TIG焊保护气氛变化与其焊接光谱关联分析毕业论文
2020-04-07 08:46:32
摘 要
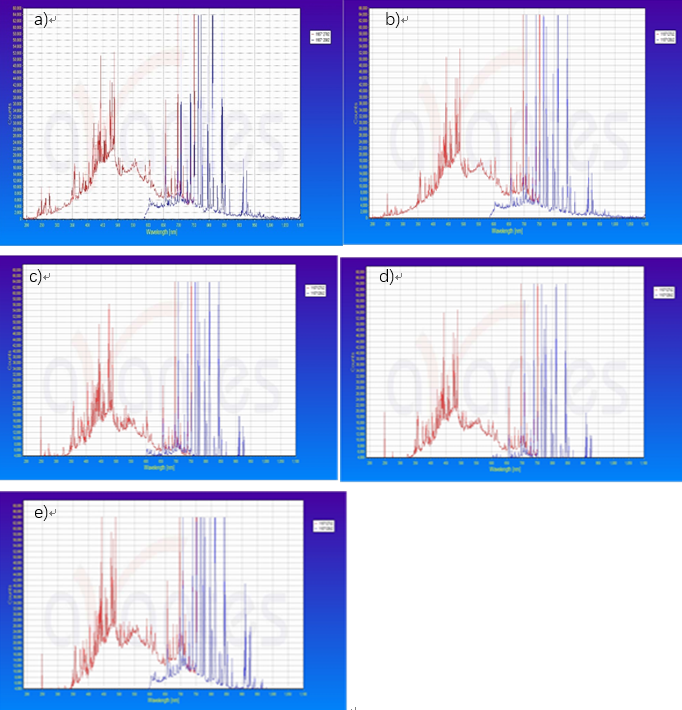
TIG焊在人们日常工业行业的使用频率和适用范围正在日益增加,这使得人们对其焊接效率以及焊缝成型的质量提出了更高的要求。尤其是现在进入信息化时代后,TIG焊也朝着自动化、信息化、数字化的方向发展,而获取高质量的控制信息是使TIG焊自动化的一个重要前提。过去在TIG焊的焊接过程中,大都采用声信号和光信号,但声信号受周围环境影响较大,光信号则受制于本身的使用限制而不能大规模使用。因此,如何利用光谱信息控制TIG焊的焊接过程及焊缝质量,获得了研究者们的重视。本实验使用AvaSpec-Dual 双通道型光纤光谱仪,可以对200~1100nm波段范围内的光谱进行采集,从而对TIG焊的焊接过程进行分析,控制焊缝质量,优化TIG焊的焊接过程。
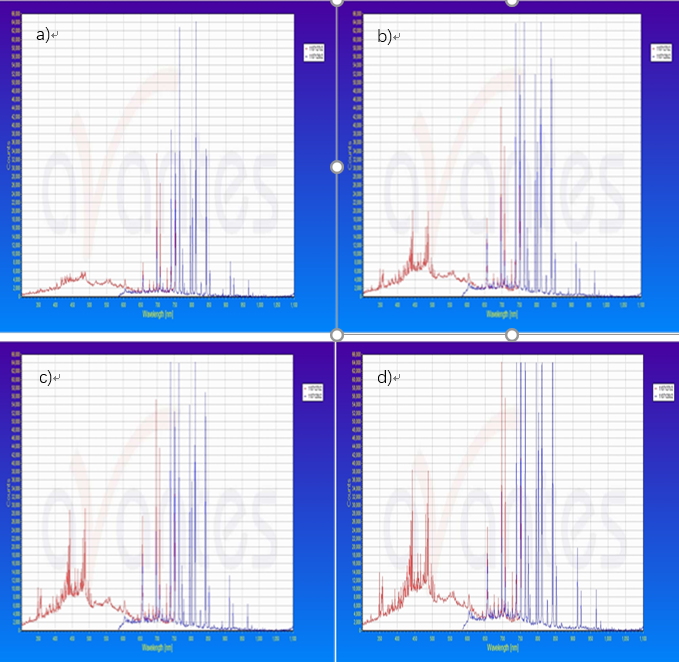
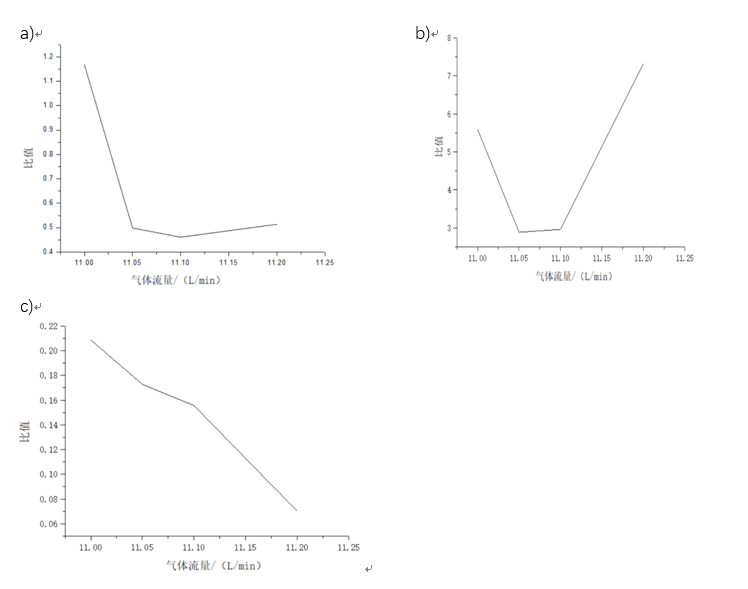
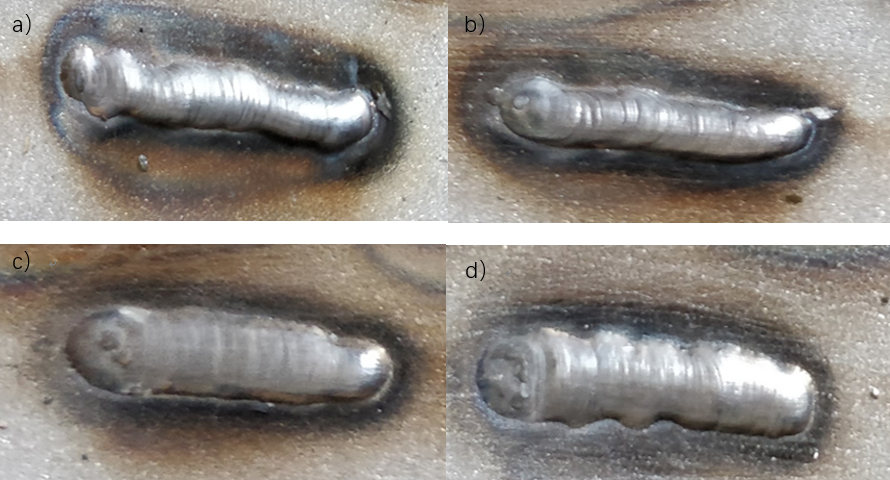
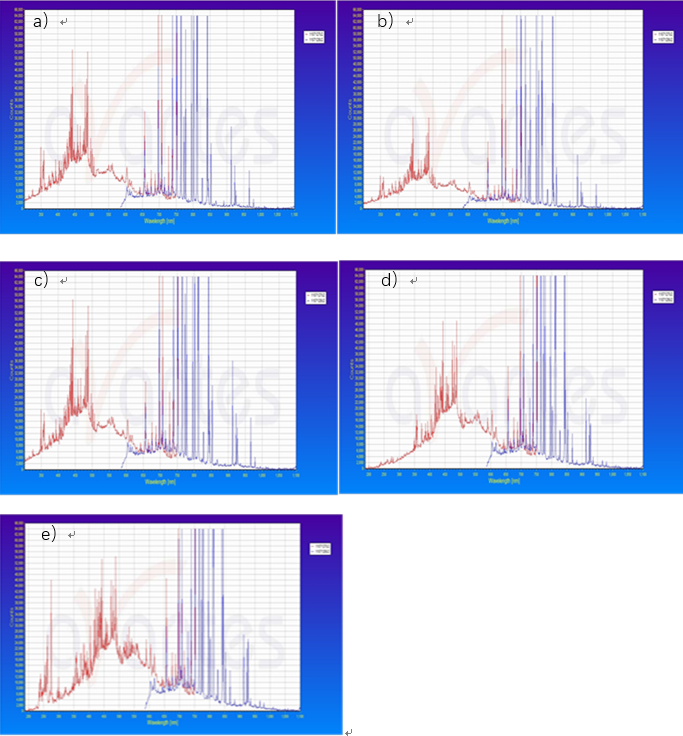
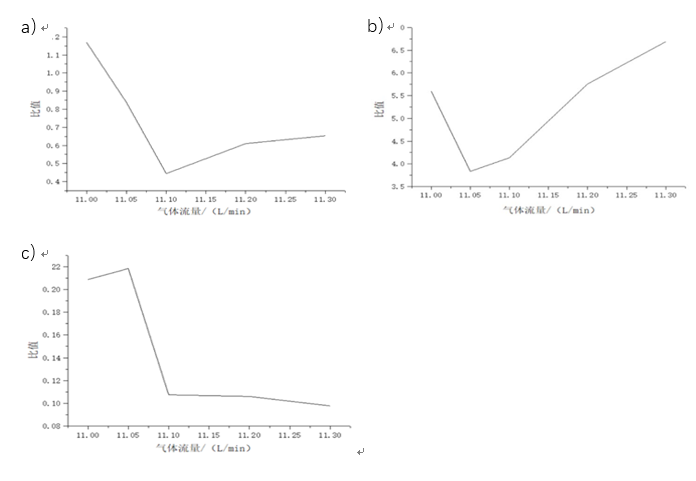
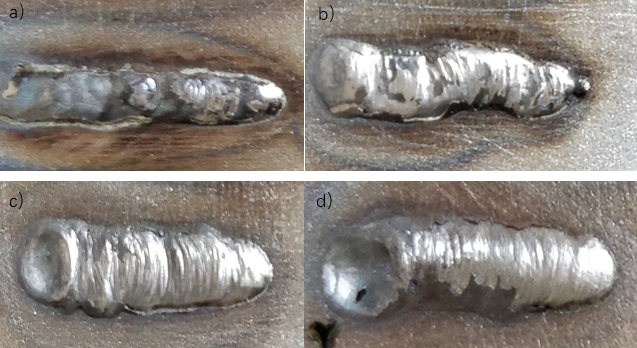
光谱图分析结果显示,在气流量为11L-11.3L的范围内, Fe1/ Ar2的比值随着气流量的降低而先下降,到达11.05L或11.2L的气流量左右为最低值之后继续缓慢上升; Fe1/ Fe2的比值是也是先下降后上升的规律; Ar2/ Fe2的比例一直随气流量的增加而下降。纯氩保护气在气流量为11.05L的时候,即Fe1/ Ar2的比值和Fe1/ Fe2的比值最低点处得到较好的焊缝;保护气中含有氧气时,Fe1/ Ar2的比值和Fe1/ Fe2的比值最低点处得到较好的焊缝,同时这也与Ar气作为保护气时的规律相同;保护气中混有二氧化碳气体时保护效果较差,并在Fe1/ Ar2的比值和Fe1/ Fe2的比值最低点处得到较好的焊缝,同时这也与Ar气作为保护气时和氧气混入保护气时的规律相同,这也侧面说明了光谱信息可以排除一定程度的干扰,在生产指导中,即可运用这样的方法控制气流量及比值,从而得到理想的焊缝。
关键词:TIG焊;光谱信息;保护气体;焊接光谱
Abstract
The frequency and application range of TIG welding in People's daily industry is increasing, which makes people put forward higher requirements for welding efficiency and quality of weld forming. Especially now into the information age, TIG welding is also towards automation, information, digital direction, and access to high-quality control information is to make TIG welding automation an important prerequisite. In the past, in the welding process of TIG welding, the acoustic signal and the light signal are mostly used, but the sound signal is influenced by the environment, and the light signal is limited by its own use and cannot be used on a large scale. Therefore, how to control the welding process and quality of TIG welding with spectral information has gained the attention of researchers. In this experiment, the Avaspec-dual dual-channel optical fiber spectrometer can be used to collect the spectra in the range of 200~1100nm band, so as to analyze the welding process of TIG welding, control the weld quality and optimize the welding process of TIG welding..
The results of spectral analysis show that the ratio of fe1/ar2 decreases with the decrease of gas flow to the minimum of 11.5L or 12L, and then continues to rise slowly after the 11l-14l of airflow. The ratio of FE1/FE2 is also the law of first descending and ascending; The proportion of ar2/fe2 has been decreased with the increase of gas flow. The pure Argon protection gas obtains the good weld seam at the lowest point of the ratio of 11.5L, fe1/ar2 and Fe1/fe2, and the ratio of fe1/ar2 and the ratio of fe1/fe2 to the lowest point of the gas is better, and the same as the law of AR Gas as protection gas. Protection gas mixed with carbon dioxide gas protection effect is poor, fe1/ar2 ratio and fe1/fe2 ratio of the lowest point to get better weld, and this also with AR gas as protection gas and oxygen when mixed with the protection of the same law, which also shows that the spectral information can exclude a certain degree of interference, is not related to the type of gas, in the industrial production, we can use such a method to control the airflow and the ratio, so that the ideal weld.
Key Words:tig welding; spectral information; protection gas; Welding spectra.
目录
第1章绪论 1
1.1研究背景 1
1.2国内外研究现状 1
1.2.1 TIG焊的研究现状 1
1.2.2光谱信息的研究现状 3
1.3本课题主要研究内容 4
1.3.1 主要研究目的……………………………………………………………………4
1.3.2 主要研究内容……………………………………………………………………4
第2章实验材料及方法 6
2.1实验材料 6
2.2实验设备 7
3.1实验方案 8
第3章实验过程与分析 10
3.1保护气流量对TIG焊焊接过程的影响 10
3.1.1 Ar辅助气流量对焊接过程的影响 10
3.1.2 O2辅助气流量对焊接过程的影响 13
3.1.3 CO2辅助气流量对焊接过程的影响 16
3.1.4混入空气时气体流量对焊接过程的影响 20
3.2实验结论 21
第4章分析与展望 23
4.1实验分析 23
4.2实验展望 23
参考文献 25
致谢 27
- 绪论
1.1研究背景
焊接起源于铁匠沿用了数百年金属锻焊,而在第一次和第二次世界大战中由于对军备的需要,焊接作为一种廉价可靠的金属连接工艺而得到重视。由此焊接技术飞速发展,从而产生了多种焊接方法,焊接从此开始进入大众的视野。在每个人的生活中,焊接制品无处不在,并且随着时代的发展,人们也越来越重视焊接技术的发展,并且开始寻找更高效可靠的焊接技术。
其中TIG焊作为目前普遍应用在生产中的焊接方法之一,具有高效,能得到高质量的焊缝等优点。这些优点都使得TIG焊更加得到人们的重视[1]。TIG焊历史久远,在过去,人们考虑在氦气中使用钨电极的方法,但氦气造价极高,因此使用范围并不广泛。直至1930年,工业中开始大量使用镁,才得以使TIG焊展现出其真正的价值。随着现代焊接技术的飞速发展,焊接过程也朝着信息化,自动化和数字化的方向发展着。如何在实现焊接过程自动化的过程中的高效的得到高质量的焊缝也成为了人们研究的一个重要方向[2]。而获取高质量的控制信息是利用自动化焊接得到高质量的焊缝一个重要的前提条件。
焊接电弧中包含了各种复杂的信号源,利用这些信号信息,我们就可以推测出电弧的稳定性,焊接过程的稳定性及焊缝质量的等信息[3]。经过长时间的验证表明,现在应用的信号,如声信号,光强信号和电信号等在很多生产情况中都无法满足对人们对高效高质量自动化生产的要求[4]。这时在焊接过程中产生的强烈的辐射弧光得到了研究者的深入关注。这些辐射弧光中蕴含着大量不同谱段的光谱信息[5]。这些信息不同于过去的信号信息,它既不像声信号一样容易被外界环境的噪声所干扰,也不像光信号一样只能在有限的范围内得到反映。焊接电弧光谱有着信息量大、信噪比高、介入性小和测控精度高等优点,从而获取了研究者的青睐。
因此,光谱分析就成为了研究氩弧焊焊接过程的一个较好的方法。而保护气体的成分在氩弧焊中起着重要的作用,保护气体成分的改变对焊接过程及焊接质量有着显著的影响。利用光谱分析研究TIG弧焊焊接过程及质量就成为了目前研究的重点[6]。
1.2国内外研究现状
1.2.1 TIG焊过程的研究现状
TIG焊具有焊接电弧稳定、无飞溅、焊接质量好等优点,它的保护气还可以完全排除氧、氮、氢等气体对焊缝金属的侵害,并且钨电极和木材见产生的电弧在氩气中极为稳定,从而得到美观平稳的焊缝。因此,它常在焊接铝合金、镁合金等领域被广泛采用[7],但它的缺点,如电弧力小,能量密度低、焊接速度慢、焊接熔深浅和熔覆效率低等。这些使得它在实际应用中受到限制[8]。
(1)活性钨极氩弧焊(A-TIG焊)
A-TIG焊接技术是一种基于A-TIG焊技术的新成果。它是由乌克兰巴顿焊接研究所的专家在20世纪60年代所开发出的技术[9]。A-TIG焊实际上是焊前在待焊区域涂敷某种活性焊剂,是电弧收缩、电弧力增加的一种焊接方法。它可以大幅度继承TIG焊原有的优点而改善其缺点。例如,它可以增加焊缝熔深以及提高焊接生产率,从而使其更加适用于各种应用场合[10]。尤其是在不锈钢、有色金属的焊接中,A-TIG焊表现更为出色,其在国外已广泛应用电力、汽车、航天、化工等重要领域,这也引起了国内相关领域专家的重视。目前国内的研究主要集中在针对不同木材的数据仿真及活性剂配方等方面[11]。
(2)窄间隙TIG焊(NG-TIG)
窄间隙TIG焊是将常规的焊接工艺方法和窄间隙的破口相结合的一种焊接技术,其在20世纪80年代就已经在世界制造业占有一席之地。在现代工业生产中,所采用的焊接板材的厚度日益增加,而传统的焊接方法无法得到期望的坡口,并且其焊接速度低、效率低而导致焊接生产效率很差。而窄间隙TIG焊则可以大幅度减少坡口截面积,在较低的热输入下提高焊接生产率,这也就大大提高了它在日常工业生产中的出场率。而其也由于高效经济的原因得到了人们的广泛认可[12]。这种焊接方法目前主要应用于各种大型重要的结构,例如大型钢结构、桥梁、舰船以及核反应堆上的大厚度钢板。
(3)TIP-TIG焊
TIP-TIG焊是一种可以利用装置是焊丝平稳输送的一种新型焊接,在这个过程中,由于转动装置在焊丝上施加的高速线性震荡使得焊丝产生强烈的震动,从而破坏液态金属表面张力,可以是焊缝中含更少的杂质与残留气体,从而提高焊缝质量。由于其焊接速度高、焊接变形小等优点,TIP-TIG焊目前主要应用于水冷TIG焊电源连接等领域。
(4)TOP-TIG焊
TOP-TIG焊是有法国SAF研发的一种新技术,该方法结合了TIG焊和MIG焊的优点,既有较高的焊接效率,又有极高的焊接质量/并且,其焊接速度快,焊接过程不产生飞溅的优点也得到研究者们的重视。其最大的优点就在于,它无需利用独立电源进行加热。目前国内外对其的研究主要针对传统填丝位置,填丝材料和组织性能等方面。目前,这项技术小范围内应用于高速列车天线梁等对质量等级要求较高的位置[13]。
(5)热丝TIG焊
热丝TIG焊在20世纪80年代开始在世界工业发达的国家中被广泛使用。热丝TIG焊是在普通TIG焊的基础上增加了热丝系统,可以通过独立的焊丝加热电源和加热装置对焊丝进行加热,这也是其焊接熔敷效率高的的原因之一[14]。传统TIG焊由于电极载流能力相对较低,电弧功率受到限制,从而使得焊缝熔深浅且焊接速度低。热丝TIG焊与传统的焊接方式相比,具有节能高效的优点,并且,其最大的优点在于可以调整焊接熔池的热输入量,这意味着热丝TIG焊可能会弥补TIG焊不能焊接厚壁的缺陷,使其焊接厚壁制件成为了可能。目前热丝TIG焊的主要的研究方向在于如何降低成本从而使得热丝TIG焊可以更广泛的被使用。现代热丝TIG焊主要应用于压力容器、海底勘探、军械制造和航空航天等军工产业。
(5)单电源型双面双弧TIG焊
双面双弧焊是由美国肯塔基大学研究人员在传统双面电弧焊接技术中所做的进一步研究。其原理是通过TIG焊扩大了等离子弧的小孔效应,因此可以提高焊接熔合比,增加了熔深,从而提高了焊接生产效率,减小了热影响区及焊缝变形。这种焊接方法的优点在于可彻底消除未焊透缺陷,最大限度降低焊接变形,而它的缺点在于可达性差,要求工件焊接区两侧有焊枪的安装空间。在工业生产中,单电源型双面双弧焊由于熔深大、可获得较满意的力学性能,因而常用于中厚板的焊接。
1.2.2焊接光谱信息的研究现状
自从1859年第一台结构完整的光谱仪器问世以来,光谱信息技术就一直在完善和发展,直到上世纪60年代才停滞下来,而在不久之后,由于世界科技的突破性发展、计算机和网络的发展、仪器和技术的发展等等都使得光谱信息技术行业受到了刺激,从而获得了突破性的发展。时至今日,我们日常生活和畅想的未来都离不开信息技术,大到卫星火箭,小到无线网络都存在着信息技术的身影。这其中光谱信息又占据着极其重要的一面。
焊接电弧物理基础是焊接过程测控和焊接质量检测在线检测的重要理论基础。而焊接等离子体辐射更是焊接电弧物理的基本现象,焊接电弧的弧光中含有大量的信息[15],这些信息可以反映电弧等离子体的状态,在这些复杂的信息中,光谱信息以其独特的优点而成为研究TIG焊过程的首选信息之一。光辐射作为焊接电弧最基本的物理现象之一,最初并没有得到其应有的重视和利用,而早期的光谱研究也只是简单浅显的从电弧防护的角度出发,这其中也有科学技术发展的不足够的原因。随着研究的深入,人们发现的光谱信息相对与传统的声信号和光信号等,对环境干扰具有良好的抗性,从而开始逐渐重视起光谱信息的发展与应用。对焊接电弧测试与对一般环境的测试有很大不同近年来,在自动化焊接生产和精确制造需求的推动下,关于TIG焊焊接光谱辐射焊接电弧光谱信息,已经成为世界各先进工业国家焊接制造的一个特点。目前光谱法在TIG焊焊接中的应用主要有:用光谱法诊断TIG焊电弧的温度场、在弧焊区视觉成像和焊缝追踪上的应用、控制焊接熔滴过渡、气体成分及浓度测定与控制、在水下等离子弧局部热力学平衡态判定上的应用等[16].
1.3本课题主要研究目的及其内容
1.3.1 研究目的
本课题的研究目的主要有以下两点:
1、利用光谱信息研究在TIG焊过程中,保护气氛的不同的组成和流量对TIG焊焊接过程及质量的影响,并研究其影响的可能原因及其机理。
2、在实验的过程中,将得到的规律和结论与实际生产相结合,并将实验结论与规律应用于生产实际的指导中,这对现代工业自动化及高效的获得高质量的焊接制品具有重要的理论和实用价值。
1.3.2 研究内容
TIG焊在工业生产中应用极为广泛,它在日常生活中几乎随处可见。在TIG焊的焊接过程中,保护气体起着及其重要的作用,保护气体参数的改变对焊接质量及焊接过程都有着显著的影响。本实验研究内容如下:
1、保护气体为Ar,辅助气同样为Ar,保护气的流量则统一为10L,利用1L的Ar作为推进气,防止辅助气流量过小而无法与焊缝接触,辅助气流量分别为0.05L、0.1L、0.2L、0.3L,研究其中Ar元素与Fe元素在特征谱段中某些波长的的强度之比,并绘图研究其规律。
2、保护气同样为Ar,辅助气则分别换为O2和CO2,其余条件不变,保护气的流量同样统一为10L,利用1L的Ar作为推进气,辅助气流量分别为0.05L、0.1L、0.2L、0.3L,研究其中Ar元素与Fe元素在特征谱段中某些波长的的强度之比,并绘图研究其规律,探究是否与纯Ar中实验规律相同或相似,以此判断是否为普遍规律。
3、将规律与实际焊缝以及气体性质相结合,从而通过光谱信息对焊接工艺参数是否合适进行判断,进而选取合适的焊接工艺参数。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: