E308-16电焊条力学性能及工艺性能研究毕业论文
2020-04-06 11:10:07
摘 要
E308—16不锈钢焊条是日常生产中用于焊接各种焊接结构的最常见的奥氏体不锈钢焊条之一。该焊条不仅具备出色的力学性能和抗晶间腐蚀能力,还具有较好的焊接工艺性能和抗气孔性能。当前国内生产的E308—16不锈钢焊条与国外同一类型产品在工艺性能上相比,还有一定差距。本次研究在力学性能方面主要是对E308—16不锈钢焊条的抗拉强度进行分析,在工艺性能上,主要是对E308—16焊条的脱渣性,电弧稳定性以及焊条发尘量进行实验的设计以及数据采集,最终通过数据对比得出对比同类型的不锈钢焊条,其有较好的力学性能和焊接工艺性能的结论。
为了探究不同因素对E308—16不锈钢工艺力学性能以及工艺性能的影响,通过文献研究总结,得出了电弧长度和焊接电流太大会使焊缝金属脆性增大,抗拉强度降低的结论。除了上述结论外,还得出了药皮中长石比例在6%~14%时,随着长石含量的增长,焊接时电弧越稳定的结论。
关键词:奥氏体不锈钢,力学性能,工艺性能,抗拉强度,电弧稳定性
Abstract
E308-16 stainless steel electrode is one of the most common austenitic stainless steel electrode used for welding various welding structures in daily production. It has good mechanical performance and anti-intercrystalline corrosion ability, excellent welding process performance and anti-porosity performance. At present, the foreign production of e308-16 stainless steel electrode is better than the similar domestic products in the process performance. In terms of mechanical properties, this study mainly analyzes the tensile strength of stainless steel electrode e308-16,for the process performance, the experimental designed and data collection of e308-16 electrode are mainly carried out for its slag removal, arc stability and dust emission, the conclusion is drawn through data comparison finally.
In order to explore the influence of different factors on the process mechanical properties and process properties of e308-16 stainless steel, by the lterature review , it is concluded that the arc length and welding current are too large to increase the metal brittleness and reduce the tensile strength.Besides, the effect of different feldspar content on arc stability of stainless steel electrode e308-16 was also studied,and the conclusion is that when the content of feldspar is 6% ~ 14%, the arc stability is better with the increase of feldspar content.
Keywords: austenitic stainless steel, mechanical performance, process performance, tensile strength, arc stability.
目 录
第一章 绪论1
1.1 研究的目的与意义1
1.2 国内外不锈钢焊条的发展及现状1
1.3 本文研究内容 3
第二章 E308—16不锈钢焊条力学性能的测试4
2.1 焊缝及熔敷金属的拉伸试验4
2.1.1 拉伸试验的目的4
2.1.2 拉伸试验试样制备4
2.1.3 拉伸试验过程5
2.2 E308—16不锈钢焊条力学性能评估6
第三章 E308—16不锈钢焊条的工艺性能试验 7
3.1脱渣性试验7
3.1.1试验依据7
3.1.2试验器材以及实验过程8
3.1.3试验结果8
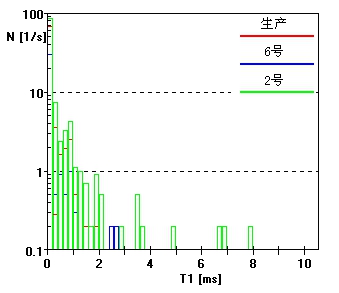
3.2 电弧稳定性试验9
3.2.1 试验条件和试验方法9
3.2.2 试验结果及分析10
3.3 焊条的发尘量试验11
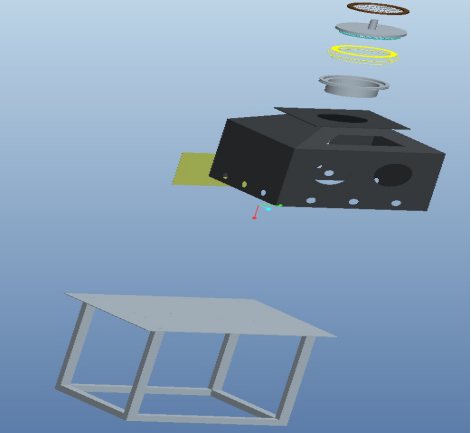
3.3.1 设备结构及软件11
3.3.2 试验结果分析13
第四章 焊缝的金相观察14
4.1 焊缝的金相制备过程14
4.2 焊缝金属的金相观察15
第五章 力学性能以及工艺性能影响因素的分析16
5.1 焊条焊芯和药皮成分对E308—16不锈钢焊条的影响16
5.2 不同因素对E308—16不锈钢焊条的影响17
5.2.1 电弧长度和焊接电流对焊缝金属力学性能的影响17
5.2.2 不同长石含量对E308—16不锈钢焊条电弧稳定性的影响18
第六章 全文总结与展望20
6.1 全文总结20
6.2 展望21
参考文献22
致谢23
第一章 绪论
1.1研究的目的与意义
随着时代的进步同我国制造业的不断发展,我国不锈钢的消费量日渐增长,对不锈钢焊材的需求量也越来越大。为了高效的利用现有的资源,追求更好的不锈钢焊材的质量成为了我国焊接技术发展的目标之一。
改革开放初期,我国工业水平堪堪起步,不锈钢的消费量很低,主要是由于发展水平的不足导致的工业制造的落后。进入21世纪后,经过十年的发展,我国的经济水平和工业制造水平迅速攀升,不锈钢的消费量占世界不锈钢消费量的五分之一乃至更多。经过十几年的发展,我国在科技水平和工业发展水平都远超从前,国民经济的迅速发展带动各个行业的提升,现如今,机械化生产在生产中越来越广泛,因此对焊接产业提出了更高的要求。
焊条是焊接生产过程中十分重要的工具,它不仅对焊接过程中焊缝的成形起着十分重要的作用,同时,焊条药皮对焊缝的成分可以起到改善作用,同时还有稳弧、减小飞溅等作用。在焊接过程当中,焊条的选择对焊接质量有着不可忽视的影响,它不仅仅影响的是焊缝的美观程度,对焊接接头的力学性能和裂纹敏感性等都有着影响。
现如今,不锈钢材料由于其良好的耐热性能,耐腐蚀性能而愈受欢迎。不锈钢焊条是指以不锈钢为焊芯的一类焊条,可分为铬不锈钢焊条和铬镍不锈钢焊条,广泛应用于各种机械制造业以及建筑装饰等方面。为了得到良好的焊接接头,提升焊接工件的质量,延长其使用寿命和使用性能,势必需要选用合适且能带来优良性能的不锈钢焊条。而随着国家科学技术水平的进一步发展,在石油化工,军事工业以及海洋开发等方面,对不锈钢焊条提出了更高的要求,这正是本次实验研究的目的所在。只有制造的工件在质量上得到了改善,才能够做到真正的开源节流,同时将中国制造提升到一个新的高度水平,让中国的工业制造能够得到世界的认可,这是本次实验研究的意义所在。
1.2国内外不锈钢焊条的发展及现状
在国外,不锈钢面世不久,不锈钢焊条的研究便也就开始了。但直至二十世纪70年代,成熟的不锈钢焊条产品才得以研制出来。在不锈钢焊条的研制开发过程当中,以西欧北欧如瑞典德国等国家为代表的焊条研发水平代表了全球焊条制造业的顶尖技术水平。但美国经济、科技的迅速发展,焊条研发的中心也由一枝独秀变为花开两朵。到了二十世纪 80年代,由于全球化的进一步发展,科学技术的交流,亚洲国家的焊条技术也得到了长足的进步 [7]。
基于我国国情的影响,我国不锈钢焊条的发展较为落后,但是苏联的技术支持,使得我国不锈钢焊条的研究处于一个后来居上的发展状态。除此之外,国人自立自强善于钻研的态度也是我国不锈钢焊条技术水平能够打下坚实基础的重要先决条件。经过多年的发展,我国的不锈钢焊条的技术在世界上也占有一席之地,在力学性能和工艺性能上,也有着十分抢眼的表现。但是,由于先天原因,我国不锈钢焊条仍然存在许多技术上的缺陷,例如其电弧不稳定、药皮开裂等问题严重。但是国人自强奋斗的精神却对这些难题进行了一一攻克,国内诸多研究所和大学也积极展开不锈钢焊条的研发与改进工作,通过与国内焊材厂进行合作交流,攻克了许多技术方面的难题。
改革开放以后,随着世界经济、文化、科技的全球化进程,我国把握住全球化的机会,迎来了工业制造的黄金高峰时期,因此对于不锈钢需求量和使用量都大幅增长,不锈钢焊条的使用因此也呈几何式的增长。在这个黄金时机,我国焊接专业的技术人员抓住机遇,通过吸收各种技术知识,进一步完善了我国不锈钢焊条的制造工艺,但是,同国外顶尖技术相比,仍然存在少许不足的地方 [6]。
渣系对力学性能和工艺性能的影响极大,因此,得到良好的渣系是焊条研发过程中十分重要的一部分。我国焊条生产技术的落后主要在于其在施焊时存在效率低下,药皮发红,工艺稳定性差以及药皮开裂等问题,这也在一定程度上制约了不锈钢焊条的发展。在当今,以瑞典焊条的发展研究最为完善。焊条的性能由熔敷金属和包裹在外的药皮两部分决定。焊芯的材料是能否形成良好的焊缝的基础。药皮中含有多种元素,对焊接过程起着十分重要的作用,包括稳弧、造渣、造气、脱氧等一系列作用。目前,中国不锈钢焊条的技术水平仍处于进一步发展阶段。与国外相比,中国不锈钢焊条的质量仍比不上国外,在焊接过程中的稳定性上也有一定的差距。我国目前生产不锈钢焊条的配方体系大致有三种,分别是钛钙型偏碱配方,钛酸型配方和介于钛酸型和钙钛型配方之间的生产方式[12]。
国内不锈钢焊条的制造方式老旧,生产的焊条药皮较脆易开裂。而国外生产的不锈钢焊条生产采用的是碾式搅拌机,以这种方式生产的不锈钢焊条具有光滑的外观和质量较好的药皮,在经过350℃的高温烘烤后也不会出现明显的开裂现象[18]。
总而言之,我国不锈钢焊条的技术发展已经十分成熟,但在最新的前沿研究上,仍然与顶尖技术水平国家有着一定的差距,在需要精密焊接的地方,采用的不锈钢焊条需要从国外进口。
1.3 本文研究内容
本次实验研究的E308-16不锈钢焊条是日常生产中常见的不锈钢焊条之一,属于钙钛型药皮的Cr19Ni10不锈钢焊条,广泛应用于工业生产和日常生活的不锈钢构件的焊接。其焊芯属于铬镍不锈钢,它具有上佳的力学性能以及抗晶间腐蚀能力,还具有优良的焊接工艺性能和抗气孔性能,药皮耐发红,抗开裂,可交直两用,是不锈钢焊条中最具代表性的一类焊条。为了对E308-16不锈钢的力学性能和工艺性能有一个直观清晰得了解,本次试验对E308-16不锈钢焊条的抗拉性能和电弧稳定性、脱渣性、焊条发尘量进行了定量的研究。与此同时,还对不同因素对其力学性能和工艺性能的影响进行了探究。
第二章 E308—16不锈钢焊条力学性能的测试
材料的力学性能是指材料在不同的环境下承受各种外界载荷时所表现出的力学特征。不锈钢的力学性能包括其脆性、强度、塑性、硬度、韧性、刚度等多个方面。焊条由焊芯和药皮组成,对焊条的力学性能进行测试就是对焊芯的力学性能进行测试。在本次力学性能之中,主要进行了焊缝及熔敷金属的抗拉强度的测试。E308-16不锈钢焊条的焊芯是牌号为308的不锈钢,由于材料本身的化学成分对材料的力学性能有很大的影响,因此,在力学性能的评估之中对各种化学成分的作用与影响进行了归纳总结。
2.1焊缝及熔敷金属的拉伸试验
2.1.1 拉伸试验的目的
在焊接过程当中,焊芯熔化后填充进入焊缝之中,与已经熔化的母材结合形成焊缝。本次实验主要研究的是熔敷金属的抗拉强度,即焊芯的抗拉强度。熔敷金属的抗拉强度对焊接接头的强度有着直接影响,一般而言,熔敷金属的抗拉强度应该要略大于母材金属的抗拉强度,这样焊接出来后得到的焊缝金属的强度才会与母材金属的强度大致相当。以此来保证焊件在使用过程能有较好的性能,并延长焊接接头的使用寿命。
2.1.2 拉伸试验试样制备
本次实验选用直径为4.0mm的焊芯进行实验,其化学成分表2.1所示。试验中试样的制备过程采用的是手工电弧焊,为了尽量减小人为因素带来的不必要的误差,试验过程用同一名熟练焊工堆焊的三组试样进行了试验。
表2.1 E308-16不锈钢焊条化学成分表
焊条型号 | 化学成分/% | ||||||||
C | Cr | Ni | Mo | Mn | Si | P | S | Cu | |
E308-16 | 0.08 | 18.0~21.0 | 9.0~11.0 | 0.75 | 0.5~2.5 | 0.90 | 0.040 | 0.030 | 0.75 |
试样的制备严格按照GB/T2652—2008进行。第一步是纵向截取焊缝和熔敷金属得到试样;第二步是对试样的尺寸进行加工修整,加工完成后,试样的平行长度全部由焊缝金属组成。
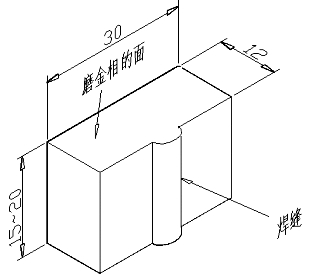
试验制备过程当中要注意两点要求:第一,试样一般不进行热处理,因此,在试样制备过程当中,采取的是线切割的方式进行取样,这样防止了取样过程当中额外的热输入对试样组织产生不必要的影响;第二,取样时,尽可能地在焊缝的中心位置进行取样,如图2.1所示,本次试验之中,试样都应从焊缝金属的中心进行截取,以保证试样组织均匀。
图2.1 试样的位置示例(纵向截面)
2.1.3 拉伸试验过程
本次熔敷金属拉伸试验的试验设备为电子万能试验机,型号为UTM5105,该型号电子万能试验机无污染、噪音低、效率高,可应用于多种材料的力学性能测验。
取样之后,将试样夹持在电子万能试验机上并用软件操作进行载荷的加载,加载的载荷选用连续载荷并均匀加载,最终记录并通过软件计算熔敷金属断裂时的抗拉强度。将夹持的试样取下后,用游标卡尺测量出熔敷金属断裂后的熔敷金属截面积,并与为断裂时的截面积进行对比,计算出断面收缩率。另外还需要测量出断裂后试样的长度,并与未断裂时试样的长度进行对比,计算出伸长率。
表2.2 熔敷金属拉伸试验数据记录
试样编号 | 尺寸直径/mm | 抗拉强度/(N/mm2) | 伸长率/% | 试验温度/℃ | 备注(例如欠缺尺寸和类型) |
1 | 4.0 | 580 | 42 | 25 | 无 |
2 | 4.0 | 540 | 34 | 25 | 无 |
2 | 4.0 | 565 | 37 | 25 | 无 |
对照国家标准GB/T983—1995,查阅可知,E308-16不锈钢焊条的抗拉强度值应是550Mpa ,伸长率应是35%左右,排除试验误差影响和制造过程当中,焊条焊芯本身材料以及杂质对试样的影响,认为其熔敷金属的抗拉性能合格。
2.2 E308—16不锈钢焊条力学性能评估
力学性能的评估包括了许多方面,而本次研究的对象E308-16不锈钢焊条,主要研究其抗拉强度,原因在于对于焊接接头,抗拉强度是其第一需要考虑的。E308-16不锈钢焊条具有较好的抗拉强度,能够满足日常生活生产中焊件的强度要求,又因为其适合于同类型材料的焊接工作,因此具有广泛的使用性。E308-16不锈钢焊条焊芯的成分主要以铬和镍为主,其中,金属铬的作用十分明显,它除了能够增加钢的淬透性并有二次强化的作用外,对于提高钢的硬度和耐腐蚀性能也有很大的帮助。E308-16不锈钢焊条中,铬的含量为18%~21%,这会轻微地降低焊芯的硬度和强度,但是对应地,能够增强其伸长率和断面收缩率。
镍是能在不锈钢中起到重要作用的金属,其能够改变不锈钢的晶体结构,是奥氏体相的形成元素之一,由此可以达到改善诸如可塑性、可焊接性和韧性等性能。镍在不锈钢中的主要作用是强化铁素体并细化珠光体,对于提高不锈钢的强度十分重要,但是对其塑性并无显著的影响。镍还可以提高钢的抗疲劳性,降低钢对缺口的敏感性。
除去铬镍之外,其他的合金元素对熔敷金属力学性能也有一定的影响。钼对不锈钢的影响主要表现为对铁素体的影响,有利于铁素体的形成和抗晶间腐蚀的能力。但钼也促进了奥氏体不锈钢中间相的析出,从而对熔敷金属的耐蚀性和力学性能产生不利影响,导致不锈钢的韧性和塑性降低。因此,应特别注意钼含量的控制。金属锰能够提高钢的强度,消除或削弱硫元素不良影响,提高钢的淬透性。硅在熔敷金属中起到了固溶强化的作用,硅含量的的增加可以使熔敷金属的硬度增加,但是塑性和韧性会有所下降。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: