不均匀及形成焊接裂纹。除此以外,在较高的气密性要求条件下熔焊焊接接头制作非常困难。
目前,常用的焊接异种金属的方法有钎焊、爆炸焊、电子束焊、激光焊、搅拌摩擦焊、磁脉冲焊等。但上述的各种焊接方法都有其优点和缺点并有其相应的适应性领域。本课题基于课题组前期研究基础,结合磁脉冲与钎焊的优点,采用磁脉冲辅助半固态无钎剂钎焊来实现铜铝管的焊接,以此来解决其他连接方法的不足。
1.2 异种金属焊接研究现状
1.2.1 爆炸焊
爆炸焊是利用炸药爆炸时的能量作为能源,使待焊金属发生剧烈碰撞,从而在其界面上发生剧烈的局部塑性变形,并最终达到原子间结合的一种焊接工艺。史长根等人[3]对爆炸焊过程中界面结合机理时进行了相关研究,发现在爆炸焊后形成的焊接结合界面同时具有扩散焊、熔化焊以及压力焊的特征。焊接过程迅速,焊接热影响区域小是爆炸焊的突出特点。相对于一般的焊接工艺方法来说,可适用于爆炸焊进行连接的金属材料种类较为广泛。但是陈明,万小勇等人[4]通过对高纯铝与铜爆炸焊接性能分析发现:铝铜的爆炸焊存在一个过渡区,过渡区主要成分为Al2Cu金属间化合物。在焊接过后存在于晶粒内部的应力带会使得铝坯料的强度以及硬度升高。通过进行热处理可以消除该应力带,进而降低坯料的硬化程度,于进行爆炸焊处理之间相比,其晶粒的尺寸没有发生较为明显的变化。因此采用爆炸焊接工艺技术,可以对高纯度的铝材料和无氧铜进行良好的连接操作。虽然通过爆炸焊得到的异种金属焊接接头强度很高,但工艺参数的控制较为困难,且对复杂零件和薄壁工件的焊接存在相当大的局限性。
1.2.2真空电子束焊
真空电子束焊接技术具有焊接能量高度集中、焊接过程可控性能较好、焊接热影响区域小和焊接过程产生变形小等优点,特别是在异种金属材料的连接中有着较为广泛的应用。郑森等人[5]采用真空电子束焊接技术对2 mm厚的T2紫铜板2A16铝合金板进行对接操作。在焊接进行的过程中,他们通过研究发现随着焊接过程中电子束流、扫描幅值、焊接速度的增大,焊接接头的抗拉强度都会先随之增大而后逐渐减小。从组织成分上来看,该熔池中心成分为Al2Cu和Al基共晶组织,靠近铜侧则是Al2Cu层。从对焊缝的影响上来看,电子束焊本身固有的冲击搅拌作用对熔池晶粒组织有细化效果。虽然真空电子束焊在异种金属焊接中有较好的焊接性能,但是该方法设备昂贵,对加工环境要求较高,工装也比较复杂,这也因此在一定程度上限制了其大规模应用。
1.2.3激光焊
用焊接过程中高能量密度的激光作为焊接热源,激光焊以此来熔化工件金属材料进而形成牢固的焊接接头。与电子束焊相比,激光焊的最大优点是不需要真空室,而且焊接过程不产生X射线,即对环境要求并不苛刻,造成的污染也很小。但是相对于电子束焊接工艺来说,激光焊的适用工件的厚度要小一些。董鹏等人[6]利用YAG激光器对1060铝和紫铜材料进行了激光焊接的相关实验,其中试验的结果显示:由Al2Cu金属化合物以及一些其他的Al-Cu系金属间化合物组成的金属层存在于铜铝的焊接接头中,它们的存在使得焊缝的脆性增大,很容易发生断裂。为了能够进一步对焊缝质量进行改善,Ihor Mys 和 Michael Schmid[7]从焊接材料方面进行了相关研究。实验结果显示,在使用了银和锡焊料后,它们可以有效减少铝-铜材料结合面脆硬金属间化合物的产生,从而对焊接接头的机械力学性能进行改善。除此之外,通过对焊接工艺参数进行优化,比如说对光斑的位置进行控制以及在焊接过程中添加焊料等亦能改善接头性能[8]。然而对于铜铝管的连接生产,激光焊工艺复杂,设备昂贵,限制了其广泛的工业应用。
1.2.4搅拌摩擦焊
摩擦搅拌焊接技术是在1991年由英国焊接研究所发明出来的,它以焊接搅拌针工具头与材料之间进行相互摩擦运动产生的热作为焊接的热源。在焊接过程中,搅拌针的工具头与工件进行相互接触,并在母材的凹槽之中通过高速度的旋转运动,伴随着工具头与工件的运动会产生大量的摩擦热,这样就导致相互接触部位的温度快速上升,进而使材料发生软化现象。在搅拌针的工具头的作用下,发生软化的材料会进一步在搅拌作用下融合以至于完成连接,达到焊接的目的。由搅拌摩擦焊的特点与工作原理,可知搅拌摩擦焊比较适合于铝材等较低熔点材料的连接。除此之外,搅拌摩擦焊接技术还具有节约材料成本、焊接耗材少的优良特点 [9]。对搅拌摩擦焊接的研究方向主要关注点在焊接过程中材料的塑性流动问题、对应力场与温度场相互作用的有限元分析、搅拌针的工具头的外形及尺寸设计等方面。Ch.Venkata.Rao等人[10]采用搅拌摩擦焊接技术对AA2219铝合金和铜材料的连接进行了相关实验,他们设置了锥形、三角形、方形、五角形以及六角形等五种不同的搅拌针的工具头。实验的结果显示:相比于其他的工具头,六角形工具头获得的焊缝经历的峰值温度更高。可知变形区会对接头的强度、硬度等力学工艺性能及耐腐蚀性能产生一定影响,六角形工具头所形成的接头在耐腐蚀性能上显得更为优越。Esther T等人[11]则采用搅拌摩擦焊接技术对C1100纯铜和AA5754铝合金的焊接进行了相关的试验,实验设定了搅拌针转动速度从600 r/min到1200r/min进行变化,送料速度从50 mm/min到300mm/min进行变化的条件。实验结果显示:焊缝区的结合界面为Cu-Al夹层,此外随着旋转速度增大,接头的耐腐蚀性能也得到了一定改善。在拥有众多优点的同时,焊接材料具有局限性、焊接区域存在残余孔隙以及不适合薄壁管件的焊接是搅拌摩擦焊接技术的一些应用局限。
1.2.5磁脉冲焊接
作为一种以电磁成形理论为基础的焊接技术,磁脉冲焊接技术在应用于异种金属材料的连接具有实验过程工装设计与安装简单、加工过程中的能量可以进行参数化控制、对工件材料表面损害较小等方面有着很多优点。磁脉冲焊接技术的工作原理与超声焊接理论和爆炸焊理论有些相似,它具有在高速下发生成形过程和半固态连接的优良特点,这使得它适合应用在异种金属材料的连接领域中。磁脉冲焊接技术的工作原理是首先利用高压的电容对线圈放电形成脉冲电流,此时线圈中的工件材料由电磁感应效应产生涡流和强磁场,它们和线圈产生的感应磁场方向相同而促进作用,使得在工件上产生了较强的磁感应作用力,这样进一步使得工件在高速率下发生一定的塑性变形,工件高速碰撞从而实现连接的目的[12]。则可以看出它的局限性在于对工件母材要求具有一定的导电性以保证连接的进行。在轻量化研究中,常规轻量化金属铝、镁都都属于导电性极好的材料,铜金属的导电性更优,因此磁脉冲焊接特别适用于以上材料的连接。此外X Wu等人[13]在研究表面质量对Al和Cu的磁脉冲焊接性能的影响的实验中发现,焊接过程中接头表面的温度迅速升高但并未达到熔化温度,但在接头中发现金属间化合物,认为金属间化合物是由于碰撞过程中发生固相反应导致的。而日本学者M Kojima等[14]很早就研究得出碰撞角和碰撞能量是影响焊接质量的主要因素。所以把磁脉冲焊接技术成功应用到工业生产中很大程度上取决于要精确的控制工艺参数。
1.2.6钎焊
钎焊是一种常用的异种金属连接方法,常用于工程上应用较广的组合如:铝一铜、铝一不锈钢、铝一钦、不锈钢一钦合金的钎焊。钎焊时,钎料融化而母材不熔化,钎料与母材的相互作用只发生在母材界面下几微米到几十微米处,一般不会影响到母材的深层结构,这个独特的优势使钎焊尤其适用于异种金属的连接[15]~[16]。然而若对铝铜材料直接进行钎焊,可能产生一些不利影响如产生脆性金属间化合物,发生母材溶蚀现象[17]。而造成这些不利影响的原因主要是焊接参数和焊材选择的不恰当。当选用不合适的钎料时采用过大的钎焊缝隙会导致金属间脆性化合物的形成。钎焊温度过高,保温时间过长则会使靠近钎料部位的母材发生溶蚀。采用腐蚀性强的钎剂破除氧化膜后,其残留物则会造成接头的晶间腐蚀。杜隆纯等人[18]通过对母材进行化学镀层防止母材腐蚀。他们对铝材进化学镀Ni-P层,使铝与铜在钎焊过程中不直接进行接触,这样便可采用腐蚀性小的钎剂。同时钎焊过程中,作为屏障,镀层Ni也有效阻止母材铝元素向钎料的扩散。他们总结发现该方法不但可以解决钎料与硬铝由于理化性质差异而产生结合不好,亦可以避免铜铝由于直接接触反应而产生金属间化合物,由此提高铜铝异种材料钎焊接头的耐腐蚀性能。因此从钎焊方法和钎料组成等方面进行研究,对铜铝接头的推广与应用有重要的意义。
1.3 课题主要研究内容
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: