摩托车构件焊接夹具设计开发与研究毕业论文
2020-02-19 15:47:25
摘 要
摩托车作为当今社会一种轻便、高速、廉价的交通方式,在人们的工作和生活中有着相当重要的作用。但由于汽车工业的蓬勃发展,以及公共交通的普及,且碍于摩托车的诸多缺点,人们对这种出行方式越来越疏远,加之“限摩令”的施行,摩托车的受众面越来越小。想要摩托车工业摆脱低迷的发展趋势,环保、安全、高效生产是必须要考虑的几个方面。环保即需要提高摩托车对燃料的利用率或推出各种新能源摩托车;摩托车较自行车、电动车等车速较快,但其安全措施又不如汽车,较容易出现安全事故,因此其行车安全问题是亟待解决的问题;摩托车车型虽然比较小巧,但又不乏复杂性,其车架多是由各种弯管焊接构成,人工焊接的工作量较大且定位不准。本文通过UG三维建模软件,针对摩托车车架的焊接生产过程进行了焊接夹具的三维模型设计和运动仿真模拟,旨在提高摩托车焊接生产的效率和质量并减少生产工人工作量和制造误差。
关键词:摩托车车架;焊接夹具;UG
Abstract
As a light, high-speed and cheap mode of transportation in today's society, motorcycle plays an important role in people's work and life. However, due to the booming development of the automobile industry, the popularity of public transportation, and due to the many shortcomings of motorcycles, people are increasingly alienated from this way of travel, and the implementation of "motorcycle restrictions", the popularity of motorcycles is becoming smaller and smaller. If we want a motorcycle industry to get rid of the downturn, the development trend of environmental protection,safety and efficient production are the several aspects must be considered. Environmental protection is the need to improve the fuel efficiency of motorcycles or launch a variety of new energy motorcycles; Motorcycle is faster than bicycles, electric cars and other speed, but its safety measures are not as good as the car, more prone to safety accidents, so its driving safety is a problem to be solved; Motorcycle model although relatively small, but there is no lack of complexity, its frame is composed of a variety of elbow welding, manual welding workload and inaccurate. In this paper, through the UG 3d modeling software, the 3d model design and motion simulation of welding fixture were carried out for the welding production process of motorcycle frame, aiming at improving the efficiency and quality of motorcycle welding production and reducing the workload and manufacturing errors of production workers.
Key Words: motorcycle frame; Welding fixture; UG
目 录
第1章 绪论 7
1.1焊接工装夹具的作用 8
1.2焊接工装夹具的分类 8
第2章 夹紧装置的设计 10
2.1 工件定位原理 10
2.1.1 六点定位原理 10
2.1.2 定位方法与定位器 10
2.2 定位方案设计方法与步骤 10
2.2.1 确定定位基准 10
2.2.2 确定定位器的结构及布局 10
2.2.3 确定必限的自由度 10
2.2.4 提出定位器的材料和技术要求 11
2.3 夹紧机构 11
2.4 夹具设计流程 11
2.4.1 车架分解及装配顺序确定 11
2.4.2 车架的焊接顺序及焊接方法确定 11
第3章 气缸的选择 13
3.1 气动杠杆夹具(三杆机构)的结构设计 13
3.2 气缸简介 14
3.3 气缸尺寸确定 14
3.3.1 气缸的设计步骤 14
3.3.2 活塞杆上输出力和缸径的计算 14
3.3.3 活塞杆的设计 15
3.3.4 缸筒壁厚的计算 16
3.3.5 选择气缸的型号 16
第4章 零部件的选择 18
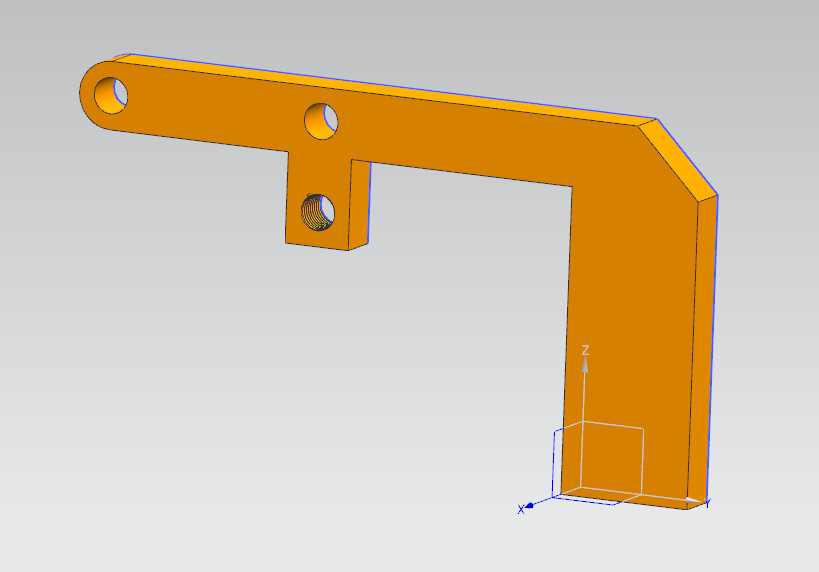
4.1 夹紧杠杆臂的结构设计 18
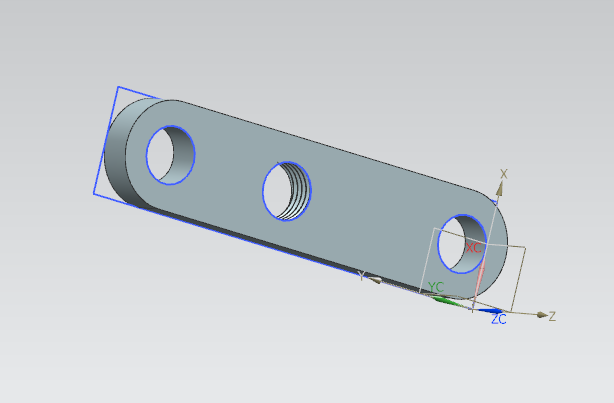
4.2 连接板的结构设计 18
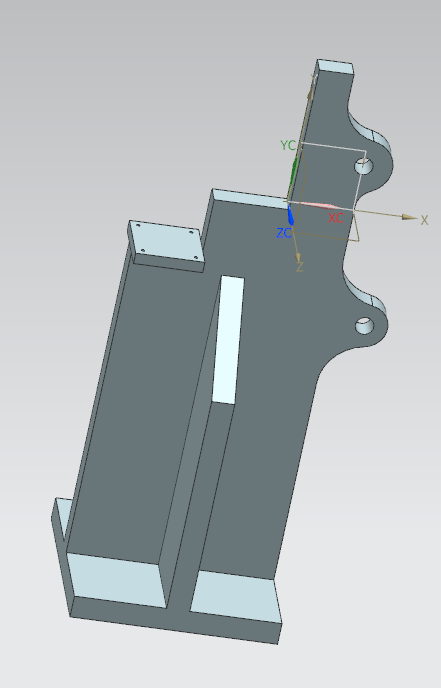
4.3 底座的结构设计 19
4.4 铆钉、螺钉、螺栓、螺母的结构设计 20
4.5 夹头处V型块的结构设计 22
第5章 气动夹具装配 23
5.1 待装配部件的导入 23
5.2 通过约束对部件进行装配 23
5.3 夹具三视图的绘制 24
第6章 基于UG的运动仿真模拟 25
6.1 气动夹具运动仿真 25
6.1.1 连杆的与运动副的建立 25
6.1.2 运动仿真 25
6.2 车架的装夹 27
6.2.1 第一套夹具系统的装夹 27
6.2.2 第二套夹具系统的装夹 28
6.2.3 第三套夹具系统的装夹 30
第7章 结论 32
参考文献 34
致 谢 36
第1章 绪论
在我国如今的经济体系中,汽车工业是国民经济支柱产业很重要的一类,其在我国经济发展中拥有非常特殊的地位和作用,它极大地带动和促进了其他的工业产业的发展,并成为了衡量一个国际工业发展水平的重要指标。随着汽车工业愈来愈快的发展,愈来愈激烈的竞争,汽车产品不断地更新换代,也开拓出了各种新能源汽车、智能控制汽车等,这种发展局面极大地影响了摩托车制造业的发展和进步。
摩托车工业发展受限的很大一部分原因则是来自于限摩政策的实施。很多大中型城市为响应经济发展的战略规划,先后颁布了“限摩令”,禁止摩托车在市区通行,辅之以更发达的公共交通(地铁、轻轨、公交车、电车等)建设。加之近几年许多城市都有大量的共享电动车、共享单车投放,且其使用价格很低廉,因此越来越多的人在出行上不再选择摩托车,而是选择这些更加便利且环保的公共交通出行方式,摩托车极其有限的承载量也是其发展被汽车工业逐渐取代的一部分原因。
很多从事摩托车行业的人都说现在行业的受众面越来越小,只有一些小的城市、乡镇才有人选择购买摩托车,特别是一些外出务工经济水平较低的工人,因为其相对自行车、电动车有更快的速度,相对汽车有更低的成本,且在一些乡村路面状况较差的地方更为方便。因此,摩托车行业要更好的发展,必须以这些受众人群为基础,以摩托车的缺点为需要改进的目标,有针对性的对摩托车进行功能开发。
摩托车发展主要有以下几个方向:
1)环保。摩托车属于机动车,以汽油为燃料,但燃料利用率不高,因此有极大的尾气排放。在今后的发展中,必然要提高摩托车对燃料的利用率,或推出各种新能源动力的摩托车,以减少污染性气体的排放,积极响应环保号召,不仅有利于人类身体健康,也有助于环境的改善。
2)安全。摩托车有着远超自行车、电动车的车速,但其安全防护措施几乎为零,即没有汽车那样的安全带也没有安全气囊,因此其驾驶安全性存在很大的问题,这也是很多人不愿意选择这种交通方式的原因之一。为了摩托车行业的发展,针对其安全性的设计显得极其重要,例如采用抗冲击强度更高的车身材料。这些都能提高摩托车的社会安全性。
3)高效。高效生产也是需要考虑的一个极其重要的问题。如今的摩托车已经不像以前那样车型单一,而是趋向于多元化发展,其观赏性在车身设计中占了很重要的地位,因此其车型种类越来越多,这对其车身的生产也提出了更高的要求。越来越繁琐的车型,使得其车架结构更加复杂,各种弯管的焊接结构不仅增大了生产人员的工作量,也使工件定位变得更加困难,完全的人工生产已经不能满足要求了。因此针对摩托车车架的焊接工装夹具的重要性则得到了充分地体现,对于一套设计完成的夹具,生产工人只需要按照装配顺序将车架各工件安装到夹具体上,启动夹具即可对各部件进行精准、稳固装夹,其定位精度和夹紧力远高于人工生产,极大地提高了车架生产的效率和质量,降低了成本。
焊接夹具是基于工件的形状、大小对夹紧机构进行合理布局,以达到准确的定位和牢固的夹紧,焊接部分可以更方便的组装和焊接,保证焊接部分的结构达到精度的要求。焊接夹具是焊接工艺的重要组成部分,其自动化程度也是影响车身批量生产的关键因素之一。因为摩托车车架结构十分复杂,是由多个异形钢管和柔性零件焊接而成的一个空间立体结构,并根据实际安装需要,焊接有许多功能支耳和金属板[1],因此积极推进和使用在现代焊接生产中适应产品结构的夹具可以大大提高产品的质量,降低工人的劳动强度,使得焊接生产过程更好的实现机械化、自动化等。
在摩托车焊接生产过程中,由于大部分部件为弯管、薄板小件,焊接所需要的工时较少,约占全部工时2/3以上的时间都用于备料、装配等其他辅助工序,极大地影响到焊接生产的效率。而且许多夹紧机构在使用时不能够适应不同大小的车架,因此,在使用时极为不便。而且由于摩托车架零部件多,工作量大,制造中易变形且常需要进行平移、旋转、翻转等操作,因此,现在的焊接夹具通常是针对车架某一部分的整体夹具,将整车架进行分块装焊,最后进行总装,以便达到高可靠性、高效率和低成本的制造目标[2]。
1.1焊接工装夹具的作用
1)保证和提高产品质量
2)提高劳动率,降低制造成本
3)减轻劳动强度,保障安全生产
1.2焊接工装夹具的分类
1)按用途分类
装配用工艺装配、焊接用工艺装配、装配焊接工艺;
2)按焊接方法分类
电弧焊工装、电阻焊工装、钎焊工装、特种焊工装等。
为达到前述要求,需要在夹具设计中综合考虑各方面因素,达到用料最少、用工最少、用人最少。质量最好、效率最高、成本最低的目的。
现今国内对焊接夹具的系统研究不够重视,摩托车焊接夹具的开发设计更加成为一个薄弱环节,焊接夹具开发的滞后状态严重制约了我国汽车工业的进一步发展。这虽与国外的技术封锁有关,但更加重要的原因还是我们不够重视自主研发和长远考虑。我国已经有部分科研部门和制造厂开始从事了这项有益的工作,例如机械工业部第四设计研究院、一汽、东风等著名汽车行业集团都是其中的佼佼者。由于国内自主研发的焊接工装设备起点都不高,批量也不大,与一些西方发达国家相比还是有很大距离,需要在实践中不断地改进提高。
由于传统的焊接夹具设计都是在二维下进行的,难以直观地反映出三维视角的模型,车身的细小部件较多,在二维情况下容易使图纸上的线重叠,导致数据残缺不准确,设计意图难以理解,而且绘图工作浪费了设计者相当多时间,由此可见将三维建模引入工装夹具的设计过程中的必要性。本文以现在市面上车型较普通的摩托车车身车架的装配焊接为例,阐述了基于UG的摩托车车架焊接工装的三维建模设计方法,并突出了其相对传统的二维设计在夹具系统设计中的优越性。
第2章 夹紧装置的设计
2.1 工件定位原理
一个刚体在空间直角坐标系中具有六个自由度,沿X 、Y、Z三个坐标轴的移动自由度和绕X 、Y、Z三个坐标轴的转动自由度,要使工件的位置按照一定的要求确定下来,就必须将它的某些自由度或全部自由度加以限制。
2.1.1 六点定位原理
用六个正确布置的支承点就可以完全限制工件的六个自由度,使工件在夹具中占有完全的位置[2]。
2.1.2 定位方法与定位器
工件的定位方法有平面、圆孔、外圆柱面、组合表面和型面定位五种,常用的定位器有挡块、支承钉、定位销、衬套式定位器、V形块等。
2.2 定位方案设计方法与步骤
定位方案设计是夹具设计最重要的一步,其设计的结果将直接影响装配和焊接的精度和效率,一旦确定了定位的方案,夹具的其他部件一般也就确定了。因此,必须认真考虑定位方案。通常按照以下这些步骤来设计定位方案。
2.2.1 确定定位基准
焊接工装生产一般是先定位再夹紧最后进行焊接。在选择定位基准时,应充分考虑焊接位置的可达性,使焊缝处于焊接设备和工人便于操作的位置。同时,所有焊接应尽可能在夹具上完成,以便于通过夹具的刚性控制工件的焊接变形。
2.2.2 确定定位器的结构及布局
确定好定位基准后,在设计定位器时,应结合工件结构形状、表面粗糙度状况、所需限制自由度的数目、定位容许存在的误差以及辅助支承工具的使用等当面因素,在充分考虑夹紧方案的同时还必须进行分析比较,使得定位稳定、安装方便、结构简单和刚性良好等。
2.2.3 确定必限的自由度
根据图纸确定好装配顺序后,需要对工件的定位进行布置,充分考虑工件的形状以及在结构中的重要性,分别选择合适的定位方式以及定位器类型和位置,对工件的自由度进行充分的限制。
2.2.4 提出定位器的材料和技术要求
定位器本身质量、刚度以及表面的粗糙程度要满足要求,且在装焊时不能对工件的原始形状和质量造成影响。
2.3 夹紧机构
1)简单夹紧机构:楔块式、螺旋式、偏心式、弹簧式、推拉式、杠杆式;
2)复合夹紧机构:螺旋——杠杆式、偏心轮——杠杆式、铰链——杠杆式;
3)定心夹紧机构,螺旋定心式、楔块定心式、偏心定心式、连杆定心式、弹性夹筒定心式。
2.4 夹具设计流程
摩托车车架的制造过程为:装配、夹紧、点焊、弧焊等。因其部件多为薄件、弯管,所以一般是在装夹好后先进行定位点焊,将各部件连接好后再进行焊缝的补充焊接。点焊则是整个过程的重中之重。要想达到要求的强度、刚度和精度,在点焊过程中用一套夹紧牢靠定位精准的焊接工装夹具是极其重要的。
2.4.1 车架分解及装配顺序确定
车架主要是由环绕车身的一个大弯管、支撑前叉的一根竖管、固定转向器的一根竖管、横跨大弯管的几根短弯管以及关键上装焊的小搭件组成。由于支撑前叉的竖管既是从弯管前端的孔槽里插入,又是从固定转向器的弯管的斜向插入的,因此其间接的限定了车架装焊的顺序,即先装焊横跨弯管的三根短管,再将竖管和下方的弯管装焊在一起,再将竖管插入大弯管端部进行焊接,最后装焊固定转向器的竖管。
2.4.2 车架的焊接顺序及焊接方法确定
由2.4.1可知车架的装配一共有四个步骤,而实际只需要使用三套夹具系统即可完成装配和焊接,装焊三根短管用一套夹具,焊接竖管和下方弯管用一套夹具,装焊两根竖管可采用同一套夹具。第一套夹具里由于工件较多,焊接面形状较复杂且夹紧机构较多占用空间较多,因此可以先进行点焊固定,取下工件后再进行补充焊缝;第二套夹具由于只有两根管件,结构较为简单,因此可在夹具上完成焊接;最后一套夹具需要依次装配两个部件,前一个部件装配并焊接好后才能装焊后一个部件,否则会影响工件定位,因此需在夹具体上完成对第一个部件的焊接,第二个部件则可点焊定位后取下进行补充焊接,以加快生产效率。
由于车架整体尺寸不大,质量也较轻,因此夹具的材料强度并不需要很高。通过点碳钢板在搭建的框架上组焊成平台,定位件与夹紧机构通过垫块、螺钉固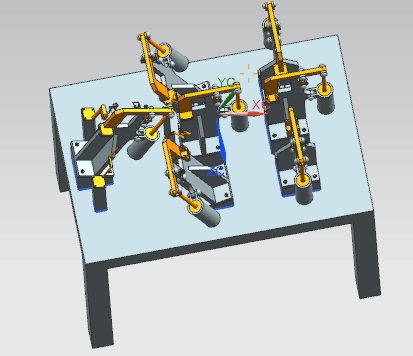 定在平台上。车架焊接夹紧机构如图2.4所示。
定在平台上。车架焊接夹紧机构如图2.4所示。
图2.4 车架夹紧机构图
第3章 气缸的选择
3.1 气动杠杆夹具(三杆机构)的结构设计
焊接生产中有时直接使用气缸夹紧,但多数情况下都是使用杠杆、铰链或凸轮等进行工件夹紧,本次设计摩托车车架夹具选用气动杠杆夹紧机构。
机构运动过程分析中,运用较多的主要有图解和数学解析两种方法。本次设计气动杠杆机构采用解析法设计求解,主要针对杠杆夹紧和松卡到90°两种状况下的尺寸进行计算。图3.1为夹紧时的结构图,图3.2为松卡时的结构图。
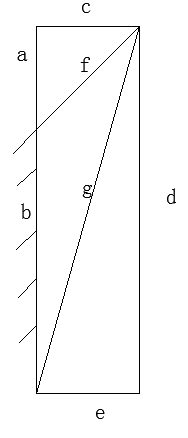
图3.1 夹紧结构图
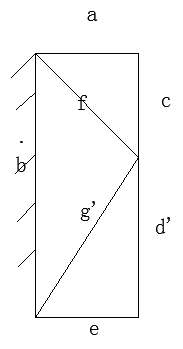
图3.2 松卡结构图
如图,acf为等腰直角三角形,edg为直角三角形,取c=100mm,a=100mm,则e=100mm,依据三角关系可得:
夹紧时,几何关系:
松卡时,几何关系:
由以上关系式可解得:d=b 100,d’=b-100,则气缸行程S=d-d’=200mm.
3.2 气缸简介
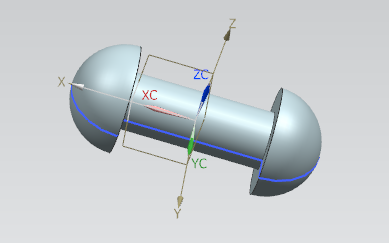
气缸是将压缩空气的压力能转化为直线往复运动形式的机械能的装置。在气压传动系统中,它是执行元件,用来带动夹紧机构、定位机构和分度装置等。
根据活塞结构形式分类,气缸可分为活塞式和膜片式;根据安装方式分类,气缸可分为固定式、摆动式和回旋式;根据气体作用方向分类,气缸可分为单作用式与双作用式。
本设计采用可回转的活塞式单作用气缸,但在满足运动要求的前提下,为减轻工作量,三维建模时只进行了气缸缸体尺寸和活塞杆的绘制,且对气缸和的结构进行了较大的简化,以圆筒代替,而并未对缸体内部结构进行具体绘制,单作用气缸弹力回复的方式也未进行表述。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: