马具连接架塑件成型工艺分析与模具设计毕业论文
2020-04-06 11:09:54
摘 要
本课题研究内容是马具连接架塑件成型工艺分析与模具设计,针对塑件特定的结构进行分析与设计,通过制图软件制作所需总装图与各零件图。本学期课题作业时,首先通过查阅文献等途径了解注塑模具设计方案思路,之后使用PRO/E三维模型软件来制造塑件3D实体,并使用auto cad二维模型软件来制作所需总装图与各零件图。通过分型面的设计、侧向抽芯机构设计、导向机构设计、浇注系统设计以及脱模装置设计等等,实现各自的功能,并且进行装配完成完整模具,实现马具连接架塑件成型工艺分析与模具设计。
关键词:塑件;PRO/E;auto cad;模具设计;零件图;装配图
Abstract
This topic research content is the harness connection frame plastic molding technology analysis and die design, in view of the structure of the specific analysis and design, through mapping software make the assembly diagram with the part drawing.This semester's project work, the first through the way such as the literature about injection mould design train of thought, after using PRO/E software to create 3D model plastic parts 3D entity, and the use of auto cad 2D model software to make the assembly diagram and the part drawing.Through the parting surface design, side core-pulling mechanism design, design of steering mechanism, gating system design, and demolishing device design, etc., to realize their respective functions, and are assembled to accomplish the complete mold, connect harness in plastic molding technology analysis and die design.
Key words:Plastic part;PRO/E;auto cad;Mold design;Part drawing;Assembly drawing
目 录
第一章 绪论 1
1.1 国内外注塑模具发展现状 1
1.2 设计的目的和意义 1
1.3 PRO/E和auto cad的应用 2
第二章 塑件工艺分析 3
2.1 原料工艺分析 3
2.2 塑件工艺分析 3
第三章 型腔数量与排布 5
3.1 型腔数量 5
3.2 型腔排布 5
第四章 注射机选型与校核 6
4.1 注射机的类型选择 6
4.2 注射机的型号选择 6
4.3 注射机的校核 6
第五章 模具设计 7
5.1 总体技术方案 7
5.2 模架选用 7
5.3 浇注系统 8
5.3.1 浇注系统选型 8
5.3.2 浇注系统设计 8
5.4 脱模机构 9
5.4.1 推出装置 9
5.4.2 非推出装置 10
5.5 侧向抽芯机构 11
5.5.1 侧向抽芯机构选型 11
5.5.2 侧向抽芯机构组成 12
5.5.3 侧向抽芯机构设计 12
第六章 模具装配图和零件图 14
6.1 模具装配图 14
6.2 模具零件图 15
参考文献 17
致谢 18
第一章 绪论
本课题以社会实际产品进行设计与研究,训练自己的CAD/CAE/CAM软件的使用、资料检索、英文翻译、工程制图与模具设计的综合能力,对将来进行的学习和设计进行适当的准备,可以更快、更好的完成任务。
1.1国内外注塑模具发展现状
改革开放几十年来,中国日新月异并且经济快速发展,制造业发展迅猛并且在世界制造行业中占有重要的地位[1,2]。而模具是制造业中的不可缺少的制造设备,模具行业更是关乎我国经济发展的平稳和速度,具有极高的地位。我们日常都在使用塑料产品,塑料产品也极大地方便了我们的生活。塑料产品的制造离不开塑料成型模具,注塑成型模具更是其中重要的一部分。在十几年的钻研和不断的实验中,我国注塑模具行业发展极大,其发展程度得到了世界各国各行业的认可,不断向世界前沿水平靠近,甚至在某些方面已经不落后与国际先进技术,比如中国制造的小模数塑料齿轮以及其它一些比较精细的塑料模具。虽然我国引用的CAD/CAE/CAM技术等现代化技术以及国际先进加工设备,极大提高我国的注塑模具工业水平[3,4]。
近年来,许多科研人员对注塑模具进行了研究,取得一个又一个的成果,逐步完善者对注塑模具的认知并且扩大了注塑模具的功能。注塑模具发展至今,其功能愈发完善,种类也愈加繁多,其分类方法也多种多样,不一而同[5,6,7]。随着社会的高速发展,对塑料的要求越来越高,也推动着注塑行业的进步。但是由于基础薄弱,尚未完全吸收消化,并且来不及均衡,我国的注塑模具工艺在许多方面和工业发达国家有不小的差距[8,9]。
国外注塑模具行业的起步远远先于国内,在计算机的高速发展下完成了局部共享资料,并且一些发达国家模具标准化程度已有约75%甚至更高。模具标准化能够节省劳动时间与精力,并且提高效率质量[16,17]。因此唯有提高国内的标准化程度,才能更快的赶上国际先进水平。伴随着社会的发展与人们的需要,塑件制品的形状愈加复杂多变,成型过程愈加复杂,侧向抽芯的应用也越来越普遍与成熟[10,11]。
1.2设计的目的和意义
今天,模具行业的发展关乎国家和个人的命运前途,塑料的广泛应用决定了其永不过时。伴随着计算机的飞速发展,其将拥有更大的发展空间与潜力。学好模具的设计与制造,不仅有益于个人,更能为社会的发展贡献自己的努力,利己利人。
本课题以社会实际产品进行设计与研究,在设计中回顾并掌握以往所学知识,三维产品与二维视图、注射模具与脱模机构设计、侧型芯设计、导向机构设计、流道设计与分形面选择等,将这些应用于本次设计产品并融会贯通,从而制造出既保证合格率又有较高的生产率,既具有较高的经济效益又拥有良好的性能质量的产品,使之适应实际需求[14,15]。并通过咨询、查阅文献、英文翻译、时间规划等锻炼自己的综合实践能力,掌握所学,融于所用,对将来进行的学习和设计进行适当的准备,可以更快、更好的完成任务,提高独立自主能力,优秀的完成设计任务以丰富设计经验,并锻炼养成良好的思维模式[18,19]。经过本次锻炼,也掌握了新的学习方法。
1.3 PRO/E和auto cad的应用
PRO/E是一种功能齐全的设计软件,因其特色的参数化设计,得到了广泛的应用和认可,在社会和校园内均不缺乏使用者,获得了很大的成功。所谓参数化设计,就是指设计时数据以参数的形式表现与约束,并且修改设计时参数的改变会自发的影响与其相关联的因素,进行双向调整,保证结构之间的协调与平衡,而无需继续修改。因此具有参数化设计特色的PRO/E,不仅能够加强产品水平,也能提高产品生产率,提高生产效益。PRO/E还具有强大的分析功能以及绘制二维图像等能力,这些都有益于模具设计和工艺分析[10,11]。
auto cad是一种绘图程序软件包,得到了广泛的应用和认可,在社会和校园内均不缺乏使用者。auto cad拥有良好的人机交互方式,界面分区明晰,简单易学,并且具有快捷而实用的技巧,绘图方便而快速。auto cad的特色在于图层绘图方法,通过在不同的图层进行绘图,可以绘制出不同的线型以及颜色,便于观察以及分析。在绘制复杂图形时,通过不同的图层可以清晰看出不同的功用,而不至于混淆,比较方便[12]。
在本课题中根据塑件二维图纸,使用PRO/E绘制出塑件三维实体模型。根据三维实体模型初步布置脱模机构、浇注系统、分型面、侧向抽芯以及塑件在动定模的分布。并且可以利用PRO/E的分析与绘图功能帮助模具设计。初步制定模具设计方案后开始利用auto cad绘制模具装配二维图形以及模具零件图形。在使用auto cad绘制二维图形时,可利用文件格式转换将PRO/E文件导入auto cad中,以方便绘图[13]。
- 塑件工艺分析
2.1 原料工艺分析
本塑件原料是ABS塑料。ABS是一种性能优良的原料之一,在注塑模具中经常使用。在注塑过程中,原料应该具有良好的流动性与耐热性能,便于充型,避免原料失效。ABS具有优越的综合性能,在低温状态下机械性能比其它材料有明显的优势,并且其电性能等物理性能也比较优越,能够满足使用要求,生产的制品也能够满足技术要求。其明显的优势导致ABS塑料的应用非常广泛,并且经常用于制造各种机械零件以及其它部件。
表2.1 ABS塑料性能
密度 g/㎝3 | 收缩率 | 弹性模量Gpa | 泊松比 | 吸湿性 | 熔融温度 ℃ | 分解温度 ℃ |
1.05~1.18 | 0.5% | 2 | 0.394 | lt;1% | 220 | gt;250 |
ABS塑料的成型性能良好。ABS没有固定的状态,流动能力一般,送料快慢影响不大,并且由于具有严重的吸湿性,应在使用前进行一定的干燥。ABS的注塑温度不宜过高或者过低,过低则影响流动性能与充填性能,过高使之失效而不能使用,具体应根据塑件的要求选择合适的温度。ABS的冷却时间短,因此不应使用较细或者较长的浇注系统,并且应该采用冷料穴,不应该使用小浇口。ABS在注塑时的收缩率比其它材料要小,但是残余应力的危害比较大,因此应对产品进行热处理工艺,保证塑件的使用性能。
2.2 塑件工艺分析
设计的零件是马具连接架塑件,厚度为2毫米,属于薄壁小型塑件。使用PRO/E在类型“零件”中选择实体,绘制壳体零件三维模型,通过参数化设计并根据得自工厂的零件图,先绘制主体,并且在主体的基础上逐步绘制各个特征,之后按照一定形状进行一定深度打孔,最终得到壳体零件,如图2.2所示。在PRO/E中选择模具型腔后,导入后创建工件,之后设置收缩,收缩方式为按比例收缩,由于原料是ABS,收缩率设置为百分之零点五,并且设置拔模斜度为一度,此时在工作目录中就存在考虑收缩的塑件三维模型。
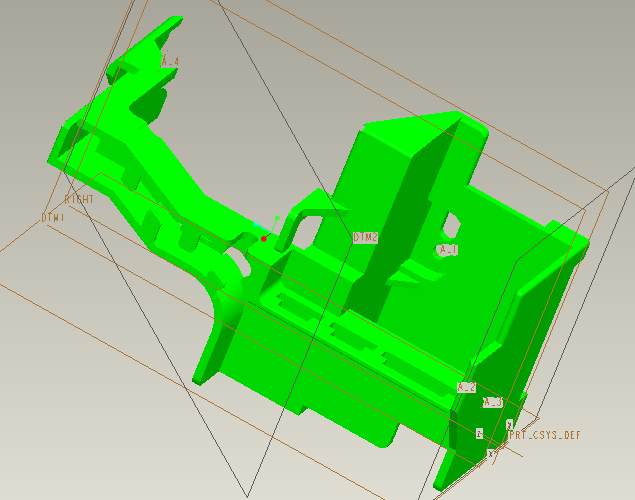
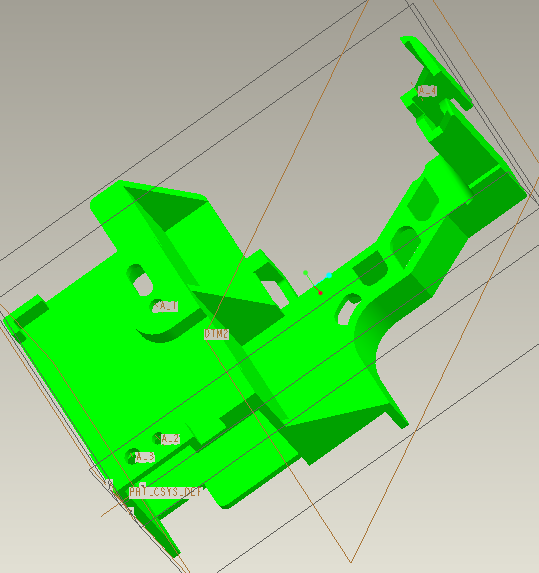
图2.2 3D模型
由3D模型可以看出塑件的结构形状较为复杂,存在形状各异的支撑筋、突起以及薄壁板,在塑件中还存在打穿与未打穿的形状不同的孔洞。塑件的孔洞方向不一致,并且各个部位的尺寸与形状不同,使设计增加了一定的难度,要求更高。分型面的选择关系侧向抽芯机构的大小与位置以及模具各部位的放置,在选定分型面的同时,要比较在不同方位的可行性与合理性,从而选出最优的分型面作为最终的分型面。在设计时理解的难点在悬浮体积块,但是设计的难点在于侧向孔洞。在侧向孔洞存在的情况下,不能仅仅使用动定模作为成型零部件,还需要侧向抽芯来成型出侧向孔洞。因此,在以阶梯界面作为分型面的同时,要更加注重侧向抽芯机构的设计。由于侧向型芯结构复杂,且存在较长而且较窄的缝隙,不利于充满,因此需要较大的压力,并且塑料的流动性不宜过差。
- 型腔数量与排布
3.1 型腔数量
利用在PRO/E中建好的三维实体模型,在其各面分别进行投影,从而得到工件在坐标系方向的三个投影值。将三个投影值进行比较,得到了最大的投影值为80 cm2,并且此时投影方向平行于分型面。由于三维实体模型在两个方向均存在孔洞,并且受到结构的限制和约束,只能采用单向侧向抽芯机构来成型侧向孔洞。
使用一模一腔时,虽然模具结构简单,但是生产效率低下,并且由于侧向抽芯力较大导致偏载严重,使模具的使用寿命短,生产效益低下,缺点十分明显,不予采用。但是型腔数量过多导致模板面积增大,并且所需压力增大,能量利用率较低,并且模具出错率也会极大地增大,导致整个模具停工甚至报废。因此,采用一模两腔设计方法。
3.2 型腔排布
由于存在单向侧向抽芯机构,并且侧向抽芯机构比较大,侧向力也会随之增加,此时型腔排布就十分重要。如果模具不对称分布,就会产生附加力矩,从而增加偏载,缩短模具的使用寿命,能量利用率低下,生产效益降低。为了减小偏载,延长模具的使用寿命,并且提高生产率,增大生产效益,使两个型腔关于模板中心成中心对称,并且侧向力接近模具中心,偏载降低。
型腔的排布考虑单向侧向抽芯机构对于其它零部件是否存在干涉,如果存在干涉,应该适当改变型腔的位置避免干涉。型腔的排布还应考虑模板的大小,不可超出,并且留下安全间隙,以保证模板强度刚度。型腔的排布还应考虑浇注系统的放置,与浇注系统相配合,使流体顺利充满型腔,得到符合技术要求的塑件,并顺利脱模。
- 注射机选型与校核
4.1 注射机的类型选择
注射机是将塑料送入型腔的动力源,同时也起着锁模的重要作用。注射机发展至今,其功能愈发完善,种类也愈加繁多,其分类方法也多种多样。最常见的分为卧式注射机、立式注射机、直角式注射机三种。每种注射机都有其优点和缺点,但是卧式注射机相比于其它两种类型的注射机,工作部位低,所以维修、修整方便,并且重心低,工作稳定。在重力作用下,塑件能够自动脱离卧式注射机,既能节省劳动时间与劳动精力,也能够提高工作的自动化程度。同时卧式注射机的应用范围也比立式注射机和直角式注射机要广泛,可用于制造小型塑件、中型塑件、大型塑件。卧式注射机的应用极为广泛,对注塑行业起着十分重要的作用。
4.2 注射机的型号选择
卧式注射机的型号选择主要根据理论注射容量判定。由于零件的三维结构尺寸比较复杂,计算体积比较麻烦,利用三维实体模型计算塑件体积。利用PRO/E构建出塑件三维实体模型后,需要设置收缩率以考虑收缩时产生的体积变小的状况,否则得到的产品尺寸比预定的要小,使用PRO/E的分析功能得到塑件的体积为27300 mm3,即为27.3 cm3。由于采用一模两腔的设计方法,模板内塑件的体积为54.6 cm3,可以计算出卧式注射机的理论注射容量应不低于68.3 cm3。因此选择型号XS-ZY-125。
表4.2 注射机参数
螺杆直径 mm | 30 | 注射压力 MPa | 146 | 锁模力 KN | 900 |
最大模具厚度 mm | 300 | 最小模具厚度 mm | 200 | 模板最大距离 mm | 600 |
模板行程 mm | 300 | 喷嘴圆弧半径 mm | 12 | 喷嘴孔径 mm | 4 |
喷嘴移动距离 mm | 210 | 总力 KN | 280 | 开模力 T | 8 |
4.3 注射机的校核
由于马具连接架塑件的原料是ABS塑料,所以注塑成型时需要的注射最大压力为125 MPa,而型号为XS-ZY-125的卧式注射机的允许注射压力为146 MPa,大于125 MPa,注射机的注射压力符合使用要求。
当投影方向平行于分型面时,得到最大的投影值为80 cm2。由于采用的是一模两腔的设计方法,当投影方向平行于分型面时,得到最大的投影值为160 cm2。型腔内的压力不均衡,但是可以估算平均压力值,约为注射压力的五分之一,即为58.4 MPa。因此可以计算出注塑模型腔的胀模力为最大投影值与平均压力值之积9344 N,即为9.344 KN,而所选注射机的允许锁模力为900 KN,极大超过9.344 KN,符合条件。
综上可知,型号XS-ZY-125满足工作条件,予以选用。
- 模具设计
5.1 总体技术方案
由于马具连接架塑件三维结构复杂,推杆脱模机构其零件组成较少,布排也相对比较灵活,方法多样,因而采用推杆式脱模机构。
在模架的选用上,使用标准模架,因为在总体上标准模架的长处特别突出,也可以以标准模架为根据绘制模具装配图,并且对于注塑模组件和设计的要求也比较容易统一。
由于产品的三维结构需要,并且垂直于两个方向上均存在孔洞,无法直接一次分型得出产品,必须采用侧向抽芯机构。由于装配尺寸小、工作正确稳定、容易加工制作的优点,斜导柱侧向抽芯机构已成为使用率最高的的注塑模具侧向抽芯机构,因此采用斜导柱式侧向抽芯机构。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: