超声波在铝表面的振动特性以及对液相焊料润湿性的影响外文翻译资料
2022-07-28 10:58:39
Contents lists available at ScienceDirect
Ultrasonics
j o u r n a l h o m e p a g e : w w w . e l s ev i e r . c o m / l o c a t e / u l t r a s
超声波在铝表面的振动特性以及对液相焊料润湿性的影响
Lin Ma, Zhiwu Xu , Kun Zheng, Jiuchun Yan, Shiqin Yang
State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, PR China
a r t i c l e i n f o
Article history:
Received 2 February 2013
Received in revised form 5 August 2013 Accepted 13 November 2013
Available online 20 November 2013
Keywords:
Finite element analysis
Ultrasonic vibration
Soldering
Cavitation
Oxide film
摘要
本文通过数值模拟和实验来研究铝母材表面超声波振动的特性,实验还观察了铝表面的润湿效果,结果表明,铝表面的振动模式是不均匀的。在一些区域中,铝表面的振幅超过了激励振幅,而在其他区域中,振幅几乎减小到零。零幅度区域的分布取决于振动强度而不是振动源的位置。液态焊料的表面以比振动源高的超声波频率振动,液态焊料的振幅几乎是铝表面的振幅的两倍。基底金属(液体焊料)的表面的振动与氧化膜去除效果相关。 当铝表面的振幅高于5.4mu;m或当液态焊料表面的振幅高于10.2mu;m时,可以在2s内有效的去除氧化物膜。
2013 Elsevier B.V. All rights reserved.
1. 概论
超声波焊接涉及将高频振动引入熔融焊料中,从而引起气蚀作用。空化应力破坏和分散表面氧化物,允许焊料与基体金属接触并冶金结合。因此,该方法允许在电子和汽车工业中使用的大多数有色金属和合金的无焊钎焊接和镀锡。 [1].
超声波焊接激活熔融焊料的方法有几种。 在普通的超声波焊接期间,使用焊料浴,并且超声波喇叭放置在罐的底部下方以激发整个焊料块[2–5]. 在这种情况下,基板需要浸入焊料槽中以产生接头。 该方法允许处理大的组件或多个部件,并且目前用于实际生产中。 然而,传送到焊料池中的大部分超声能量被消散,并且接头必须浸入足够深以使空化起作用以实现有效润湿。 为了减少超声波损失,开发了使用振动工具的替代超声波方法(即,超声波烙铁); 该工具将超声波振动直接传送到熔融焊料中并且允许增加焊接区域中的振荡幅度。 在这种情况下,需要放大和成形的焊接工具来连接复杂的形状,提高生产率,并且将工艺延伸到钎焊温度 [6–8]
在过去十年中,已经开发了新的超声波焊接方法。 这些工艺能够通过基底金属将超声能量传送到焊接区而不使用焊料浴[9–17]. Faridi 等人[9]证明了通过经由固体夹具和固体基底传输超声能量来制造铝和不锈钢的超声焊接搭接接头的可行性。[10] Kago等人 将超声波施加到印刷线路板(PWB)的侧面,实验结果表明Si-Bi焊料和Cu衬底之间的结合强度的提高。Naka 和 Hafez [11] 以及 Wielage 等人 [12] 将超声焊极直接连接到要焊接的试样的表面,并分别成功制造了Al 2 O 3 / Cu和铝基复合材料接头。 Nagaoka等人 [13,14] 表明 1070铝和5056铝合金可以在非常低的温度下(即在所用焊料的液相线温度下)超声波焊接; 在这种情况下,通过将基板安装在焊头的尖端,将超声波能量传递到接合表面。在我们以前的工作中,进行了一系列衬底的超声焊接和铜焊; 基底包括铝合金[15],钛合金[16]和Al2O 3p/Al复合材料[17]。与传统的超声焊接方法相比,新提出的工艺更灵活且效率更高。
930 L. Ma et al. / Ultrasonics 54 (2014) 929–937
声学物理学的规律规定,当超声波耦合到衬底时,它们沿着衬底的传播是复杂的,并且振动的峰和谷沿着衬底表面存在[18]. 因此,研究沿着衬底表面的振动和熔融焊料的响应对于实现良好的焊接接头具有重要意义。 在这项研究中,受到超声波的铝表面的振动特性用有限元模拟和实验测试进行了研究。 还检查了焊料液滴的表面振动和它们在铝基板上的润湿行为。 我们试图建立铝基板的表面振动和焊料液滴的润湿行为之间的相关性,特别感兴趣的是确定表面振动振幅的阈值,产生足够强的空化效应以去除氧化膜的 润湿界面。
2. 实验程序
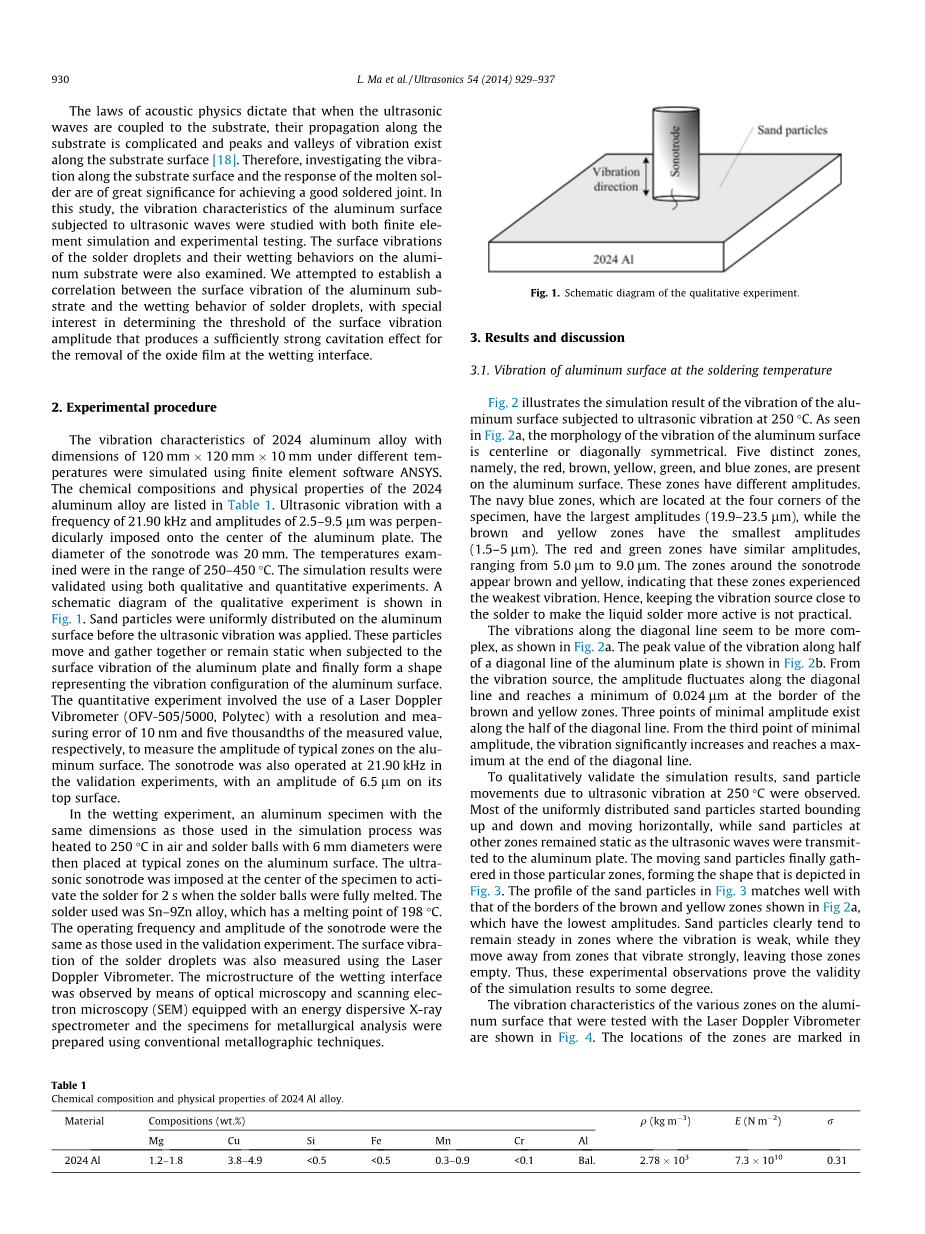
2024铝合金的振动特性,尺寸为120 mm *120 mm*10mm在不同温度下使用有限元软件ANSYS模拟。 2024铝合金的化学组成和物理性质列于表1中。将频率为21.90kHz和振幅为2.5-9.5mu;m的超声波振动垂直施加到铝板的中心。超声波发生器的直径为20mm。所检测的温度在250-450℃的范围内。模拟结果使用定性和定量实验验证。定性实验的示意图如图1所示。在施加超声波振动之前,砂粒子均匀地分布在铝表面上。当受到铝板的表面振动时,这些颗粒移动并聚集在一起或保持静止,并且最终形成表示铝表面的振动配置的形状。定量实验涉及使用分辨率和测量误差分别为10nm和测量值的千分之五的激光多普勒测振仪(OFV-505/5000,Polytec),以测量铝表面上典型区域的振幅。超声波发生器在验证实验中也在21.90kHz下操作,其顶部表面的振幅为6.5lm。
在润湿实验中,将具有与在模拟过程中使用的尺寸相同的尺寸的铝试样在空气中加热至250℃,然后将具有6mm直径的焊球置于铝表面上的典型区域。 超声波超声波焊接被施加在试样的中心,以在焊球完全熔化时激活焊料2秒。 所用的焊料是Sn-9Zn合金,其熔点为198℃。 超声波发生器的工作频率和振幅与验证实验中使用的相同。 还使用激光多普勒振动仪测量焊料液滴的表面振动。 通过配备有能量色散X射线光谱仪的光学显微镜和扫描电子显微镜(SEM)观察润湿界面的微观结构,并且使用常规金相技术制备用于冶金分析的样品。
Table 1
Chemical composition and physical properties of 2024 Al alloy.
Fig. 1. Schematic diagram of the qualitative experiment.
3. 结果和讨论
3.1. 焊接温度下铝表面的振动
图2示出了在250℃下受到超声波振动的铝表面的振动的模拟结果。如图1所示。如图2a所示,铝表面的振动形态为中心线或对角线对称。五个不同的区域,即红色,棕色,黄色,绿色和蓝色区域,存在于铝表面上。这些区域具有不同的幅度。位于样本四个角的海军蓝色区域具有最大的振幅(19.9-23.5 mu;m),而棕色和黄色区域具有最小的振幅(1.5-5 mu; m)。红色和绿色区域具有类似的幅度,范围从5.0mu;m到9.0mu;m。超声波发生器周围的区域呈棕色和黄色,表明这些区域经历了最弱的振动。因此,保持振动源接近焊料以使液体焊料更有活性是不实际的。
沿对角线的振动似乎更复杂,如图1所示。 2a。沿着铝板的对角线的一半的振动的峰值示于图4中。 2b。从振动源,振幅沿对角线波动,在棕色和黄色区域的边界处达到最小值0.024 mu;m。沿对角线的一半存在三个最小振幅点。从最小振幅的第三点,振动显着增加并在对角线的端部达到最大值。
为了定性验证模拟结果,观察到由于在250℃下的超声波振动造成的砂粒运动。 大多数均匀分布的砂粒开始上下和水平移动,而其他区域的砂粒在超声波传递到铝板时保持静止。 移动的砂颗粒最终聚集在这些特定区域中,形成图1中描绘的形状。 图3中砂粒的轮廓与图2a所示的具有最低幅度的棕色和黄色区域的边界的边界匹配良好。 砂颗粒显然倾向于在振动弱的区域保持稳定,而它们远离振动强烈的区域,使这些区域为空。 因此,这些实验观察在一定程度上证明了模拟结果的有效性。
用激光多普勒振动仪测试的铝表面上的各个区域的振动特性示于图1中。 在图4中标记了区域的位置。 3,并且它们被标记为点1,2,3和4.通过与图3比较, 在图2b中,
|
Material |
Compositions (wt.%) |
q (kg m 3) |
E (N m 2) |
r |
||||||||
|
Mg |
Cu |
Si |
Fe |
Mn |
Cr |
Al |
||||||
|
2024 Al |
1.2–1.8 |
3.8–4.9 |
lt;0.5 |
lt;0.5 |
0.3–0.9 |
lt;0.1 |
Bal. |
2.78 103 |
7.3 1010 |
0.31 |
||
|
L. Ma et al. / Ultrasonics 54 (2014) 929–937 |
931 |
Fig. 2. Simulation result of the surface vibration of the aluminum substrate subjected to ultrasonic waves at 250 LC: (a) overall surface vibration, (b) vibration along half of a diagonal line of the aluminum plate. The dimensions of the aluminum substrate are 120 mm 120 mm 10 mm and the units of vibration intensity are meters.
可以看出点1,2和4分别位于黄色,红色和海军蓝色区域中,点3位于棕色和黄色区域的边界线处。 振动计可以记录铝表面的单个点(实际上,非常小的区域)的振动速度,然后可以将测试点的振幅计算为振动速度的时间积分。如图4所示,所有测试点的振动曲线不遵循严格的正弦波。具有最低幅度的P 3具有与其他三个点相比具有更一致的周期性的振动。所有测试点在超声波频率下振动,但是它们的频率与超声波发生器的频率不一致(即,输入频率,21.90kHz)。与输入频率相比,P 1-3的频率高约5%,而P 4的频率降低1%。图。图4还示出了P 4具有最大振幅,并且这四个点的振幅值为P 4gt; P 2gt; P 1gt; P 3的顺序。图3和图4是超声波在铝板中的传播的图。在当前的实验条件下,当施加波时,超声波从铝板的中心径向传播到边界。由于它们的固有特性,大部分超声波在铝板的边界处(即,在铝/气体界面处)被反射,并且波形曲线的一些失真,
全文共14699字,剩余内容已隐藏,支付完成后下载完整资料

英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[143930],资料为PDF文档或Word文档,PDF文档可免费转换为Word



